



Глава 8Розы, колечки и радужные червячки в клинковом узоре
Отделкой золотой блистает мой кинжал;Клинок надежный без порока;Булат его хранит таинственный закал – Наследье бранное Востока,,,,


1.О свойствах легендарных оружейных сталей – дамаска, булата и вутца – хотя бы понаслышке знает любой цивилизованный человек. Они являются свидетель ством уникальных возможностей мастеров металлургической профессии. В чем секрет этих удивительных сплавов, кто и когда их производил и каким образом обрабатывал? Похоже, что современная наука нашла ответы на эти вопросы.
Почему это актуально?
2.Современные средства массовой информации часто напоминают о том, что будущее за композиционными материалами. При этом упоминаются самые разные, иногда фантастические сочетания пластиков, керамики, редких металлов, углеродных волокон, «наноматериалов» любого размера (очень современно)! Однако из истории техники хорошо известно, какой материал является по-настоящему уникальным композитом – это легендарная оружейная литая сталь. Металлурги отчасти сами виноваты в низкой популярности стального композита. Дело в том, что в ХХ в. в индустрии черных металлов монопольное распространение получили легированные стали. Экономически целесообразным оказалось производство чистого (практически без примесей) металла с последующим введением в него легирующих компонентов (в составе ферросплавов). Однако времена изменились: полезные примеси благодаря использованию металлолома стали «гулять» по металлу сами по себе, изменяя его свойства, за что и получили название вагантов (праздношатающихся бродяг). В результате на повестке дня встал вопрос о разработке стального композита, в котором ваганты «вели бы себя прилично», потому что их удаление из металла обходится очень дорого. Итак, легендарный стальной композит возвращается?!
Предания, легенды, летописные свидетельства и литературные фантазии
3.Во всех странах и регионах Древнего мира и средневековья выплавку и обработку оружейной стали окружала завеса таинственности и секретности. Как правило, общины оружейников жили, подчиняясь особым неписаным законам. Поскольку производство оружия всегда и везде считалось делом первостепенной важности, оно находилось под строгим надзором властей, осуществлявших постоянный контроль работы металлургов-оружейников и содействовавших постоянному росту их квалификации. Древние мастера тщательно скрывали секреты изготовления необыкновенного металла, часто передавая их своим преемникам лишь на смертном одре. Поэтому вместо способов производства лучших клинков древние манускрипты содержат лишь рассказы об обрядах, которые сопровождали работу мастеров. Производить высококачественную оружейную сталь с уникальными свойствами умели многие народы Древнего мира и средневековья.
Упомянем наиболее известные легенды, археологические находки и летописные свидетельства.
«Чакра» из «белого железа»
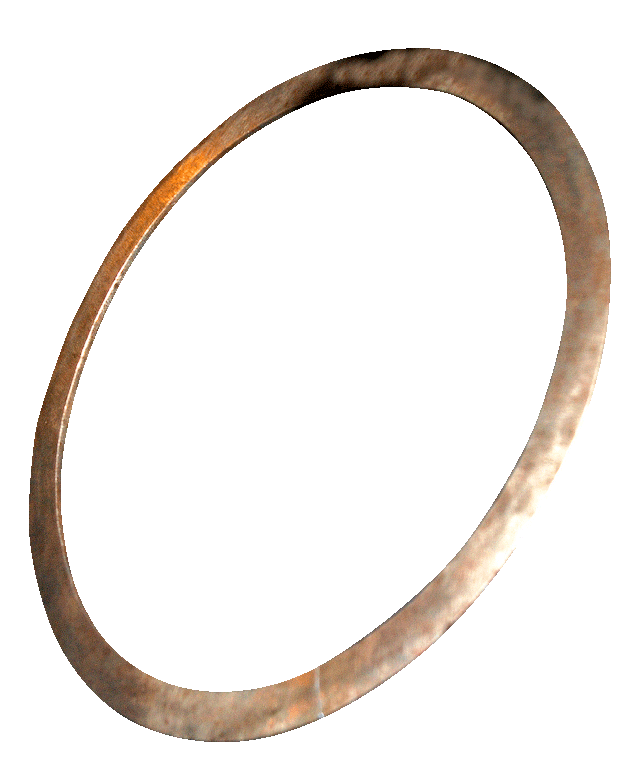
4.По наиболее распространенной версии с легендарной высококачественной оружейной сталью (называемой впоследствии «булат», «дамаск», «вутц» или «вуц») представители античной культуры впервые познакомились во время похода Александра Македонского в Индию (329 г. до н. э.). Согласно описанию Аристотеля – воспитателя и биографа Александра – в битве на реке Гидасп индийские воины сражались с греками длинными мечами, которые легко рассекали доспехи. Другим эффектным оружием индийцев была «чакра» – плоское стальное кольцо с острой внешней кромкой. Чакра раскручивалась на пальцах и выбрасывалась в сторону противника: если она попадала в шею, воин прощался с головой. Несмотря на такое удивительное вооружение, индийцы не смогли победить македонскую армию, но слава об их железных изделиях разнеслась по всему античному миру.
5.Благодаря Аристотелю утвердился специальный термин для обозначения индийской стали – «феррум кандидум» (белое железо). Также стало известно, что «белое железо» восточные купцы продают в виде круглых лепешек, разрезанных пополам. Обнаружены письменные свидетельства того, что властитель индийского княжества Пенджаб подарил Александру Македонскому 2,5 т стали в слитках – по тем временам подарок, достойный царя.
Гусиные стальные опилки и «римская плетёнка»
6.Оружие, обладавшее высокими боевыми свойствами, в IV в. до н. э. умели изготовлять и народы Европы. В настоящее время считается доказанным, что прекрасных результатов в получении оружейной стали достигли кельты, они же довели до совершенства технику кузнечной сварки. Легендарный кельтский кузнец Виланд (Воланд, Велундр) умел сваривать в монолит пропущенные через кишечник гусей стальные опилки. Изготовленный таким образом меч разрубал камни и рассекал мешок, набитый шерстью.
7.Оружие, обладавшее высокими боевыми свойствами, в IV в. до н. э. умели изготовлять и народы Европы. В настоящее время считается доказанным, что прекрасных результатов в получении оружейной стали достигли кельты, они же довели до совершенства технику кузнечной сварки. Легендарный кельтский кузнец Виланд (Воланд, Велундр) умел сваривать в монолит пропущенные через кишечник гусей стальные опилки. Изготовленный таким образом меч разрубал камни и рассекал мешок, набитый шерстью.
8.звестно, что в III в. до н. э. римские оружейники соединяли кузнечной сваркой стальные и железные полосы, переплетая и скручивая их в самых различных комбинациях. Количество железных и стальных слоев в заготовках достигало многих десятков. Затем к полученной «плетенке» приваривали стальные лезвия и получали прочный, надежный меч.
9.Ковать хорошие мечи умели во многих провинциях Римской империи. Например, о мечах, привозимых из Испании, Филон Византиец в III в. писал так: «Если нужно их испытать, то берут правой рукой меч, кладут его горизонтально на голову и сгибают на обе стороны вниз, пока не коснутся плеч. Тогда отводят быстро обе руки в сторону, а меч, свободно отпущенный, станет снова прямым и вернется к своей прежней форме так, что никакой мысли о кривизне не остается. Сколько бы раз это ни проделывали, мечи остаются прямыми».


Дамаск – столица кузнечного ремесла
10.С такими мечами римские легионеры дошли до Сирии, где существовали свои традиции изготовления высококачественной оружейной стали. Согласно многочисленным летописным свидетельствам близ Дамаска существовала гора, состоящая из самородного железа с примесями углерода (около 1 % масс.) и вольфрама (8–9 % масс.). Фактически это была природнолегированная сталь, из которой местные мастера выковывали мечи и сабли.
11.Наличие уникальных природных ресурсов, богатые металлургические и оружейные традиции, удобное стратегическое расположение послужили причинами того, что именно в Дамаске император Диоклетиан в конце III в. приказал построить главные оружейные мастерские римской армии. После этого Дамаск более 1000 лет был важнейшим торговым и ремесленным центром Древнего мира и раннего средневековья. Именно сюда привозили вутц из Индии и производили изделия из узорчатой стали. По мнению многих специалистов, вплоть до конца XIV столетия в Дамаске изготовляли лучшие в мире оружие и доспехи.
12.В 1370 г. в Самарканде к власти пришел великий эмир Тимур (Тамерлан), который для удержания кочевой знати от внутренних мятежей начал большие завоевательные войны. В 1400 г. войска Тимура покорили Сирию и взяли Дамаск. Город был сожжен, а оружейные мастера переселены в Самарканд и другие города Средней Азии. Собранные в Самарканде мастера были размещены в городской цитадели, где в специальной государственной мастерской изготовляли доспехи и различное вооружение. В 1980-х гг. на месте цитадели Тимура проводили раскопки. Археологи обнаружили помещение, в котором было найдено более 2 тыс. деталей доспехов и других железных предметов.
13.Несмотря на то что железо доспехов было сильно окислено, в одной из кольчуг удалось обнаружить частицы металла, которых оказалось достаточно для выполнения металлографических исследований. Было установлено, что металл доспехов состоит из трех структурных составляющих, твердость которых различается более чем в 50 раз. Из этого следует, что «кольчуга Тамерлана» была изготовлена из композиционного материала. Необходимо отметить, что по прочности и сопротивлению удару она практически не уступала современным бронежилетам. При одном из триумфальных въездов Тимура в его столицу впереди процессии несли до 3 тыс. парадных доспехов. Это шествие наблюдал испанский посол Рюи Гонзалес де Клавихо. Согласно его описанию подбитое красным сукном и изящно отделанное оборонительное оружие выглядело очень эффектно.
Тигельная сталь Ахсикета
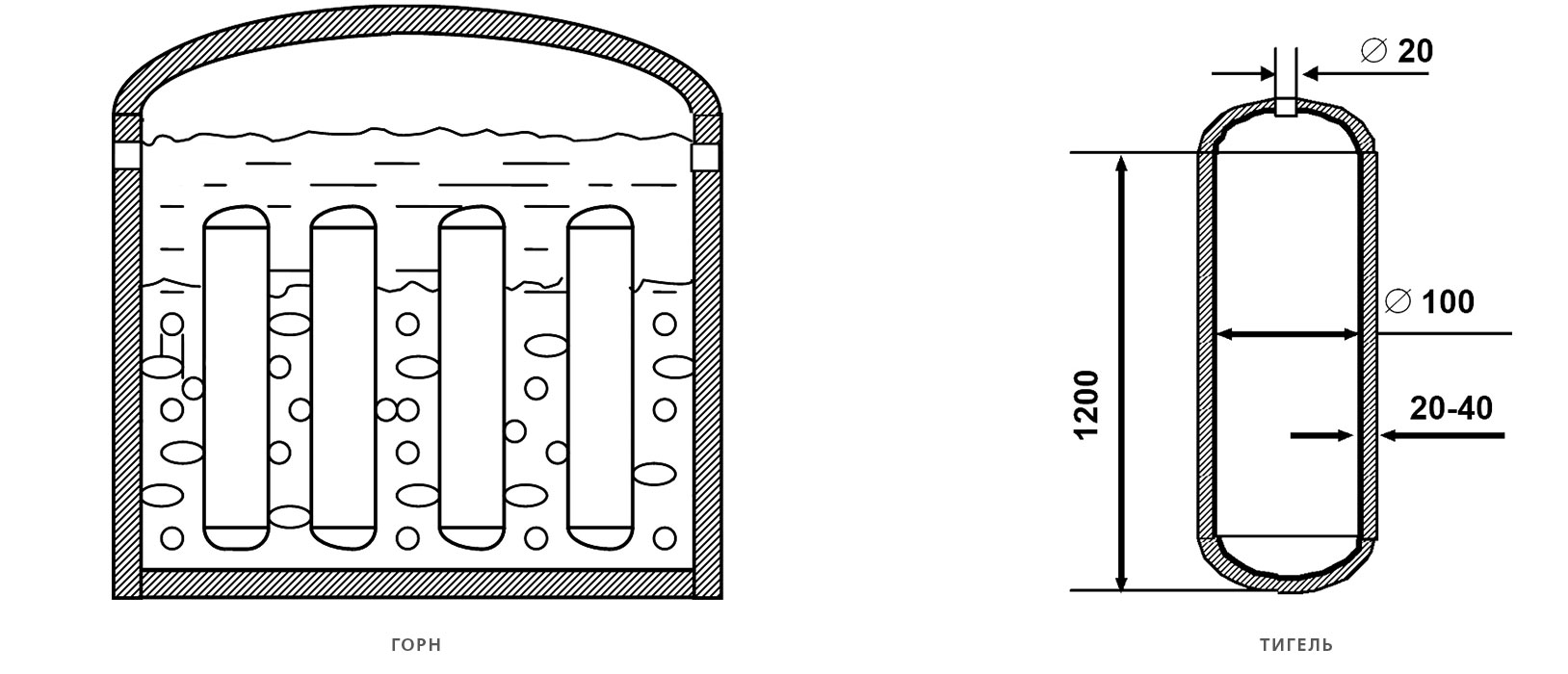
14.Однако и до Тимура в Средней Азии существовали крупные центры производства высококачественной оружейной стали. В 30 км к северо-востоку от Намангана на правом берегу Сырдарьи обнаружен древний город Ахсикет – бывший крупный политический и экономический центр Северной Ферганы. В период с VII по XIII в. в Ахсикете выплавляли высококачественные тигельные стали. В ходе археологических раскопок найдены крупные металлургические мастерские и ров длиной 250 м, шириной 25 м и глубиной 14 м, доверху наполненный тиглями вместимостью от 2 до 10 кг. В ходе исследований было установлено, что металлурги Северной Ферганы варили тигельную сталь, используя каменный уголь. Существовала целая гора из каменного угля высокого качества. За 600 лет она была полностью выработана.
Молибден в железных песках Японии


15.Большой опыт в производстве высококачественной стали был накоплен оружейниками средневековой Японии. Тайну японской стали долгое время не могли узнать, хотя это пытались сделать специалисты многих стран. В конце концов, секрет был раскрыт: загадочная сталь помимо железа и углерода содержала молибден, который существенно повышал вязкость металла. Сами японские металлурги даже не подозревали о существовании молибдена, но опыт предков говорил о том, что из железистых песков одного из немногих островных месторождений получается наилучшая по качеству сталь. Именно в этих песках и содержались примеси оксида молибдена.
16.Перед изготовлением оружия железо, легированное молибденом, проходило длительную обработку. Прежде чем подвергнуться ковке, ему предстояло в течение нескольких лет пребывать в болотистой почве: в нее закапывали железные полосы или прутки, которые спустя некоторое время вынимали, а затем вновь зарывали в землю. Богатая минеральными солями и кислотами болотная вода энергично разъедала железо. Образовавшаяся ржавчина растворялась в воде, обнажая новые слои железа, и процесс постепенно распространялся в глубь металла.
Изгиб самурайского меча сформировался в процессе многовековой эволюции оружия данного вида. Он постоянно варьировался до тех пор, пока в конце концов не была найдена совершенная форма, представляющая собой продолжение слегка изогнутой руки.
17.Однако участки железа, обогащенного молибденом, оставались практически не тронутыми коррозией. В итоге железная заготовка становилась «ноздреватой». Это был особый металл, который представлял собой железо, легированное молибденом. Таким образом, богатый опыт, накопленный предшествующими поколениями, позволял японским мастерам получать отличный материал для изготовления знаменитых на весь мир самурайских мечей. Остроту таких мечей можно оценить по следующему преданию: кузнец Муримаса воткнул свой меч в дно ручья, и наплывающие на лезвие листья рассекались надвое. По понятиям самураев, хороший меч должен был перерубать в поясе двух связанных спина к спине пленных или связку жесткого бамбука.
Пёстрые червячки Северной Европы
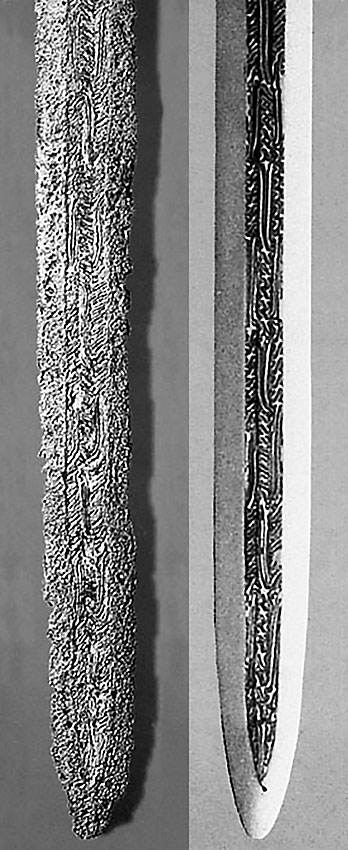
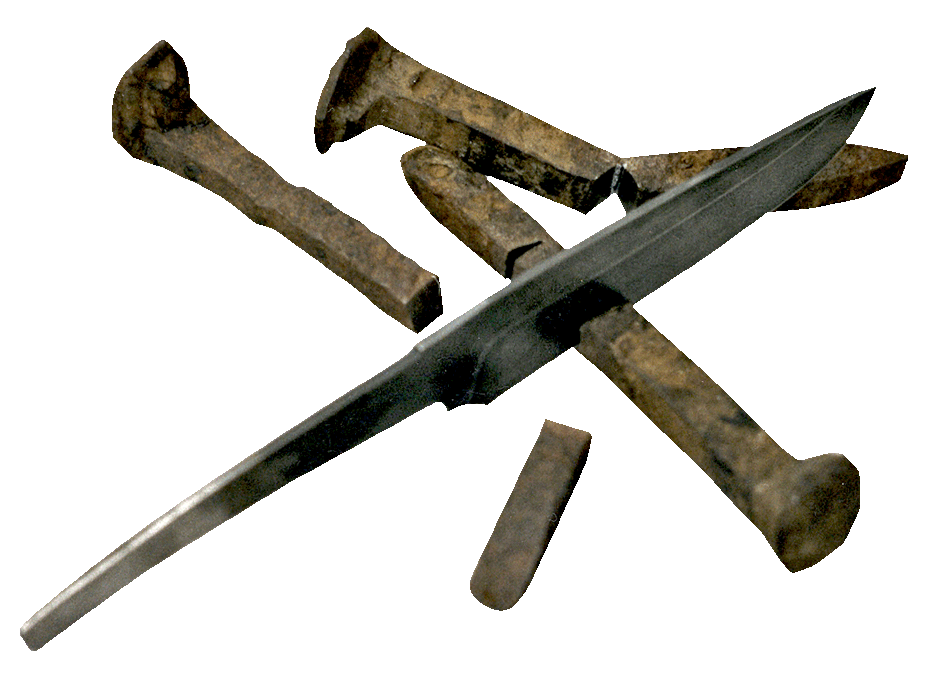
18.Оружие с прекрасными боевыми качествами умели изготовлять и мастера Северной Европы. Например, в середине прошлого века в одной из многочисленных бухт морского побережья Дании, вблизи деревушки Нидам, были обнаружены три старинных судна, потерпевших там когда-то крушение. Металлические предметы, утварь, монеты и сотня мечей, находившиеся в трюмах, хорошо сохранились. Почти все мечи имели узорчатые клинки, а металлографические исследования показали, что их средние части сварены из отдельных полос, скрученных в разных направлениях. В них отмечено высокое содержание фосфора. Приваренные лезвия изготовлены из стали с содержанием углерода от 0,3 до 0,6 %. Средняя длина клинков составляет 75 см при ширине около 5 см. Найденные там же древнеримские монеты, датированные III в., позволили определить возраст «нидамской находки».
19.Большой интерес представляет документ, рассказывающий о мечах германского производства. Известно послание короля остготов Теодориха Великого вождю германского племени гварнеров (вандалов) Тразаманду, которое датируется 523–526 гг. В нем король благодарит за присланные ему в дар мечи: «Мечи твои разрубают даже брони и более дороги качеством железа, чем ценностью золота. Их полированная поверхность блестит так, что ясно отражает черты смотрящего. Лезвия выточены так равномерно остро, что можно подумать, будто они вышли из плавки, а не выкованы из отдельных полос. В их выточенных прекрасными долами серединах, кажется, видишь мельчайшее переплетение червячков столь разнородных оттенков, что чудится, будто светящийся металл пропитан разными красками». Что касается упомянутого «переплетения червячков разнородных оттенков», то в современной немецкой литературе такой тип клинкового узора так и называется «пестрочервячным» (Wurmbundt). Разнообразные оттенки деталей узора получаются из-за использования при изготовлении меча нескольких сортов металла. В ливонских (эстонских) сагах упоминается меч героя Колеве-Пега (Калевипоэга), выкованный из семи сортов железа и стали.
Меч с названием узора «светлый червь» (warm-fa) играет важную роль в скандинавской поэме «Сказание о Беовульфе». С его помощью главный герой романтического произведения Беовульф, чье имя означает «пчелиный волк», т.е. медведь, побеждает человекообразное чудовище Гренделя. Для поединка с Гренделем даны, которых спасает Беовульф, вручают ему проверенное надежное оружие:
«...меч с рукоятью, старинный Хрунтинг,Лучший из славных клинков наследных.Были на лезвии, в крови закаленном,Зельем вытравлены узорные змеи».,,,,
Дым Саттон-Ху

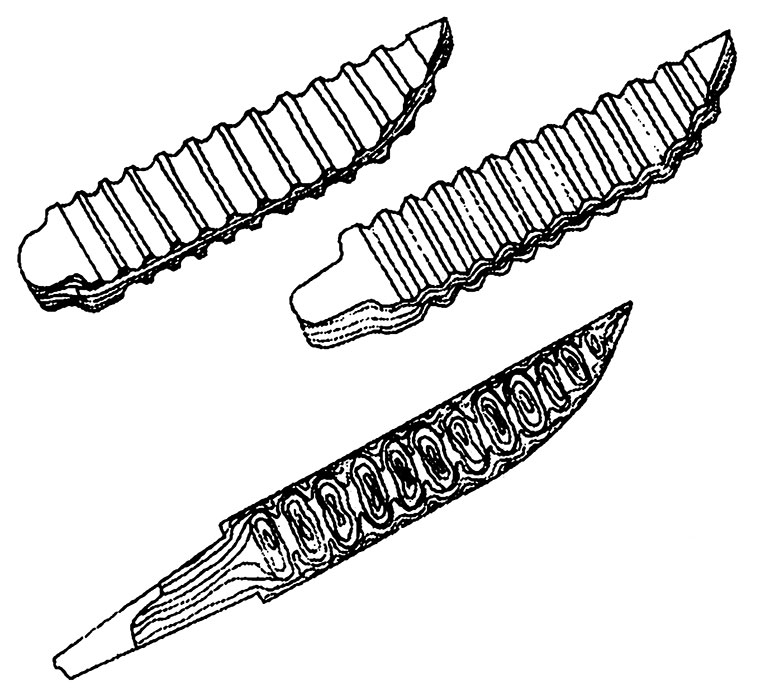
20.Одной из важнейших археологических раскопок Великобритании является захоронение Саттон-Ху в Суффолке, относящееся к началу VII в. Среди прочих удивительных находок этого захоронения был меч викинга. К сожалению, клинок и ножны под действием коррозии превратились в единую массу. Однако специалисты Британского музея с помощью современных методов исследования установили, что меч состоял из сердечника сложной конструкции и приваренного к нему лезвия. Сердечник был изготовлен из восьми брусков, состоящих, в свою очередь, из семи стержней, причем бруски были скручены в противоположных направлениях и сложены, образуя своеобразную «елочку». По длине клинка чередовались участки с крученым рисунком и с продольным узором. Средняя длина тех и других составляла около 55 мм, а рисунок повторялся 11 раз.
Наследие кельтиберов
21.В позднем средневековье в Европе особенно высоким спросом пользовалось холодное оружие испанских мастеров из Толедо. Оно отличалось техническим мастерством и художественным совершенством. Еще у древних римлян ценились изготовленные кельтиберскими мастерами мечи. Впоследствии под влиянием арабского искусства испанские оружейники создавали настоящие шедевры. Предусматривалась серия испытаний качества готовой продукции. Чтобы проверить упругость металла, клинок укладывали на специальную подушку и изгибали в разных местах от эфеса до острия. Затем клинок вдавливали острием в лежащую на земле свинцовую плиту и, не снимая нагрузки, изгибали и закручивали в разных направлениях. Для проверки твердости лезвия и вязкости обуха служила проба на шлеме: клинком несколько раз наносили удар по шлему полукруглой формы. Только после того как все испытания проходили успешно, приступали к художественной отделке изделия: выглаживанию и полированию клинка, вытравливанию надписей и узоров, золочению или серебрению эфеса. Дошедшие до нас толедские клинки воплощают в себе накопленный столетиями опыт получения и обработки высококачественной оружейной стали.
Меч Ричарда и сабля Саладина
22.Наконец, нельзя не упомянуть о широко известном литературном описании дамасской стали. В романе Вальтера Скотта «Талисман», посвященном походам крестоносцев в Палестину, есть эпизод встречи Ричарда Львиное Сердце с султаном Саладином. Соперники расхваливали друг перед другом достоинства своего оружия. Чтобы доказать прочность своего двуручного прямого меча, Ричард одним ударом разрубил рукоять стальной булавы. В ответ Саладин взял шелковую седельную подушку, набитую конским волосом, поставил ее на ребро и замахнулся кривой саблей. «Лезвие сабли скользнуло так молниеносно и легко, что подушка, казалось, сама разделилась на две половины, а не была разрезана». Пораженные европейцы сочли это за фокус, но Саладин, чтобы окончательно убедить их, подбросил мягкий вуалевый платок и рассек его в воздухе. Как пишет В. Скотт, необычайно острый клинок в искусной руке султана имел «изогнутое узкое лезвие», которое «не блестело, как франкские мечи, а отливало тускло-голубым светом и было испещрено бесчисленными извилистыми линиями».
23.Хотя в этом эпизоде присутствуют элементы авторской фантазии, в нем довольно точно описан тип клинков, которые были в ходу в исламском мире во времена Саладина. Эти клинки своими механическими качествами и красивым волнистым узором на поверхности были обязаны материалу, из которого их ковали – дамасской стали. Именно со времен крестовых походов о дамасских клинках и доспехах ходили легенды.
Терминология и классификация
24.Высококачественную оружейную сталь в разные времена в различных странах называли по-разному. Например, принятый в России термин «булат» (булатная сталь) произошел от иранского слова «пулад» (по-арабски «фулад»), которое означает просто литую сталь. Впоследствии само слово «фулад» стало отражать технологическую особенность получения металла и означать «очищенное железо», т.е. железо, переплавкой которого производили сталь.
25.Другое популярное (особенно в странах Запада) название – «дамаск» – отражает, по-видимому, внешний вид поверхности клинков и происходит также от арабского слова «дамаст» – волнистый, струйчатый. Однако не исключена возможность, что сварочную узорчатую сталь со временем стали называть дамасской из-за сходства рисунка поверхности восточных клинков с узорами знаменитых дамасских тканей. Термин «дамасская сталь» получил широкое распространение в Европе в XIX в. Долгое время так называли и литую булатную сталь. В настоящее время в нашей стране это название применяется только по отношению к сварочной узорчатой стали.
26.В последнее время как в специальной, так и в научно-популярной литературе активно используются термины «вутц», «сварочная сталь», «дендритная сталь», «узорчатая сталь», «ликвационный булат», «сварочный булат», отражающие различные особенности технологии изготовления, структуры металла, внешнего вида и формы стальных и железных заготовок, применявшихся и применяющихся при производстве оружейного металла.
Стальной узор: размер, форма, цвет и четкость линий
27.Наиболее характерным признаком, отличающим оружейные стали всех упомянутых выше видов от обычных сталей, является своеобразный узор на полированной поверхности готового изделия, различимый невооруженным глазом. Он выделяется в виде светлых линий на сером или черном фоне после протравливания изделия какой-либо слабой кислотой, но иногда он проявляется уже непосредственно после полирования. Эффект появления узора объясняется структурной неоднородностью металла, в котором участки с разным содержанием углерода травятся и полируются по-разному.
28.С древнейших времен именно по узору различали сорта булата. Аль-Кинди, арабский знаток оружия, живший в IX в., писал, что, глядя на узорчатую сталь, видишь ее как снаружи, так и внутри. Действительно, знаток по одному лишь внешнему виду узорчатого клинка может определить структуру металла, технологию его изготовления, место и время его производства, а в некоторых случаях и мастера - клиночника. Лучший в Европе знаток булатов П.П. Аносов отмечал, что «...опытный азиатец не ошибется в выборе клинка и по одному узору определит, вязок булат или хрупок, тверд или мягок, упруг или слаб».
29.Классификация оружейных сталей вплоть до недавнего времени учитывала в основном внешние признаки – величину и форму узора, цвет и четкость его составляющих. Цвет фона узора, «грунт» мог быть серым различных оттенков, бурым и черным, причем черный цвет фона считался признаком булата высшего качества. Еще одним из непременных признаков высококачественной стали считается характерный отлив на поверхности клинка. Этот отлив может быть золотистого либо красноватого цвета и виден при падении света на клинок под острым углом. Иранцы очень ценили «желтые» клинки, из чего следует вывод о предпочтительности именно золотистого отлива. Красноватый отлив, равно как и светлый грунт, свидетельствовал о повышенной хрупкости булата.
30.Стальные узоры могли быть относительно простыми – в виде прямых полос. Реже встречался более сложный рисунок в виде сетки из прямых и переплетенных в пряди и гроздья изогнутых линий. Еще более редким и ценным считался коленчатый узор по всей ширине клинка из непрерывно повторяющихся от основания до острия поперечных поясков-прядей. Особо ценились табан («блестящий») и хорасан («восход солнца»). Изделия из них отличались не только высоким качеством, но и имели на редкость красивый узор: на темном фоне с золотистым отливом виднелись четкие светлые линии, образующие крупную сетку или коленца.

31.Одним из самых дорогих считался булат под названием «кара-табан» («черный блестящий») – с золотым отливом и четко выраженным коленчатым узором, который повторялся по длине клинка примерно 40 раз. Такой особенностью узора объяснялось второе название этого вида кара-табана – «cорок ступеней».
32.Очень распространенным и устойчивым был обычай присваивать сортам узорчатого металла названия местностей, в которых он производился. Баркер, английский генеральный консул в городе Алеппо (XIX в.), приводит несколько названий, классифицированных по месту производства булатов. Это три сорта табана – кермани (из Кермана в провинции Хорасан), диши и эркек; два сорта хорасана – лахори (из Лахора) и баяз; два сорта гинди («индийский») – сари и кум («волнистый»), стамбульские элиф и бейяд («белый»), сирийские шам (Шам – турецкое название Сирии) и эски шам («старинный шам») и, наконец, лахори нейрис.
Классификация П.П. Аносова
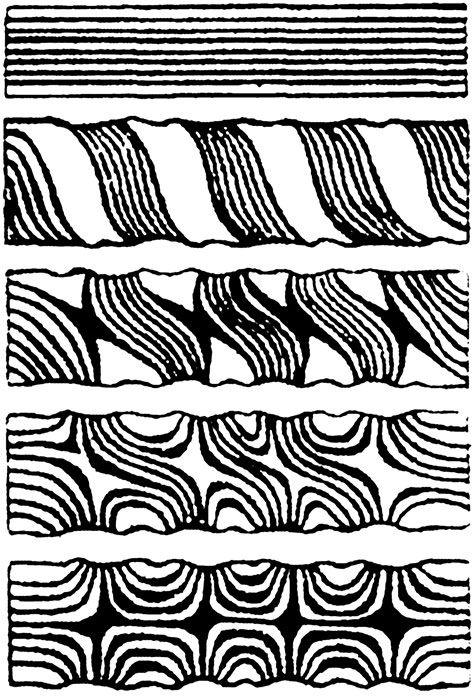
33.Начиная со знаменитой работы П.П. Аносова «О булатах», опубликованной в 1841 г., в специальной литературе была установлена достаточно четкая классификация макроструктуры булата по узору на поверхности стали. П.П. Аносов различал полосатые, струйчатые, волнистые, сетчатые и коленчатые булаты:
«…При оценке булата принимают во внимание следующие четыре параметра: форму узора, крупность узора, цвет металла и узора, а также звон. По своей форме узор бывает: полосатый, когда он состоит из прямых линий, почти параллельных между собой, это низший сорт булата; струйчатый, или средний сорт, когда между прямыми попадаются и кривые линии; волнистый, если кривые линии преобладают над прямыми; сетчатый, когда линии эти, извиваясь, идут по всем направлениям, а прямые очень коротки; коленчатый, или высший сорт, когда рисунок, проходя во всю ширину клинка, повторяется по его длине.По крупности узора различают три вида: мелкий узор, встречается на булате низшего сорта, величина его должна быть, однако, такова, чтобы легко различить его простым глазом; средний узор, принадлежит более высокому сорту; крупный узор, когда величина его доходит до крупности нотных значков.По цвету или грунту металла различают три сорта булатов: серые, бурые и черные. Чем грунт темнее, а узор на нем более выпуклый, тем булат лучше. Кроме того, различают еще и отливы, которые дает клинок при падении на него косвенных лучей солнца. Отливы бывают красноватые и золотистые. Некоторые булаты отлива не дают.Лучший дамасский клинок обладает следующими свойствами: узор его крупный, коленчатый или сетчатый, белого цвета, отчетливо выделяющийся на черном грунте, отлив золотистый, а звук должен быть долгий и чистый».,,,,
34.Оценка качества булатных клинков представляла собой некий ритуал: сначала подолгу изучали узор, затем, щелкнув по клинку, слушали звук, после этого проверяли его упругость и лишь в последнюю очередь пробовали, как он рассекает тончайшую ткань. Последнее испытание состояло в том, что клинок ставили под углом и накидывали на него кусок тонкой ткани. Ткань, соскальзывая по лезвию клинка, должна была разрезаться пополам.
Технология производства
35.Сегодня совершенно ясно, что булат имел несколько разновидностей, отличавшихся друг от друга. Секреты булатных сталей заключались в их структуре, обусловленной технологией выплавки, особенностями кристаллизации, ковки и закалки. Для каждой разновидности булата – своя технология и свои секреты. Принято выделять две большие группы технологий производства высококачественной оружейной стали. Первая группа объединяет технологии, связанные с расплавлением хотя бы одной из составляющих будущего металла. Так получали «классические» литые булаты: индийский вутц, арабский фаранд, китайское «многосуточное железо». Вторую группу составляют способы, основанные на применении кузнечной сварки; так получали и получают дамаски. Естественно, что в каждой группе имеется множество разновидностей и, кроме того, существуют технологии производства узорчатой стали, которым присущи признаки получения как литого, так и сварочного металла. Необходимо отметить, что качество сварочной дамасской стали, как правило, намного уступает качеству литой булатной стали.
Литая сталь
36.Древние способы производства литой узорчатой стали основаны на том, что температура плавления чугуна составляет около 1200 °С, а чистого железа – более 1500 °С, т.е. увеличение содержания углерода в сплаве на 1 % масс. снижает температуру его плавления примерно на 80 °C. Использующие это явление способы носят общее название двухфазных, так как основаны на недорасплавлении сравнительно низкоуглеродистых включений, взвешенных в высокоуглеродистом расплаве. В плавильном тигле создавались условия, при которых в жидком расплавленном чугуне плавали размягченные куски железа. Поэтому после затвердевания и расковки слитка в клинке чередовались участки очень твердой и хрупкой сверхуглеродистой стали с участками вязкого, но мягкого металла.На сложную структуру древнего литого металла указывал выдающийся среднеазиатский учёный-энциклопедист аль-Бируни (4.10.973 — 13.12.1048, по другим данным — после 1050): «Сталь бывает двух сортов: первый, когда в тигле одинаковым плавлением сплавляется «нармохан» (железо) и его «вода» (чугун). Они оба соединяются так, что неотличимы один от другого. Такая сталь пригодна для напильников и им подобных. Второй сорт получается, когда в тигле указанные вещества плавятся неодинаково и между ними не происходит совершенного смешения. Отдельные частицы их располагаются вперемешку, но при этом каждая из них видна по особому оттенку. Называется это «фаранд», и в мечах он высоко ценится».
Китайское «многосуточное» железо
37.Раскопки, проводившиеся археологами, показали, что уже в эпоху Чжаньго (V–III вв. до н. э.) во многих регионах Китая использовалось оружие, изготовленное из железа и чугуна. В 1965 г. у города Сяду, столицы царства Янь, в могиле конца периода Чжаньго было найдено не только оружие из железа, но и железные доспехи, состоящие из 89 соединенных между собой пластин. Находки в этой и других могилах показывают, что в то время производили высокоуглеродистую сталь и использовали ее для копий и алебард.
38.Технология получения стали из чугуна была разработана в Китае, по-видимому, во II в. до н. э. Этот трудоемкий метод получил название «сотня очисток» и заключался в многократном интенсивном обдувании расплава воздухом, благодаря чему происходило окисление углерода. О нем упоминается в трактате «Хуайнань-цзы» (180–122 гг. до н. э.). В III в. китайцы освоили технику производства оружия путем сваривания стальных полос с разным содержанием углерода, а в V в. научились получать чугунно-стальной композит путем сплавления чугуна с низкоуглеродистым кричным железом.
Крис (keris) — национальный кинжал с характерной асимметричной формой клинка. Появился на острове Ява, распространен по всей Индонезии, на Филиппинах и в Малайзии.
39.Один из позднейших вариантов производства «китайского железа» описан Сун Инсином в 1637 г. Он писал: «Метод получения стали состоит в следующем. Ковкая сталь расплющивается в бруски шириной в палец и длиной примерно четыре пальца. Их заворачивают в листы ковкой стали и сверху плотно укладывают чугунные чушки. Всю печь замазывают землей или глиной и начинают раздувать меха. При достаточной температуре чугун плавится и, капая и стекая, проникает в ковкую сталь. Когда оба металла образуют единое целое, сплав вынимают и отковывают. Затем его опять плавят и отковывают. Все это повторяется много раз». При проковке крупные включения нерасплавленного железа вытягиваются, утоньшаются и постепенно науглероживаются, а многократная переплавка обеспечивает последовательное получение все более тонковолокнистого чугунно-стального композита.

Клинок криса изготавливался из многослойной стали — «памор»
Брусок, из которого кузнец выковывает клинок будущего кинжала, состоит из нескольких слоёв металла, которые отличаются друг от друга содержанием углерода и различных примесей (чаще всего — никеля).
Неоднородная структура даёт особый узор, который проявлялся после протравливания клинка в растворе из мышьяка и сока лайма

Мастерство кузнецов криса было настолько высоким, что они могли создавать клинки с произвольным узором
К примеру, были узоры, которые назывались «рисовые зёрна», «волокна кокоса», «перья петуха». Позже, когда Малайзия оказалась под влиянием мусульман, на клинках стали делать узоры, повторяющие изречения из Корана. Однако с точки зрения магии, наиболее ценными считались клинки с «случайными» узорами, когда кузнец точно не знал, какой узор у него получится и целиком полагался на случай и волю богов. Особую ценность клинок приобретал, если в процессе работы в узорах на клинке просматривался силуэт животного или звезды, но больше всего ценились клинки с силуэтом человека
Индийский и персидский вутц
40.Индийские кузнецы применяли другую технологию выплавки, также обеспечивающую необходимую степень неоднородности металла, но без дополнительной обработки слитка. Например, известен индийский рецепт «прямого» получения ценного булата сорта «акбари» из руды. Согласно этому рецепту в тигель вместе с древесным углем и флюсом следовало засыпать смесь изначально мелких частиц двух руд – бурого (две части) и магнитного (три части) железняка. Металл из частиц разных руд восстанавливался с различной скоростью. В результате восстановившийся первым металл за время плавки (около суток) успевал сильнее науглеродиться от контакта с древесным углем и расплавиться, а выделившийся из трудновосстановимой руды оставался менее науглероженным и поэтому был более твердым. Мастер-плавильщик внимательно контролировал ход плавки, чтобы не пропустить момент сплавления зерен металла в монолитную, но неоднородную массу.
41.По мнению большинства специалистов, общим для всех технологий получения литой оружейной стали является условие замедленного, длительного (в течение нескольких дней) остывания слитков, в результате чего происходит образование необходимой, хорошо различимой невооруженным глазом грубокристаллической структуры.
42.Посетивший Иран (Персию) штабс-капитан Масальский в «Горном журнале» за 1841 г. так описывает виденный им там процесс выплавки булата: «В огнеупорный тигель мастер закладывает измельченную смесь старого, бывшего в употреблении железа и зеркального чугуна в соотношении одна часть чугуна на три части железа. Плавка продолжалась пять-шесть часов, после чего дутье прекращали и дожидались, пока печь «затихнет». Затем тигли вскрывали, вкладывали в них немного серебра в количестве четырех-пяти золотников и снова засыпали печь углем. Все отверстия печи тщательно замазывали, и тигель остывал в тлеющих углях в течение трех-четырех дней».
43.Как следует из этого описания, иранцы совмещали замедленную кристаллизацию слитка с его многодневным отжигом при «краснокалильном» жаре. Более того, они не только слитки, но и уже откованные клинки подвергали подобному отжигу в целях повышения четкости и контрастности узоров. Во время отжига печи топили сушеным навозом, что помимо улучшения узоров одновременно могло способствовать и насыщению поверхности клинков азотом.
Дамасская сталь
44.Дамасские стали являются сварочными. Это означает, что их получают кузнечной сваркой (в горне на угле – как на древесном, так и на каменном) различных углеродистых сталей с чугуном, в том числе легированным, и (или) чистым кричным железом.
45.Кузнечную сварку губчатого кричного металла применяли еще в самом начале железного века. Эта технологическая особенность нашла отражение в названии древнего металла – «сварочное железо». Самой распространенной и простой является сварка сложенных стопкой пластин, образующих пакет. Пакет нагревают в горне и посыпают тем или иным флюсом, который сплавляется с образующейся на поверхности пластин окалиной и очищает от нее свариваемые поверхности. Растворяя окалину, флюс одновременно образует жидкий шлак, предохраняющий поверхность металла от дальнейшего окисления. Покрытый жидким шлаком пакет разогревают до белого каления и проковывают. Сначала «выжимают» жидкий шлак, а затем сильными ударами осуществляют собственно сварку. После первой сварки пакета его расковывают на полосу и разрубают на части, которые снова складывают стопкой и проводят вторую сварку. Эти действия повторяют до тех пор, пока не наберут желаемое количество слоев железа и стали в изделии. В одном клинке может быть от нескольких десятков до сотен тысяч таких пластин, или волокон. Эти пластины довольно условно называют слоями.
46.Отметим, что прочность даже двух сваренных пластин из металла разного состава выше, чем просто сумма прочностей каждой из них. И чем больше пластин соединяется, тем более повышается прочность. Это объясняется тем, что на стыке стали и железа образуется упрочненный пограничный слой с сильно искаженной кристаллической решеткой металла. При увеличении числа слоев возрастает относительная толщина упрочненного пограничного слоя. Однако это не единственная причина высокой прочности дамасской стали. Имеет значение также «эффект троса». Как в тросе, состоящем из сотен тонких проволочек, разрыв одной из них не приводит к разрыву троса в целом, так и в дамасской стали: возникшая микротрещина перерезает только один стальной слой и «угасает», не успев развиться, в мягкой железной прослойке.
Сварочная сталь Скандинавии
47.Оружие из сварочной стали производили во многих регионах средневековой Европы, например в Скандинавии. В погребениях VIII в. обнаружены специфические ножи, характерные для древнескандинавской культуры. Они имели клинок длиной 40–100 мм с прямым обухом и четкими уступами, отделяющими его от хвостовика. Технологической особенностью клинка являлась его составная конструкция, представляющая собой трехслойный (реже пятислойный) пакет с твердой сердцевиной и прочными обкладками. Первоначально на обкладки шло фосфористое железо, а в центр – твердая, как правило, импортная, сталь. Позднее фосфористое железо уступило место низкоуглеродистой стали. Такая схема повторяла конструктивные особенности мечей викингов, распространенных в период Переселения народов, и стала своеобразной визитной карточкой скандинавских мастеров.
48.Суть упомянутого технологического приема изготовления клинка заключается в том, что имеющий хорошие режущие свойства средний слой упрочняется обкладками из низкоуглеродистой стали. Такой прием получил название «пакетирование», а схема – «трехслойный пакет». Иногда он дополнительно усиливался еще и наружными обкладками из углеродистой стали. Эта схема известна под названием «пятислойный пакет».
49.Пакетирование клинков обеспечивало сочетание великолепных прочностных свойств с высокой стойкостью режущей кромки, что придавало им ценность и гарантировало спрос. Такие ножи широко представлены среди археологических находок не только на территориях, исторически заселенных викингами, но и во многих других регионах Европы. Не избежала этого влияния и Древняя Русь, где такие изделия обнаружены в культурных слоях X – первой половины XII вв. крупнейших городов и торговых центров Смоленской (Гнездово), Новгородской (Новгород, Старая Ладога) и Ростово-Суздальской (Суздаль, Гнездилово) земель.
50.Следует отметить престижность такого рода клинков, которые, по-видимому, были доступны далеко не каждому. Так, в результате раскопок на территории древнего Пскова было установлено преобладание в X–XI вв. трехслойных клинков в кремле и Довмонтовом городище – местах компактного проживания социальной верхушки. В то же время в Среднем городе, где жил простой народ, такие технологические схемы крайне редки.
51.Необходимо отметить, что высокое качество скандинавских, а в последствии и русских мечей было хорошо известно в странах Востока. Аль-Бируни описывает их структуру и особенности изготовления следующим образом: «Русы выделывали свои мечи из шапуркана (стали), а долы посредине их из нармохана (железа), чтобы придать им прочность при ударе, предотвратить их хрупкость. Ал-фулад не выносит холода их зим и ломается при ударе. Когда они познакомились с фарандом (литой сталью), то изобрели для долов плетенье из длинных проволок (изготовленных) из обеих разновидностей железа — шапуркана и женского (мягкого, низкоуглеродистого). И стали получаться у них на сварных плетениях при погружении (в травильный раствор) вещи удивительные и редкостные, такие, какие они желали и намеревались получить. Ал-фаранд же не получается соответственно намерению при изготовлении и не приходит по желанию, но он случаен».
«Чугунение» и «насталивание»
52.Структуру металла с высокоуглеродистыми прослойками можно получить, применяя при кузнечной сварке в качестве флюса дробленый чугун. При температуре сварки углерод чугуна мгновенно соединяется с окалиной, отнимая у нее кислород. В итоге вместо окалины образуются диоксид углерода и восстановленное железо, которое тут же науглероживается от контакта с углеродом жидкого чугуна. Чугун в данном случае служит более эффективным источником углерода, чем древесный уголь, поскольку при температуре сварки он плавится и углерод находится в нем в растворенном, более химически активном виде. Растекаясь по поверхности заготовки, жидкий чугун очищает ее от окалины, попутно теряя свой углерод и вследствие этого затвердевая. При последующей проковке часть жидкого чугуна «выжимается», но остаются тонкие прослойки достаточно вязкого, обедненного углеродом чугуна и высокоуглеродистой стали.
53.Дальнейшую расковку пакета проводят при несколько пониженных температурах, чтобы высокоуглеродистые прослойки не расплавлялись, поэтому некоторые оружейники говорят, что они не сваривают пакет, а «паяют» его чугуном. Науглероживание поверхности металла расплавленным чугуном называют «чугунением» или «насталиванием». В итоге получается чередование слоев вязкого железа, стали и крайне твердого белого чугуна, т.е. «предельный» вариант дамасской стали. Классический японский способ изготовления клинков как раз и заключался в использовании молибденсодержащего железа, стали (по некоторым данным, импортируемой из Китая) и дробленого чугуна.
Ковка литой стали
54.Историческому сосуществованию двух типов оружейной стали – литой и сварочной – соответствовали две технологии ковки. Известно, что заготовка вутца перед ковкой имела небольшую массу (не более 1 кг). Легковесность исходной заготовки позволяла мастерам осуществлять ускоренный подогрев изделия и широко использовать локальный нагрев его частей для последующей ковки.
55.Если внимательно присмотреться к состоянию микроволокон, выходящих на поверхность вутца, то можно видеть не только их «завихренность» в результате применения сложных приемов ковки, но и их раздробленность. Данное обстоятельство указывает на осуществление на определенном этапе ковки мощного «единоразового» воздействия на волокна, предварительно приведенные в благоприятные для дробления условия. По-видимому, именно эта операция ковки определяющим образом влияла на конечное качество булатной стали и совокупность ее феноменальных свойств.
56.Вместе с тем многими специалистами отмечается, что условием правильной ковки булата является ее «постепенность». Качество булатного клинка тем выше, чем медленнее ведется ковка. Аккуратная ковка при невысоких температурах, требующая многочисленных подогревов, приводит к повышению контрастности узоров. При нагреве мелкие карбиды и острые грани крупных карбидов растворяются, а при последующем остывании углерод вновь выделяется на поверхности крупных частиц в высокоуглеродистом прочном волокне. Поэтому первоначально размытый узор приобретает резкость и контрастность.

Ковка дамаска
57.В неоднородном дамаске вид макроструктуры очень сильно влияет на свойства клинка. В разных странах были разработаны десятки, а возможно, и сотни сортов сварочной стали. Несмотря на такое обилие, все эти сорта можно упорядочить, разделив по принципу образования на несколько групп: «дикий», «штемпельный» и «крученый (турецкий)».
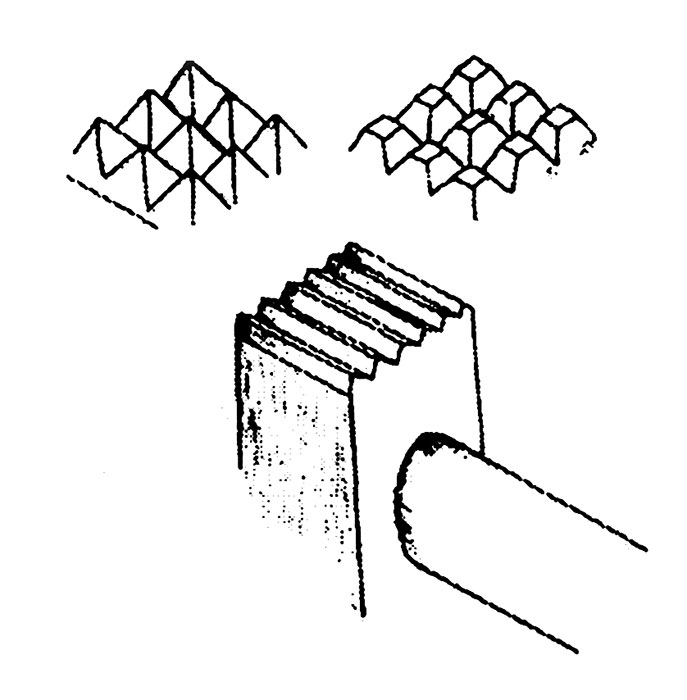
58.«Дикий» узор дамаска образуется при беспорядочном перемешивании металла в результате простой ручной ковки. Лучшие мастера предпочитали ковать клинки из «штемпельного» дамаска с регулярным узором. «Штемпельным» узор назвали в Германии по способу его образования с помощью нанесения специальным штампом - штемпелем строго упорядоченного рельефа на заготовку клинка, в результате чего при ковке слои искажались в заданном порядке. Видов формируемых при этом узоров немного: ступенчатый, волнистый, ромбический (сетчатый) и кольчатый. Ступенчатый узор характеризуется относительно узкими прядями линий, расположенными поперек клинка.
59.Распространенным видом «штемпельного» узора является ромбический, имеющий две разновидности. Одну из них получают, насекая поверхность заготовки зубилом крест-накрест, отчего узор имеет вид сплетенной из нитей сетки, наброшенной на клинок из «дикого» дамаска. Соответственно, и узор называется «сетчатым». Второй разновидностью является узор, который в Германии называют «мелкие розы». Он имеет вид четких концентрических ромбов и набивается имеющим пирамидальные выступы штампом. Кольчатый вид «штемпельного» узора в США называют «павлиний глаз», хотя он больше похож на «павлиний хвост», поскольку на клинке в четком порядке расположены многочисленные концентрические окружности.

«Турецкий», или «розовый», дамаск
60.Особенно красивым считается узор «турецкого» дамаска. Так в XVII–XVIII вв. его назвали в Европе, когда увидели привезенные с Востока сабли из местных разновидностей сварочного металла. Другое его название – «розовый» дамаск, обусловленное схожестью вида узора с цветками розы. Отличительной особенностью «турецкого» дамаска являлось то, что клинки отковывались из предварительно туго закрученных прутков неоднородного металла. Узоры при этом получались крайне разнообразными и причудливыми. Беруальдо Бьянчини, автор вышедшей в 1829 г. книги «О дамасских клинках турецкого типа», писал: «...масса, употребляемая сегодня для создания дамасских клинков, в точности та же самая, какая идет на изготовление клинков совершенно ординарных, т.е. равномерная смесь стали и железа в соотношении два к одному.
61.Вытягивание дважды рафинированных болванок в полосу и последующее выковывание клинка между двух штампов происходят так же, как и при изготовлении обычного клинка. Единственное различие состоит в том, что штамп для дамаска должен быть снабжен различными рельефами, которые желательно перенести на клинок. При ковке молотом сменяющие друг друга листы стали и железа клинка вдавливаются в углубления штампа, в результате чего возникают углубления или рельеф, которые, будучи затем спилены, дают желаемый узор».
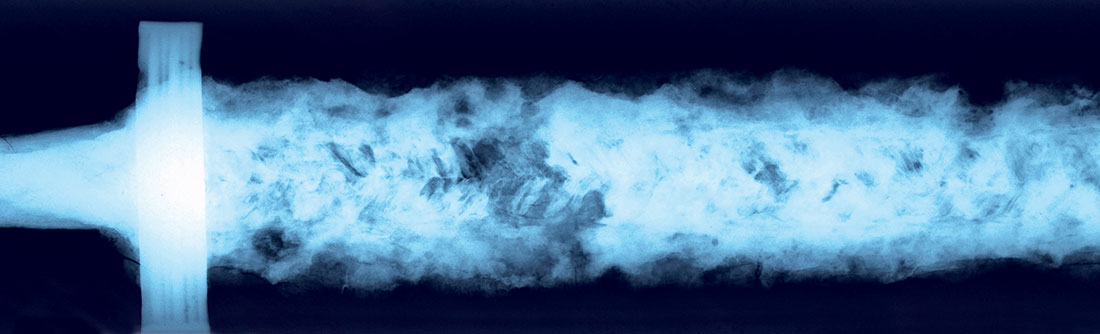
Схема и фотографии проявления узора в крученом турецком дамаске в исполнении кузнеца Филиппа Паттона
Закалка оружейной стали
62.Режимы термической обработки изделий из булатной стали всегда привлекали пристальное внимание исследователей. Именно этот этап технологии ее производства окружен наибольшим числом легенд и таинств, дошедших из глубины веков. И в сравнительно недавние времена, например в XIX в., многие металлурги придавали большое значение способам закалки булата и даже относили их к основным секретам изготовления булатного оружия. Объяснить, почему металл становится прочнее и тверже, тогда никто не мог, зато рецептов закалки было великое множество: практически каждый мастер имел свой секрет.
63.Известно, что в качестве закалочной среды широко использовалась и родниковая вода, и вода минеральных источников. Температура воды и растворенные в ней соли оказывали большое влияние на скорость охлаждения изделий, поэтому место отбора воды и ее температуру при закалке держали в строгом секрете. Ввиду того, что клинки из стали с высоким содержанием углерода после закалки в холодной воде легко ломались от удара, в Персии холодное оружие начали закаливать в мокром холсте. Известен метод закалки, при котором перед термической обработкой клинок для тепловой изоляции обмазывался толстым слоем особой глины с разными примесями. Состав удалялся только с лезвия, подлежащего закалке в воде. Образовавшейся при этом «демаркационной» линии в каждой мастерской придавали своеобразный оригинальный рисунок, по которому можно было отличить мастера, изготовившего холодное оружие
Моча рыжего мальчика и ягодицы молодого раба
64.Металлурги искали и умели находить среды, в которых сталь охлаждается быстрее, чем в воде. Так, моча и другие растворы солей забирают тепло у раскаленного металла быстрее, чем самая холодная вода. Заметив эту особенность, средневековые металлурги разрабатывали различные варианты закалки и достигали порой немалых успехов. Вот как Теофил описывает закалку стали, которая режет «стекло и мягкие камни»: «Берут трехлетнего барана, привязывают его и в течение трех дней ничем не кормят. На четвертый день его кормят только папоротником. Спустя два дня такой кормежки, на следующую ночь барана ставят в бочонок с пробитыми внизу дырами. Под эти дыры ставят сосуд, в который собирается моча барана. Собранная таким образом за две-три ночи в достаточном количестве моча изымалась, и в указанной моче барана закаливали инструмент». Существуют легенды, согласно которым булатные клинки закаливали в молоке матери, кормящей сына, в моче рыжего мальчика, трехлетней черной козы и т.д.
65.Как повествует легенда, в Древней Сирии клинок нагревали до цвета зари и 6 раз вонзали в ягодицы молодого раба. Известны приемы подобной закалки стали охлаждением в теле свиньи, барана или теленка. В Дамаске сабельные клинки нагревали до цвета восходящего солнца и закаливали в крови убиваемого нубийского раба. А вот рецепт закалки кинжала, обнаруженный в одном из храмов на территории Малой Азии и относящийся к IX в.: «Нагреть (клинок) до тех пор, пока он не засветится, как восходящее в пустыне солнце, затем охладить его до цвета царского пурпура, погружая в тело мускулистого раба. Сила раба, переходя в кинжал, и придает металлу твердость».
66.Древние кузнецы знали и способы предохранения металла от окисления в период нагрева под закалку. Кузнец брал бычьи рога, сжигал их на огне, в полученный пепел примешивал соли и посыпал этой смесью изделия, которые затем нагревали и закаливали в воде или сале.
Тайна литой стали
67.Как ни парадоксально, человек пока так и не смог до конца понять сущность булатной стали, природу уникальных свойств и особенности технологии ее получения. И это несмотря на то, что долгое время использовал изделия из булата, совершенствовал его, терял секреты изготовления и вновь приоткрывал тайны булата, подобно тому, как это сделал в середине XIX в. русский металлург П.П. Аносов. Необходимо отметить, что П.П. Аносов, неоднократно отмечая в своих работах высокие качества полученного им булата, не уступающего лучшим азиатским булатам, никогда не говорил о том, что раскрыл тайну индийского вутца; более того, он отказался от устоявшегося в то время понятия «дамасская сталь» и выдвинул новое – «русский булат».
68.Разгадать секрет литой оружейной стали стремились многие видные европейские ученые, в том числе Майкл Фарадей, сын кузнеца. В 1819 г. он исследовал образцы литой стали и пришел к выводу, что ее исключительные свойства объясняются присутствием небольших количеств кремния и алюминия. Хотя этот вывод оказался ошибочным, статья Фарадея вдохновила Жана Робера Бреана, пробирного инспектора Парижского монетного двора, провести серию экспериментов, в которых он вводил в сталь различные элементы. Именно Бреан впервые в 1821 г. высказал догадку о том, что необычные прочность, вязкость и внешний вид литой оружейной стали должны быть обусловлены высоким содержанием углерода. Он установил, что ее структура имеет светлые участки науглероженной стали на темном фоне, который он называл просто сталью.
69.Производство древнего оружия из булатной стали, окруженной легендарным ореолом сверхдостоинств и священных тайн, как уже хорошо известно, осуществлялось из индийского вутца. Он поставлялся на рынки Персии и Сирии в виде разрубленной пополам «лепешки» литой стали. Содержание углерода в вутце было очень высоким. Так, химический анализ вутца, проведенный по распоряжению П.П. Аносова, показал содержание углерода, равное 1,7–2,0 % масс. и более.
70.Заготовка индийского вутца имела диаметр примерно 12,5 см, толщину около 1 см и массу примерно 1 кг. Кроме того, слитки вутца имели своеобразные узоры, отличные от рисунка на готовых клинках. По мнению большинства специалистов, лучшие клинки ковали в VII–XII вв. Лезвие индийского клинка после заточки приобретало невероятно высокую режущую способность. Хороший клинок легко перерезал в воздухе газовый платок, в то время как даже современные клинки из самой лучшей стали могут перерезать только плотные виды шелковых тканей. Правда, и обычный стальной клинок можно закалить до твердости вутца, но он будет хрупким, как стекло, и разлетится на куски при первом же ударе.
71.К сожалению, в Древней Индии так тщательно скрывали секрет выплавки и технологию изготовления клинков, что в конце концов потеряли их совсем. Уже в XII в. табан, например, не могли делать ни в Индии, ни в Сирии, ни в Персии. В настоящее время ни один мастер, ни одна фирма в мире не могут воспроизвести лучшие сорта индийской стали, образцы которой сохранились еще в некоторых музеях Европы. Потеря секретов производства индийского вутца при наличии широкого рынка сбыта его заготовок указывает на ограниченное число мастеров, владевших технологией производства вутца, а также на достаточно высокие для своего времени показатели производительности, выход годного и воспроизводимость технологии получения вутца. С учетом этого можно предположить следующее: технология производства слитка индийского вутца была достаточно проста (как, наверное, и должно было быть, иначе стоило ли ее так тщательно скрывать), а форма в виде лепешки была в те далекие времена единственно правильной для представления готового полупродукта.
72.В средние века при определении преимуществ того или иного клинка настоящие мастера оценивали крупность узора (ширину волокон) булатной стали, характер рельефа, переплетения и число волокон, цвет травленого фона клинка и его отливы, высоту и длительность звучания клинка при ударе по нему, упругость и т.д. Представляется во многом понятным, что эти критерии контроля качества имели глубокий смысл, дающий информацию, в частности, о режущих свойствах клинка. Ширина высокоуглеродистых волокон характеризовала не только примененный способ получения булатной стали, но и режущие свойства клинка, его упругость и способность к самозатачиванию.
73.Очевидно, что после заточки и полирования лезвия из булатной стали его режущая кромка уже имела зубчатый рельеф, обусловленный изменяющимися по длине кромки твердостью и износостойкостью ее составляющих. Если учесть, что каждое высокоуглеродистое волокно булатной стали при выходе на режущую кромку имеет профиль определенной кривизны, – фактор, существенно повышающий режущую способность клинка, то древние мастера были просто обязаны оценивать ориентировку волокон относительно режущей кромки клинка и его рукоятки.
74.Первым строго научно объяснил природу булата и связал ее со свойствами этой удивительной стали выдающийся русский металлург Дмитрий Константинович Чернов. Он считал, что при затвердевании сталь распадается на два различных соединения железа с углеродом, которые «играют очень важную роль при назначении такой стали на клинки: при закалке более твердое вещество сильно закаливается, а другое вещество остается слабо закаленным, но так как оба вещества в тонких слоях и фибрах тесно перевиты одно с другим, то получается материал, обладающий одновременно и большой твердостью, и большой вязкостью. Таким образом, оказывается, что булат несравнимо выше лучших сортов стали, приготовленных иными способами».
Легендарный композит
75.Итак, булат представляет собой композиционный материал. Отметим, что идея создания подобных материалов заимствована человеком у природы. Множество природных конструкций (стволы деревьев, кости и зубы людей и животных) имеют характерную волокнистую структуру. Она состоит из сравнительно пластичного матричного вещества и более твердого и прочного вещества в виде волокон. Например, древесина – это композиция, состоящая из пучков высокопрочных целлюлозных волокон трубчатого строения, связанных матрицей из органического вещества (лигнина), придающего древесине поперечную жесткость. Зубы людей и животных состоят из твердого и вязкого поверхностного слоя (эмали) и более мягкой сердцевины (дентина). И эмаль, и дентин содержат неорганические микрокристаллы гидроксилапатита игольчатой формы, расположенные в мягкой органической матрице.
76.Сейчас можно с уверенностью сказать, что булатная сталь была открыта неслучайно и гораздо раньше, чем принято думать. Металлурги бронзового века не могли не обратить внимания на елочное строение бронзовых слитков. Получив первый слиток из железа с тем же елочным строением, древние мастера, вероятно, начали его ковать как бронзу. Конечно, он рассыпался. Однако это не остановило древних металлургов, и спустя какое-то время, накопив опыт, они сумели найти решение.
77.Уникальность булатной стали заключается в том, что она представляет собой принципиально новый класс композиционных материалов. Она не может быть отнесена ни к одному из известных и научно определенных видов естественных и искусственных композитов, в числе которых в настоящее время принято определять волокнистые, слоистые и дисперсно-упрочненные. Особые свойства булата достигаются в результате совместной термомеханической обработки волокон и матрицы и последующего термического упрочнения композита посредством взаимного воздействия его отдельных составляющих и процессов, протекающих в них.
78.В заключение отметим, что при определенных условиях узорчатый слиток можно получить из однородного расплава. Это достигается путем замедленной кристаллизации высокоуглеродистого сплава, при которой вырастают крупные зерна-кристаллы, размер которых может достигать нескольких миллиметров. По границам этих кристаллов-дендритов выделяются карбиды, образующие цементитную сетку. Ковка такого крупнозернистого металла при невысоких температурах позволяет раздробить сплошную цементитную сетку на мелкие частицы и сформировать видимый глазом узор. Полученный таким образом узорчатый металл исследователи в настоящее время называют «дендритной» сталью – по дендритному характеру кристаллизации слитка, или «ликвационным» булатом – по механизму образования узора вследствие ликвации углерода. Клинки из «ликвационного» булата современные кузнецы расковывают при нагреве до температур, не превышающих 850 °С. Это обязательное условие, иначе, при более сильном разогреве, карбидные частицы полностью растворяются и магические узоры исчезают.

Виланд за работой