



Глава 6Белая жесть — инновационный материал эпохи Возрождения
Мы в важные очень не лезем,
Но всё же нам счастье дано.
Дворы у нас крыты железом,
У каждого сад и гумно.,,,,

1.В XIV в. в связи с освоением технологии производства «пушечной» бронзы резко возрос спрос на олово. В течение почти ста лет, с середины XIV до середины XV в., олово играло роль едва ли не самого важного стратегического металла. Как всегда бывает в таких случаях, передовые технологии внедрялись в военном и смежных производствах. В результате в эпоху Возрождения произошёл стремительный прорыв в технологии добычи и обработки оловянной руды – касситерита. Были изобретены и освоены технологии мокрого дробления рудной породы и обогащения мелкодисперсного рудного шлама в специальных устройствах – шлемграбенах, разработана конструкция печи для плавки оловянной руды с постоянным одновременным выпуском продуктов плавки (металла и шлака) и улавливанием насыщенной оловом мелкодисперсной пыли. Последовавшее затем освоение технологии производства артиллерийских орудий из чугуна позволило использовать олово для получения белой жести – самого «инновационного» материала эпохи Возрождения. Рассмотрим передовые для средневековья способы обогащения и подготовки оловянной руды к плавке, производство металла в печах оригинальной конструкции и технологию нанесения на самый престижный кровельный материал эпохи самого эффективного защитного покрытия.
Почему это актуально?
2.Современные технологии извлечения подавляющего числа металлов связаны с переработкой огромного количество материалов. Для того чтобы получить несколько десятков граммов редкого цветного металла приходится переработать не только тонну руды, но и еще сотни килограммов попутных материалов – шламов, шлаков, пыли, которые образуются на различных стадиях производства. Кажется, что на это способны только мощные современные машины и агрегаты, но в действительности принципы практически всех технологий производственного рециклинга (повторного использования попутных материалов) были внедрены в эпоху средневековья. В данном очерке мы подробно описываем такую технологию, в которой борьба шла за каждый грамм драгоценного продукта, хотя им являлось отнюдь не золото.
Защита от коррозии
3.Более чем тысячелетняя эпоха средневековья (VI–XVI вв.), с точки зрения металлурга-технолога, является основополагающим этапом формирования индустриальной цивилизации, когда были созданы основы современной чёрной и цветной металлургии. При всём многообразии современных способов добычи, извлечения и обработки металлов все они базируются на фундаменте, заложенном средневековыми металлургами. Одним из примеров успешных изысканий мастеров того времени является технология нанесения на металлическое изделие защитного покрытия, предохраняющего его от коррозии. Речь идёт, прежде всего, о процессе лужения, т.е. нанесения на железный или стальной предмет тонкого слоя олова.Необходимо отдать дань уважения и металлургам Древнего мира: с явлением коррозии металлов человек столкнулся сразу же после того, как научился производить металлические изделия, и первые попытки защиты медных предметов от окисления, по-видимому, относятся к эпохе раннего железного века. Известно, что кельты, этруски, иберы, греки натирали медные сосуды оловом, а римляне применяли и горячее лужение, погружая медную посуду в оловянный расплав. Однако в связи с редкостью месторождений олова и несовершенством технологии упомянутые способы лужения в Древнем мире широкого распространения не получили. В раннем средневековье лужение также было мало распространено, поскольку олово применялось главным образом для изготовления бронзы, игравшей роль главного декоративного металла.
Добыча и подготовка оловянной руды
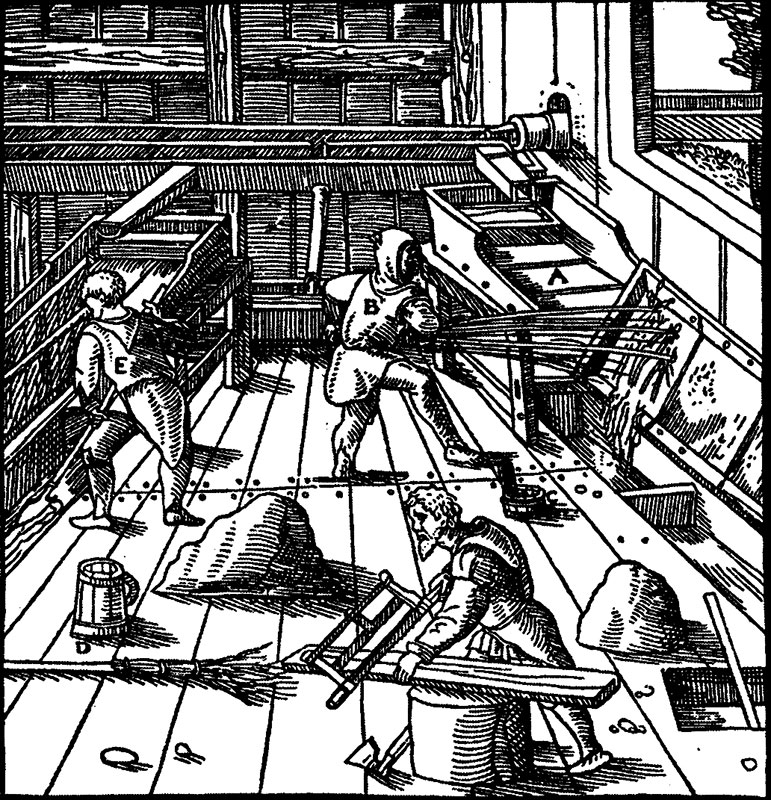
Добыча и подготовка оловянной руды:
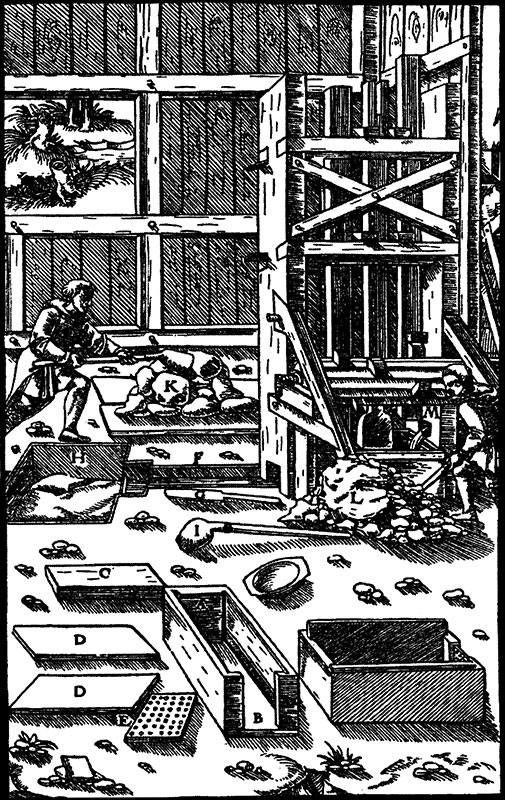
оборудование промывного става (А – толчейный ящик; В – открытая с торона толчейного ящика; С – камень; D – толчейная плита; Е – плита; F -
жёлоб; G – Деревянная лопатка; Н – резервуар; I – железная лопатка; K – груда раздробленной руды; L – руда, предназначенная к толчению; М – желобок)
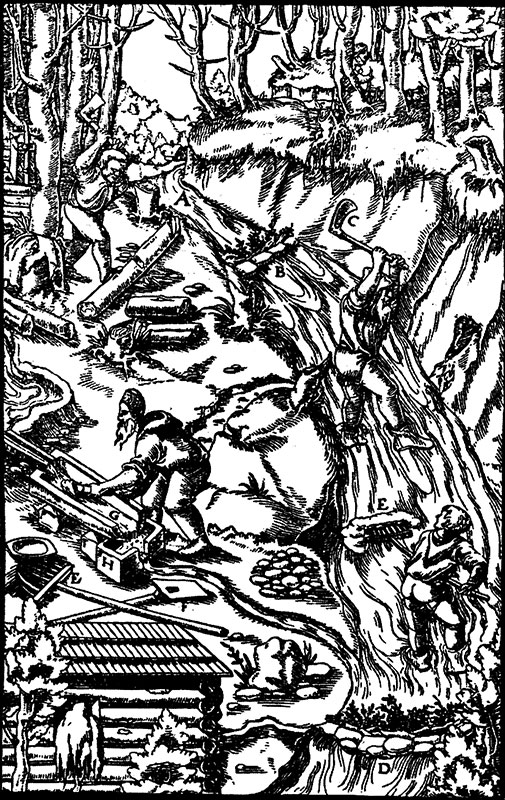
4.Подробное описание структуры месторождений олова, способов добычи оловянных руд и металлургии олова содержится в труде Георгия Агриколы «12 книг о металлах». В Европе олово распространено в виде россыпных месторождений, сосредоточенных главным образом вдоль берегов рек, протекавших в горных районах средневековых Австрии, Саксонии, Чехии, Моравии, Швейцарии. Поэтому оловянная руда добывалась методом промывки грунта, содержащего частицы касситерита, причем, как правило, очень мелкие. «Оловосодержащие отложения по большей части отрываются от горных жил и прожилков и далеко разносятся силой вод. Иногда эти отложения образуют целые пласты, – пишет Агрикола. – Россыпи залегают обычно неглубоко под покровом земли, но иногда — так глубоко, что для их разработки приходится даже проводить штольни и шахтные стволы». Разрабатывались эти россыпи «при помощи кайл с широкими лезвиями, другие – остроконечными кирками, имеющими форму утиного носа».
5.Первая стадия обогащения оловянной руды, как правило – при условии наличия необходимых ресурсов воды и удобного рельефа местности, осуществлялась непосредственно на месте обнаруженной россыпи. Рудокопы устраивали специальные длинные, покатые канавы с уступами из камней и дёрна, получившие название грабенов (нем. Graben, буквально – ров). Затем в канавы направлялся поток воды из близлежащей речки или ручья. Сами рудокопы, стоя в рудном потоке в специальных сапогах, откалывали широкими кайлами или кирками («утиными носами») рудные отложения вместе с землёй и растительным покровом, состоящим из дёрна, мха, корней растений и т.п. и бросали их в воду. Тяжёлые частицы касситерита и песка оседали на дне грабена, а более лёгкие частицы грунта и растения уносились быстрым водным потоком.
6.Процесс промывки оловянной руды был чрезвычайно трудоёмким и длительным. Вот как описывал его Агрикола: «Промывальщики, обутые в высокие сапоги из дублёной кожи, стоят в грабене и выбрасывают из него деревянными граблями о семи зубьях корни деревьев, кустарников и трав, а оловянные крупины отгоняют назад, к головной части грабена. После долгих неустанных трудов и стараний в течение примерно четырёх недель они достают из грабена оловянные крупины. Смешанный с ними песок, поднятый из грабена железными лопатами, они ворочают в воде туда и сюда до тех пор, пока песок от них не отстанет и не упадёт обратно в грабен и не останутся одни лишь оловянные крупины. Все собранные оловянные крупины снова промывают в небольшом баке, помешивая их, поднимая их наверх и ворочая их деревянной лопаткой, чтобы отделить от них оставшийся мелкий песок. Они (промывальщики) неустанно возобновляют эту работу до тех пор, пока вся россыпь не будет разработана или пока можно будет направлять воду в канавы, проведённые для её промывки».
«Промывные ставы»
7.Первая стадия промывки оловянной руды в грабене позволяла эффективно отделить от рудной породы только относительно крупные частицы – так называемый рудный орех. Для «вскрытия» породы и извлечения более мелких частиц необходимо было растолочь получившийся «рудный песок». Для толчения оловянного песка было разработано специальное «…устройство, которое толчёт пестами с железными головками мокрую руду. Мокрой рудой мы называем руду, увлажнённую водой, стекающей в толчейный ящик».
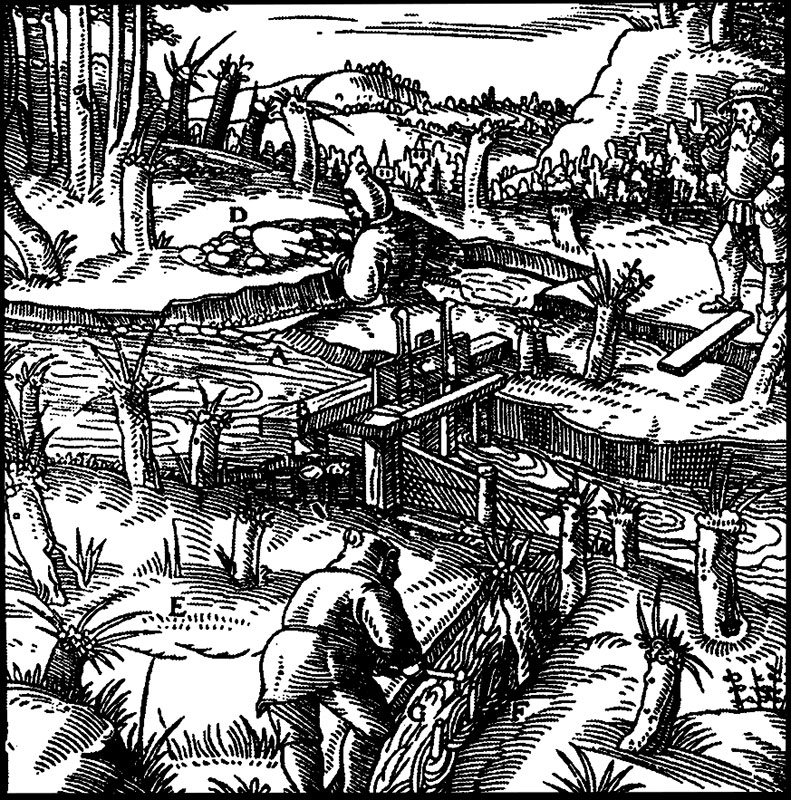
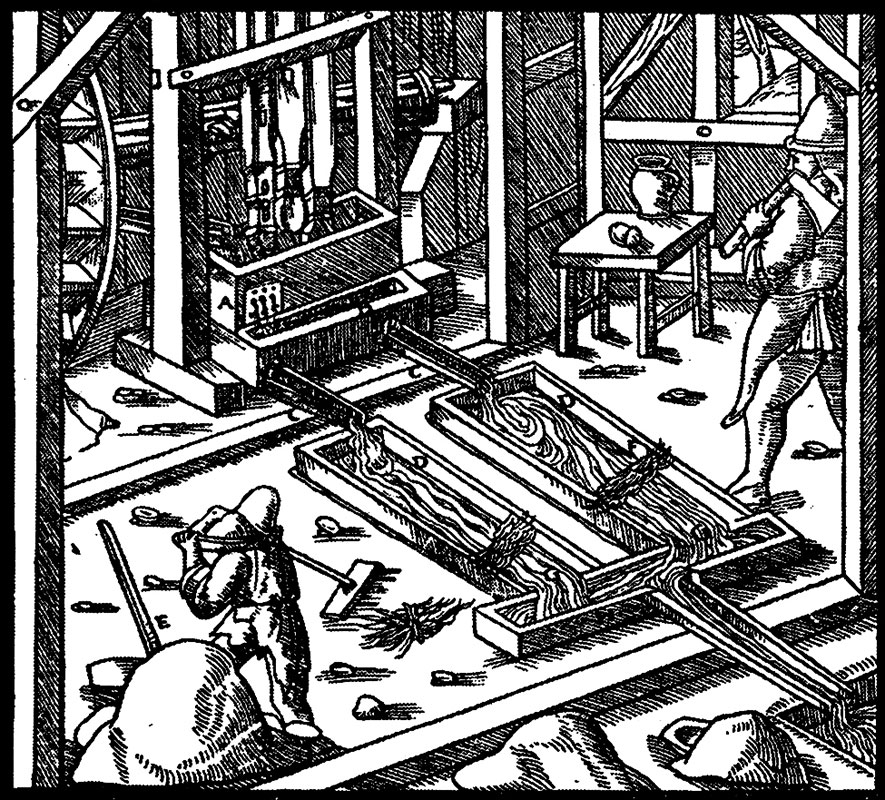
Промывка шлама:
А – речка;
В – запруда;
С – творило;
D – грабен;
Е – луг;
F – изгородь;
G – канава.
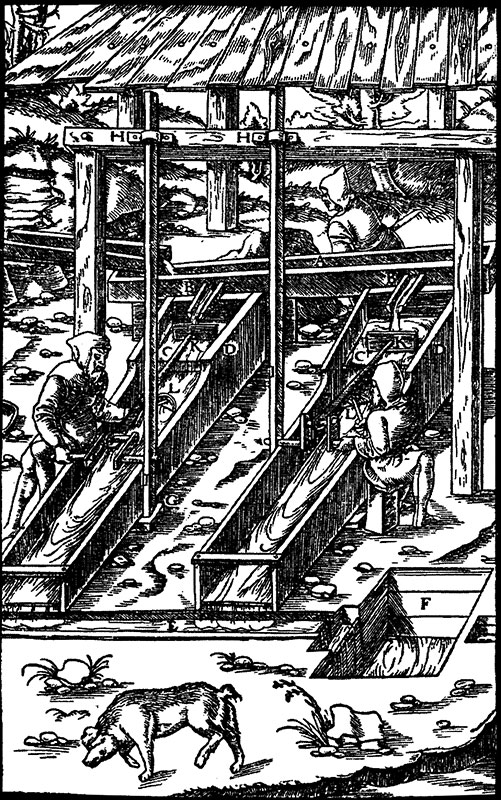
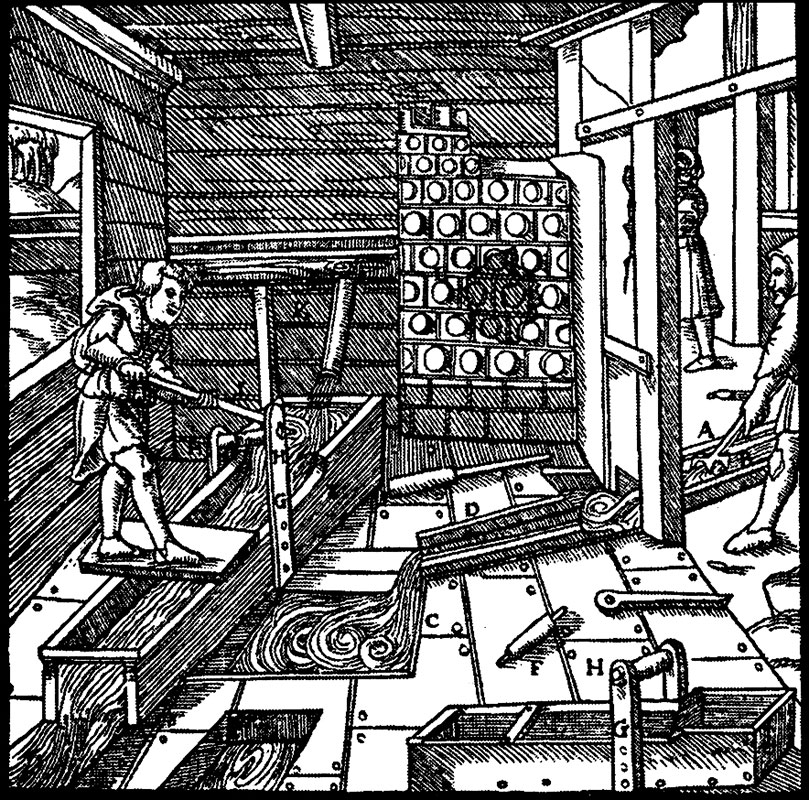
Шлемграбен:
А – верхний поперечный жёлоб;
В – желоба;
С – верхние края шлемграбенов;
D – шлемграбены;
Е – нижний поперечный жёлоб;
F – резервуар;
G – подшипник в лежне;
Н – полукольцо, вправленное в балку;
I – штанга;
К – гребок;
L – другой, маленький гребок
8.Песты, дробившие рудную породу, приводились в движение с помощью водяных колес, а сами толчеи устраивались в комплексе со специально оборудованными «промывными ставами». После того как оловянный песок дробился в толчее, его смывали потоком воды в промывные желоба. «Этих больших желобов имеется два. В то время как промывальщик опорожняет один из них, руда оседает в другом. В верхней части жёлоба оседают более значительные оловянные крупинки. Часто помешивая лопаткой крупины средней величины и шлам, смешанный с мелкими крупинами, заставляют его течь дальше. Крупинки средней величины оседают в средней части желоба, где задерживаются вязанкой еловых ветвей. Шлам с водой оседает между вязанкой еловых ветвей и дощечкой, запирающей жёлоб, т.е. в самой нижней его части. Из жёлоба отдельно извлекают более значительные оловянные крупинки, отдельно средние и отдельно шлам». Таким образом, в промывных ставах осуществляли классификацию, т.е. разделение по крупности, раздробленной руды – выделяли три фракции: «орех», «крупу» (шлих) и шлам.
9.«Шлам, смешанный с очень мелкими крупинками (в современной терминологии – «сточные воды»), который не осел ни в большом чане, ни в поперечном жёлобе, …стекает с водой в ручей или в речку и оседает на их дне. Для того чтобы не упустить возможности добыть ещё некоторое количество крупинок руды, многие делают здесь ряд сооружений … По обе стороны каждой такой запруды выкапывают канаву глубиной 5–6, а то и 7 футов и, если это допускает местность, длиной свыше 60 футов. Когда осенью или зимой ручей или река затопляют прилегающую местность, творила в запрудах затворяют, вследствие чего напор воды сносит шлам, смешанный с оловянной крупой, в канаву. Весной же и летом этот шлам снова промывается … Благодаря этому собирают даже самую мелкую оловянную крупу».
Планенгерды и шлемграбены
10.Следующая стадия обогащения оловянной руды, на которой перерабатывались «оловянная крупа» и шлам, также производилась в специальных устройствах. В XVI в. применялись, по классификации Агриколы, шесть стандартных способов промывки металлических руд: «либо в простом желобе, либо в желобе, разгороженном дощечками, либо в ёмком баке, либо на коротком герде, либо на планенгерде, либо в частом сите». Однако особенности россыпных оловянных руд – наличие большого количества мельчайших частиц – потребовали разработки новой конструкции обогатительного агрегата. Он получил название «шлемграбен». Вот что писал об этом изобретении Агрикола: «…способ промывки в шлемграбенах придумали впервые в оловянных рудниках. Затем его стали применять на серебряных и других рудниках, ибо он надежнее, чем промывка даже в частых ситах. …Наряду со шлемграбеном употребляют обычно и планенгерд. Ныне по большей части соединяют два шлемграбена, сделанные одинаковым образом».
11.Работа на паре шлемграбенов производилась следующим образом: «Мальчик накидывает из кучи лопатой рудную мелочь на верхние края обоих щлемграбенов. При них находятся двое промывальщиков. Из них один усаживается по правую сторону одного шлемграбена, другой – по левую сторону второго. Каждый из них пользуется следующими приспособлениями. В подшипниках лежней обоих желобов и гладкой штанги, закрепленной в железном полукольце на балке строения, вращается гребок, снабжённый рукоятью. Промывальщик одной рукой всё время двигает рукоять приспособления, вследствие чего гребок взбалтывает в верхней части шлемграбена рудную мелочь и оловянные крупины, смешанные со шламом, которые стекают в жёлоб. В другой руке промывальщик держит ещё один гребок, которым он также непрестанно ворочает рудную мелочь, осевшую в верхней части желоба. Шлам, смешавшийся с водой, вытекает в поперечный жёлоб и из него в наружный резервуар». Но и такой, особенно интенсивной по меркам эпохи, промывки руды оказывалось недостаточно. Наступала очередь следующего обогатительного агрегата – планенгерда.
12.Планенгерд представлял собой агрегат для фильтрования рудного шлама с целью улавливания мельчайших частиц руды. По свидетельству Агриколы, «…герд выстилается шестью натянутыми холстинами, которые прижаты рейками. Первая из них занимает нижнее место, на неё накладывается другая таким образом, чтобы она её несколько перекрывала, подобным же образом накладывается третья на вторую и т.д. Ибо, если бы они располагались в обратном порядке, стекающая вода вгоняла бы рудную мелочь или оловянные крупины под холстины, и весь труд промывания руды пропадал бы даром. После того как холстины разостланы описанным образом, …накладывают рудную мелочь или оловянные крупины, смешанные со шламом, на верхнюю часть герда, открывают маленький желобок и пускают в него воду. Затем взбалтывают гребками рудную мелочь или крупины, пока поток воды их не сносит на холстины. Этими же гребками многократно легонько проводят по холстинам, пока шлам не выливается в бак или поперечный желоб.
13.…После того как никакого шлама не осталось на холстинах… поднимают один из лежней так, что весь герд опирается на другой лежень, и льют на холстины воду, которую черпают ковшами из небольшого чана. Все то, что пристало к холстинам, попадает в подставленный жёлоб. В середину этого жёлоба вставляют дощечку, чтобы более крупные оловянные крупины оставались в той его верхней части, в которой они осели, а более мелкие частицы и крупины оседали в нижней части. Извлеченные из жёлоба более крупные частицы руды снова перемывают в шлемграбене, а более мелкие частицы – на планенгерде». Промывка руды в шлемграбенах и планенгердах производилась многократно, иногда осуществляли до семи циклов обработки рудного шлама.
Обжиг и плавка руды
14.Добытая с таким трудом оловянная руда подвергалась отжигу в специальных печах для удаления вредных примесей железа и свинца, которые часто присутствовали в россыпях касситерита в виде сульфидных включений. Оловянные руды с большим количеством примесей железа и свинца приобретают характерный синеватый оттенок, за что и получили у металлургов средневековой Европы название «синие руды». В процессе отжига частицы оловянной руды, всё ещё содержавшие большое количество легкоплавкой пустой породы, спекались. Полученный спёк дробили и ещё раз осуществляли цикл обогащения для выделения богатого оловом концентрата.
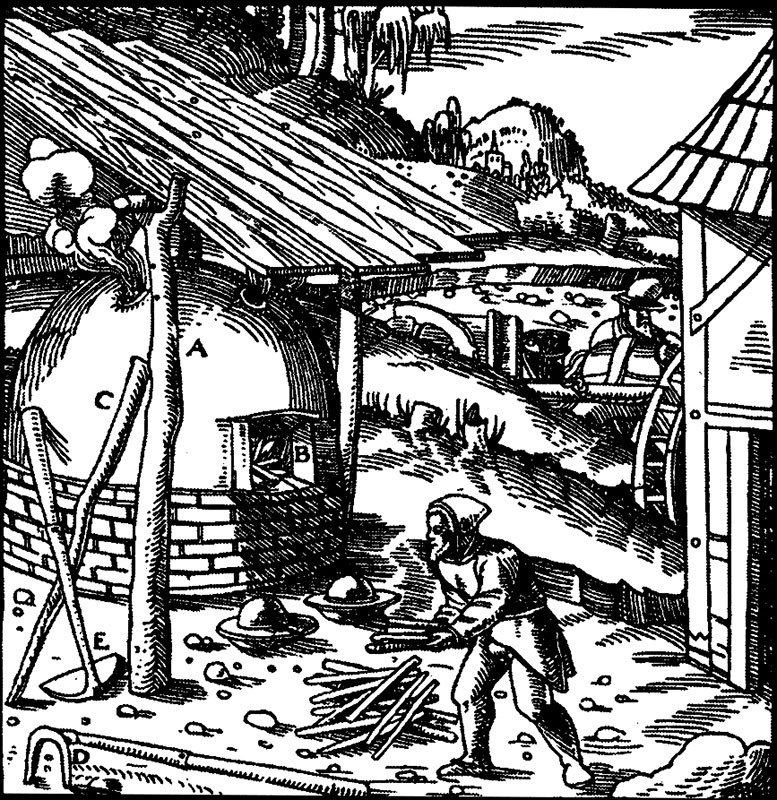
15.Подготовленная к плавке руда перерабатывалась в металл в два этапа. Сначала выплавлялось черновое олово. Для этого устраивалась печь особой конструкции, высокая и узкая, с осадительной камерой для улавливания оловянной пыли и возгонов. Горн печи изготовлялся из плит твёрдого песчаника, причём поду придавался небольшой уклон, чтобы выплавляемый металл мог естественным путём стекать через выпускное отверстие в передний горн.
16.Внутреннее пространство печи представляло собой четырёхугольную усечённую пирамиду с малым основанием внизу. Высота печи достигала трёх метров, а размеры внутреннего сечения составляли около 0,6 х 0,4 м вверху и 0,4 х 0,2 м внизу. Над печью устраивались две сводчатые стены, формировавшие осадительную камеру. Стены осадительной камеры и дымоходов покрывались медными листами для облегчения осаждения олова из возгонов. Отходящие газы покидали печь через узкие отверстия или трубы в крыше.
17.Загружали в печь смесь оловянной руды и древесного угля в пропорции 1:1 по объёму. При этом уголь предварительно тщательно промывался в бочке для очистки от гравия, земли и других примесей, которые могли в ходе плавки забивать выпускное отверстие и загрязнять металл. Огромное значение имел режим подачи дутья: «Так как сильное пламя плавильщикам не нужно, то нет необходимости вводить насадки мехов в бронзовые или железные трубы; достаточно вставить их в отверстие в стене печи. Чтобы пламя было не слишком сильным, насадки делают широкими; при слишком сильном пламени олово будет не выплавляться, а поглощаться огнём и превращаться в золу».
18.Интенсивность подачи дутья определялась еще и размером проплавляемых фракций руды: «Если плавильщик недостаточно опытен и плавит одновременно оловянные камни разных размеров: крупные, средние и очень мелкие, то значительная часть олова может потеряться. Происходит это потому, что пока расплавятся крупные или средние камни, мелкие или сгорают в печи, или, вылетая из неё, не только осаждаются на стенах, но и подают в пылеосадительную камеру. Поэтому опытный плавильщик ведет плавку раздельно… При ведении плавки мелкой руды применяется слабое дутьё мехов, средней – дутьё умеренной силы, а крупной – наиболее сильное дутьё. Прилежный и опытный плавильщик имеет наготове мётлы, которыми он обметает стены над печью».
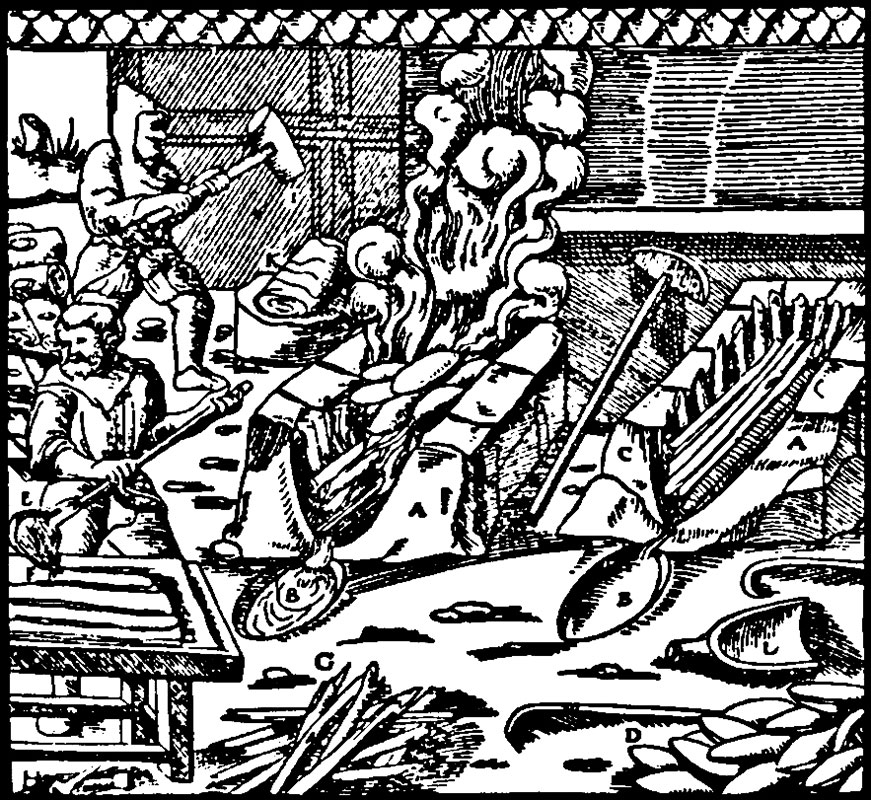
19.Не менее важно было умело отделить расплавленное олово от шлака, непрерывно вытекающего из печи вместе с металлом. Нахождение расплава металла внутри печи даже самое короткое время приводило к большим потерям олова вследствие угара, поэтому конструкция печи должна была способствовать свободному удалению продуктов плавки из агрегата. Для разделения металла и шлака применялся передний горн, снабжённый канавой для отвода шлака. Агрикола описывал его следующим образом: «С одной стороны переднего горна делается низкая стенка, на которую кладётся измельчённый древесный уголь. С другой стороны горна имеется уклон для стекания шлаков. Как только олово начинает течь через выпускное отверстие, плавильщик сбрасывает на передний горн со стенки некоторое количество измельчённого древесного угля, благодаря чему происходит отделение шлаков от расплавленного металла, а сам металл закрывается так, чтобы даже малейшая часть его не могла улетучиться с дымом. Плавильщик периодически открывал ломом выпускное отверстие переднего горна для того, чтобы олово стекло в тигель, а затем вновь закрывал его чистой или смешанной с измельчённым древесным углем глиной».
20.Чтобы олово не застывало, тигель заполняли раскалёнными углями. Чистый металл разливали на толстые медные плиты. Однако обычно металл был настолько загрязнен примесями, что его нельзя употребить в дело. Тогда из него формировали ковриги (чушки) для переплавки в рафинировочной печи.
21.Плавка продолжалась 3–4 дня, после чего печь вскрывали со стороны мехов. Из печи и осадительной камеры извлекали оловянные настыли и мелкие оловянные шарики из швов футеровки. Впоследствии эти материалы вместе с рудой снова загружали в плавильную печь. В переработку шли и шлаки, и огнеупорная футеровка печи: «Собранные шлаки железной лопатой загружают в небольшое корыто, выдолбленное из древесного ствола, и очищают от угля. После этого их дробят прямоугольным железным молотом и переплавляют со следующей партией мелкой оловянной руды. Иногда шлаки трижды дробят в мокрой толчее и столько же раз их переплавляют. В мокрой толчее дробят также глину, которой футеруются печи, а также настыли, в которых часто содержатся нерасплавленные мелкие куски оловянной руды или расплавленные только наполовину и, кроме того, шарики из олова».
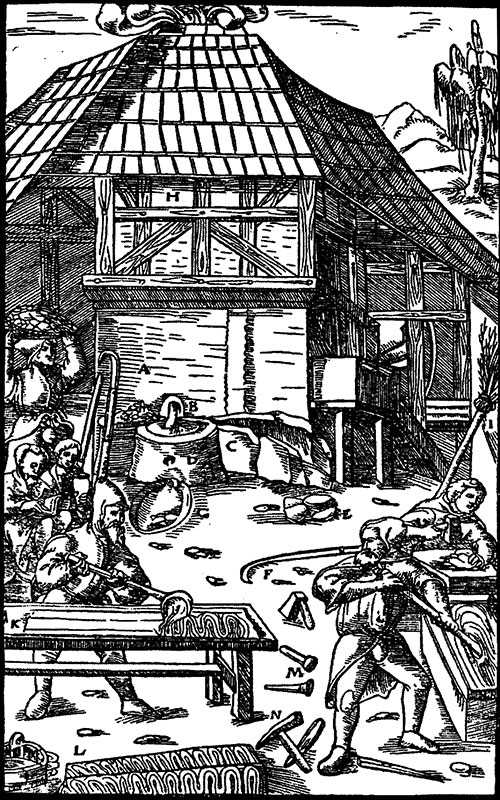
22.Чушки чернового олова переплавляли в горнах, построенных из песчаника и обмазанных глиной. В горн помещали сухие поленья попеременно в «стоячем» и «лежачем» положении, на которые укладывали чушки чернового олова общей массой до 600 кг. После воспламенения поленьев расплавленный металл стекал в тигель, причём чистое олово, не загрязнённое примесями (главным образом, железом, свинцом и медью), скапливалось в верхней части тигля. Чистое олово разливалось мастером в прутки на тонких медных листах, а загрязненное вновь поступало на переплавку.
Производство жести
23.Для получения так называемой белой жести требовалось высококачественное листовое железо. Производство листового железа считалось одним из самых сложных и трудоёмких процессов средневековой кузнечной технологии. Технологический процесс получения листового железа состоял в следующем. Крица разрубалась на части, после чего каждый её кусок в нагретом состоянии проковывали под механическим молотом с водяным приводом в полосы. Их, в свою очередь, помещали в «калильный горн» и в горячем виде проковывали в листы, которые нагревали и проковывали вновь во второй и третий раз. Полученные листы сгибались вдвое, смачивались особым раствором, представляющим собой суспензию тонкоизмельченной глины в воде, после чего их собирали в пакет и помещали в горн. Пакет в горячем состоянии подвергали обработке под большим листобойным «гладильным» молотом.
24.Основными конструктивными элементами рычажного механического молота были чугунная наковальня, установленная на массивном фундаменте, прочное деревянное молотовище, представляющее собой рычаг, качающийся на оси при действии на него кулаков вала гидравлического колеса. По роду рычага и по тому, на какую его точку действовали кулаки, молоты строили трёх основных типов: лобовые, среднебойные и хвостовые (заднебойные).
25.Головы молотов, масса которых достигала 400 кг, изготовлялись из железа. Деревянные молотовища нередко имели длину более 4 м. Молотовище, оснащенное железным «пятником», вставлялось в железные же «подпятники», врубленные в «стоячие» дубовые брусья, что позволяло рычагу качаться при передаче движения от кулаков вододействующего вала. Молоты были оснащены «отбоем», предназначенным для увеличения частоты ударов молота. Отбой не позволял молоту описывать при подъеме полный полукруг. Он представлял собой большое бревно, прикрепленное к вертикальным дубовым стойкам.
26.Особое внимание уделялось выделке железных голов молотов. К ним предъявлялись очень высокие требования на соответствие заданным размерам и геометрической форме, механической прочности металла. Рабочие поверхности молотов должны были изготовляться гладкими и ровными. Наковальни массой до тонны отливались из высококачественного чугуна.
27.Нагрев и проковка жести под гладильным молотом продолжались до тех пор, пока листы не приобретали заданную толщину. Затем их обрезали специальными ножницами и выпрямляли под молотом. Только лучшие, специально отобранные кованые листы лудили оловом, а остальные шли в продажу в качестве рядового кровельного материала.
Лужение
28.Процесс получения белой жести был не менее сложен и трудоёмок, чем производство олова и листового железа. Из белой жести изготовляли украшения, посуду для хранения пищевых продуктов, предметы интерьера. Только очень обеспеченные люди могли позволить себе приобретать белую жесть для использования в качестве кровельного материала.
29.Принято считать, что впервые в промышленном масштабе процесс лужения был организован в австрийской провинции Пфальтц. Технология процесса и применяемые материалы держались в строжайшем секрете, что позволило длительное время сохранять монополию на производство одного из самых престижных материалов позднего средневековья.
30.Для удобства лужения листы черновой жести изготовлялись почти квадратными – около метра по длине и ширине при толщине не более двух миллиметров. Их называли «картами», или «карточками» (название сохранилось до настоящего времени). Поверхность черновых листов предварительно вручную очищалась от окалины с помощью так называемого мыльного камня. На этой трудоёмкой и очень ответственной операции работали женщины, причем одновременно могли быть задействованы до 40 работниц. Очищенные железные листы подвергали травлению в бочках с раствором молочной кислоты, полученным в результате брожения ржаной муки.
31.Процесс травления был громоздким и сложным. Он проходил в несколько стадий в бочках с растворами разных концентраций. Сначала листы на сутки помещали в старый «ржаной» раствор, затем сутки выдерживали в свежем растворе и, наконец, ещё сутки – в очень старом растворе, в котором ржаная закваска находилась до двух недель. Для ускорения травления бочки обогревали. После травления листы очищали песком до блеска (эту операцию, как правило, выполняли женщины) и до лужения держали в баках с водой. Подготовленные листы подвергали осмотру и сортировке, а затем лужению в ваннах.
32.Для лужения применяли три ванны, в которые последовательно специальными клещами опускали рамы с жестяными листами. Объём лудильной ванны составлял около кубометра. В каждой ванне содержалось 600–700 кг жидкого олова. Обычно в расплавленный металл добавляли одну часть меди на 70 частей олова (большее количество меди уменьшало блеск покрытия). Под ваннами для поддержания олова в расплавленном состоянии устраивали топки для сжигания древесного угля. В расплав опускали карты с черновыми листами (до 20 листов одновременно). Затем быстро выхватывали листы клещами и опускали в чаны с холодной водой. Эта операция проводилась для удаления лишнего олова с поверхности листов.
33.Между операциями лужения поверхность жестяных листов покрывали салом. Способ его приготовления являлся важной секретной частью технологии. Сало сначала сильно охлаждали, а затем быстро разогревали. В результате такой обработки оно надёжно предохраняло олово от окисления и контакта с влагой. Лужёные листы полировали паклей, смесью опилок, мела и отрубей до зеркального блеска (причем и эту операцию выполняли работницы), после чего упаковывали в бочки (в рулонах) или ящики. Наиболее известными центрами производства белой жести были города Амберг, Вундизель и Нюрнберг.
34.Больше 300 лет Австрия и Германия сохраняли монополию на производство белой жести, пока секрет её изготовления в 1665 г. не смог выкрасть будущий основоположник английской политической экономии Эндрю Яррантон. Таким образом, промышленный процесс горячего лужения методом погружения жести в оловянный расплав известен не менее шести столетий. Принципиально он почти не изменился со времени его создания. Ванна с расплавом олова и баки с салом, а затем с жиром, пальмовым или хлопковым маслом постепенно «обрастали» механизмами и устройствами, что привело в конечном счёте к современным конструкциям лудильных агрегатов.

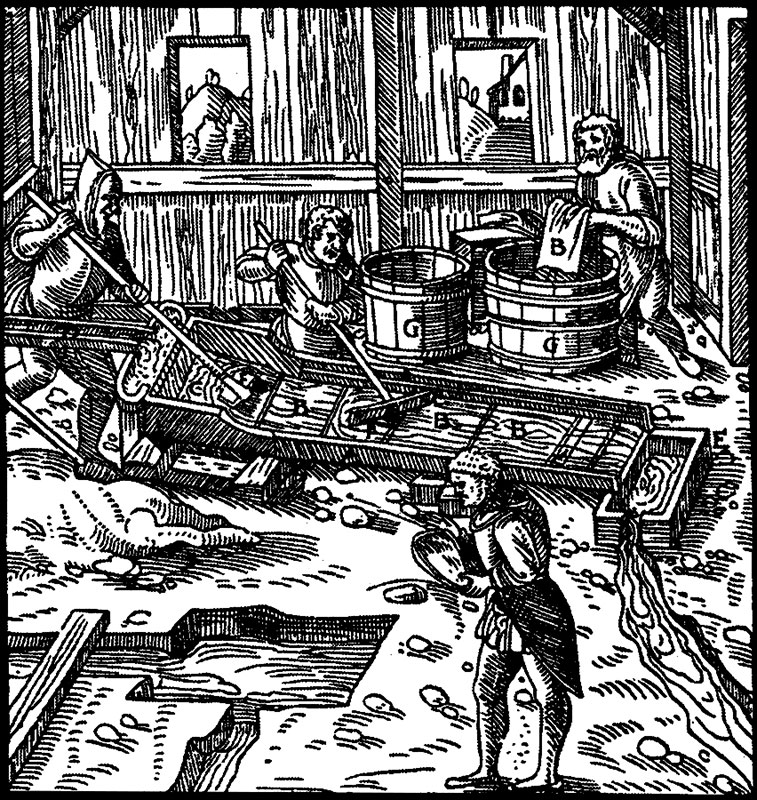
Добыча и подготовка оловянной руды:
Промывка руды в Грабене (А – ручей; В – Грабен; С – кайло; D – дернина; Е – грабли; F – железная лопатка; G – малый бак; Н – другой бак, подставленный под ним; I – деревянная лопатка).