



Глава 10Пудлинговое железо
«Нет производства, где бы мускульная сила человека была подвержена таким тяжелым усилиям и притом в столь изнуряющей обстановке».,,,,

1.К началу Промышленной революции процесс извлечения железа из руд представлял собой доменную плавку на каменноугольном коксе с получением в качестве основного продукта чугуна. Однако чугун как инструментальный и конструкционный материал обладает рядом недостатков, основным из которых является его хрупкость. Из-за этого его применение ограничивалось изготовлением строительных конструкций, деталей машин, артиллерийских орудий и других изделий, не требующих от материала высокой вязкости; использовался он также для художественного литья. Для удовлетворения прочих потребностей в рабочем материале были необходимы сталь и ковкое железо.
Почему это актуально?
2.Металлургия вследствие многообразия химических процессов, технологических операций, конструкций и механизмов, огромных масштабов производства предоставляет огромные возможности для инженерного творчества. Но бывают случаи, когда наиболее эффективным решением оказывается грамотное использование уже известных технических решений, обеспечивающих достижение принципиально нового уровня технологий. Характерным примером такого решения является технология пудлингования чугуна, успешно внедренная Генри Кортом в разгар Промышленной революции.
Оздоровление чугуна
3.Процесс обезуглероживания чугуна – фришевание - был разработан в 1590-х гг. на территории Бельгии, откуда с некоторыми изменениями технологии распространился в Швецию, Англию и другие европейские страны. Продуктом этого процесса являлось так называемое сварочное ковкое железо, в отличие от кричного ковкого железа, получаемого в результате плавки в сыродутных горнах непосредственно из железной руды (процесс «прямого» получения железа). Принципиальной разницы между двумя видами ковкого железа нет – оба продукта представляли собой губчатую массу из сварившихся между собой частиц железа, пропитанную шлаком. Но кричное железо получалось путем восстановления из оксидов руды, а сварочное – в результате обезуглероживания чугуна.
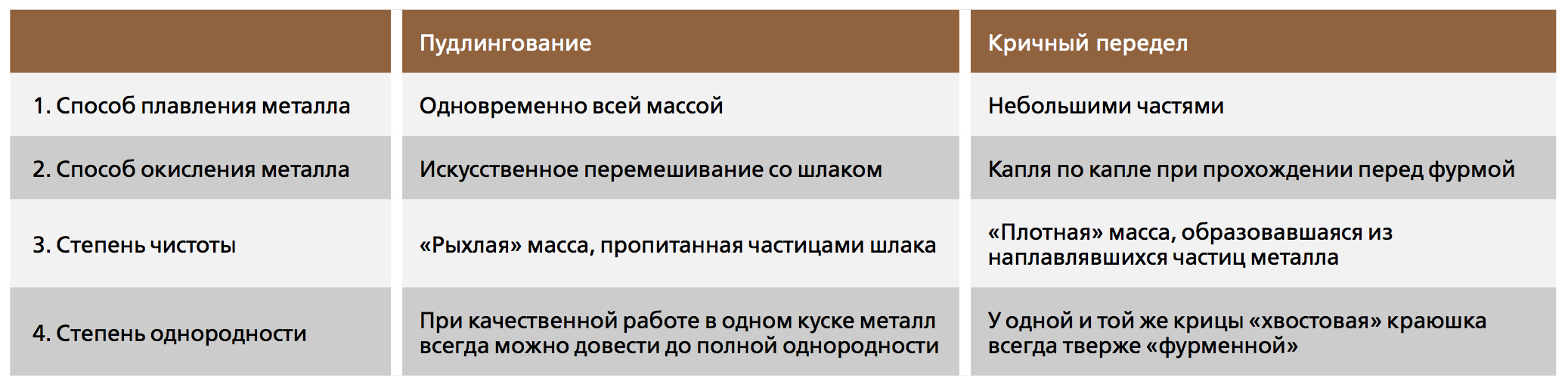
4.Фришевание (дословно – «оздоровление», очистка, рафинирование) представляло собой переплав слитков (штыков) чугуна в кричном горне, заполненном раскаленным древесным углем, продуваемым подводимым через фурму воздухом. В России для этого процесса применялся термин «кричный передел» или «свежевание». В ходе фришевания чугун плавился и стекал в виде капель по кускам угля в нижнюю часть горна. Содержащиеся в чугуне примеси (углерод, марганец, кремний, фосфор) окислялись кислородом вдуваемого воздуха и формирующихся в горне шлаков. Помимо примесей, при кричном переделе подвергалось окислению и железо. Угар его был очень большим и составлял от 8 до 25 % от массы перерабатываемого чугуна (в зависимости от технологии и содержания примесей), при переделе на сталь он доходил до 30 %. В нижней части горна постепенно накапливались частички обезуглероженного железа, которые при слипании формировали крицу. Масса крицы составляла от 60 до 130 кг, но иногда достигала 190 кг.
5.Чем медленнее плавился чугун, т. е. чем дольше он мог находиться в переходном, тестообразном состоянии, тем эффективнее происходило окисление. Высокое содержание в чугуне углерода и кремния сильно замедляло ход процесса, приводило к большому угару (окислению) железа и большим его потерям со шлаком. Окисление марганца также снижало скорость процесса, но зато его присутствие в сварочном шлаке способствовало очищению чугуна от вредных примесей. Сера, обусловливающая красноломкость железа (склонность к образованию трещин при ковке или прокатке в горячем состоянии), удалялась очень трудно, в особенности при легкоплавких чугунах. Фосфор считался самой нежелательной примесью в чугуне, так как при кричном способе почти не удалялся, а своим присутствием делал железо хладноломким (склонным к образованию трещин при механическом воздействии на охлажденный металл).

6.Для улучшения условий фришевания получаемый в доменной печи серый чугун с высоким содержанием углерода подвергали операции «отбеливания», которая заключалась в частичном обезуглероживании и рафинировании. Эту операцию производили либо в доменной печи, изменяя технологию плавки после накопления в горне жидкого чугуна (увеличивали расход дутья, меняли угол наклона фурмы, добавляли железистые шлаки и пр.), либо в специальных «отбеливательных» горнах с применением фурм большего диаметра. Полученный таким образом белый чугун с низким содержанием углерода далее фришевали в кричных горнах.
7.Горючим материалом при кричном способе служил исключительно древесный уголь, поскольку он практически не содержит вредных примесей, дает мало золы и развивает требуемую температуру в горне. Попытки применять торф, каменный уголь и кокс для кричного производст-ва были признанными неудачными из-за большого количества содержащихся в этих материалах примесей. Кокс, кроме того, создавал в горне чрезмерно высокую температуру.

Размеры кричных горнов и технологические приемы существенным образом зависели от состава переделываемого чугуна (который определялся видом используемой руды) и мест- ных металлургических традиций.
8.В качестве флюсов при кричном переделе часто использовались богатые железом шлаки и окалина, которые получаются попутно при кричном процессе и при дальнейшей обработке крицы. Они содержат до 80 % масс. оксидов железа, которые окисляют примеси чугуна, вследствие чего происходят обезуглероживание и очищение чугуна от кремния, серы и частично от фосфора. С целью удаления серы и фосфора применялись известь и порошок Шавгаутля (6 частей поваренной соли и 3 части перекиси марганца), который образовывал легкоплавкий шлак.
Кричная фабрика

9.Размеры кричных горнов и технологические приемы существенным образом зависели от состава переделываемого чугуна (который определялся видом используемой руды) и местных металлургических традиций. Поэтому существовало множество способов фришевания, которые можно разделить на 5 основных типов:
1) передел на сырцовую сталь;
2) передел на железо одной плавкой;
3) передел с «наваливанием»;
4) передел с подъемом,
и 5) передел с напуском.
1. Получение сырцовой стали. При применении данной технологии удалялось меньше углерода, чем при получении железа, и полученный продукт представлял собой сталь. Конструкция горнов при этом практически не отличалась от традиционной (например, при тирольском способе в одном и том же горне получали при необходимости то сталь, то железо). Горны для производства стали делались менее глубокими, фурма устанавливалась ближе ко дну, увеличивался угол ее наклона (по отношению к плоскости пода горна), а подача дутья была менее интенсивной. На сталь переделывались обычно чугуны с высоким содержанием марганца, что позволяло перевести в шлак примеси и получить продукт удовлетворительного качества.
2. Кричный передел на железо одной плавкой, или работа на «соковом дне». Соком в России металлурги долгое время (до Петровских реформ) называли шлаки. По этой технологии переделывался либо чистый по примесям чугун без предварительной подготовки (австрийский, штирийский, зигенский способы), либо марганцевые (Flosse) и предварительно отбеленные чугуны (каринтийский, тирольский, зальцбургский способы). Все примеси окислялись за один проход металла через горн, и дополнительных ухищрений не требовалось. При этом особое внимание уделялось рафинированию крицы с помощью повышенного количества шлаков (отсюда и название «на соковом дне» – т.е. с высоким уровнем шлакового расплава в горне). Железо, приготовляемое переделом на «соковом дне», шло на производство проволоки и гвоздей. Наиболее совершенным способом в этой группе специалистами признавался австрийский. Технология предусматривала использование отходящих газов для подогрева чугуна, отопления паровых котлов, нагрева воздуха для дутья и т. п.
3. Передел с «наваливанием», или валлонский способ, характеризуется тем, что процесс осуществлялся в двух горнах – в первом переплавляли чугун на крицу с удалением части примесей, а во втором происходило окончательное рафинирование металла. Способами этой группы производилось высококачественное железо: шведское, валлонское, ланкаширское, валлийское.
4. Передел с подъемом. В ходе этого процесса накапливавшийся в горне частично рафинированный полупродукт с помощью лома вновь поднимали на верх горна и снова плавили в токе воздуха. В зависимости от чистоты чугуна эти подъемы и плавления повторялись несколько (иногда до пяти) раз. Из всех способов, составляющих эту группу, наиболее известен контуазский, или французский. Он позволял получать из серого чугуна хорошее железо, которое использовалось для получения кровельной жести.
5. Передел с напуском. Этот способ в целом аналогичен предыдущему, с той разницей, что после завершения процесса от крицы отделяли верхнюю часть (напуск) и в дальнейшем обрабатывали отдельно, так как этот металл по качеству считался лучше остального железа, которое обрабатывалось так же, как при работе с подъемом.
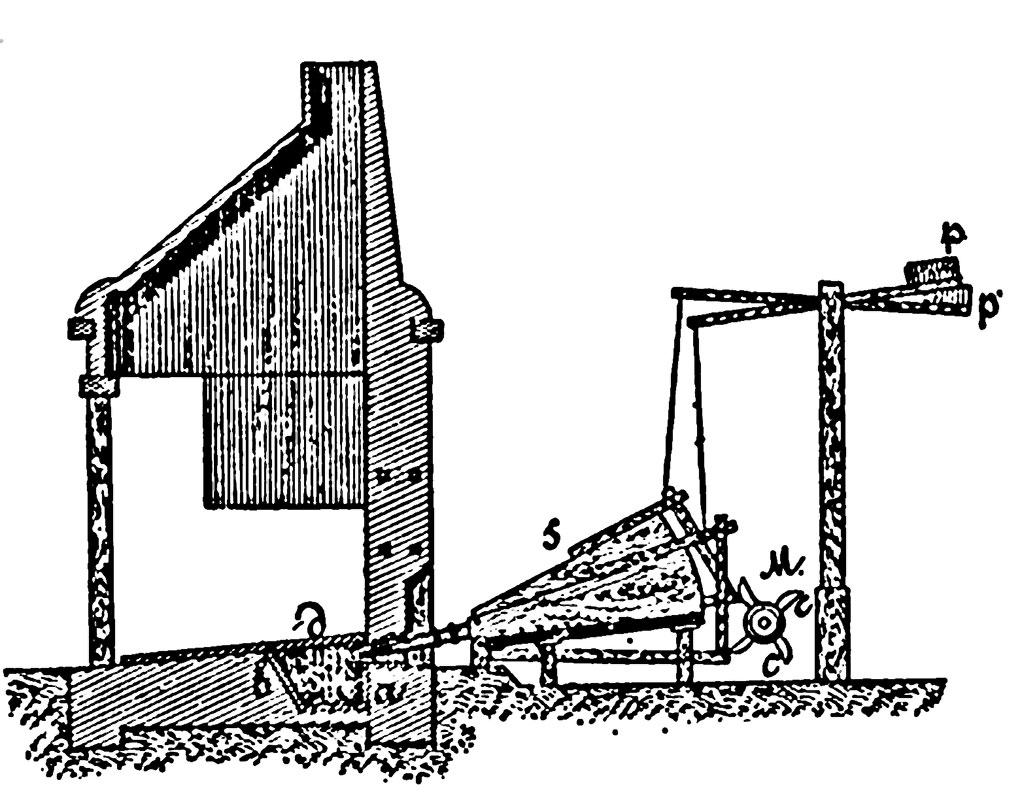
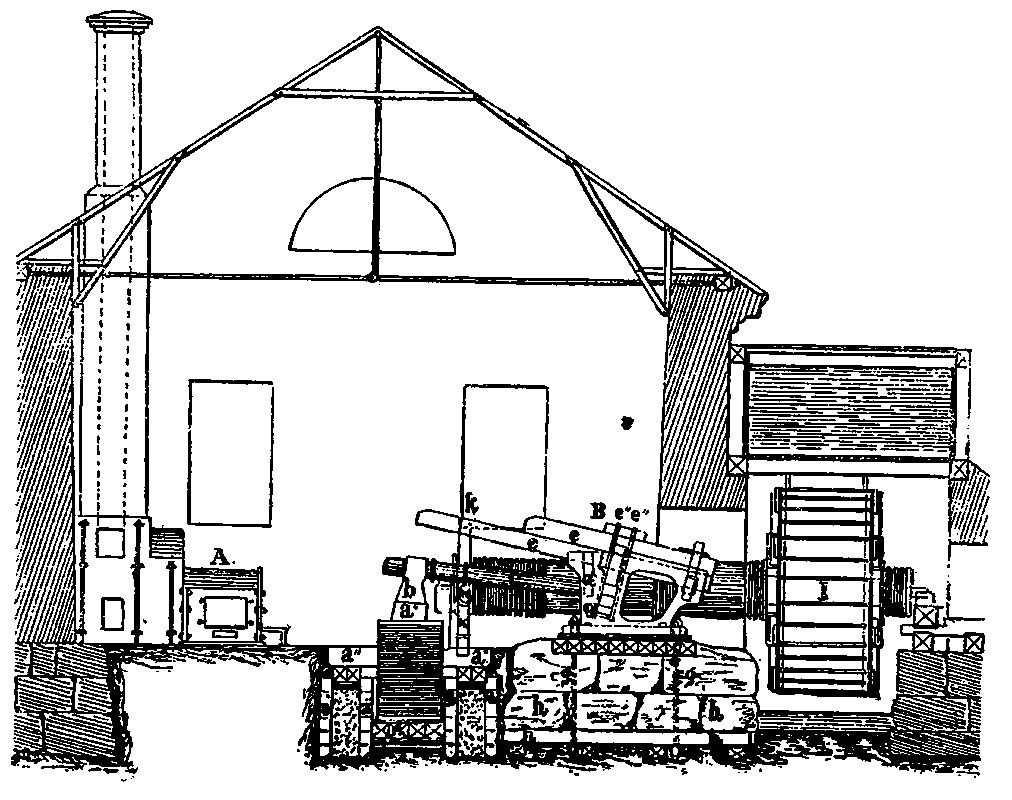
Для подачи в горн необходимого количества воздуха сначала употреблялись обыкновенные мехи, наподобие кузнечных, приводимые в движение водяным колесом. Затем стали применяться водотрубные воздуходувные приборы - тромпы. В более позднее время для этой цели использовали воздуходувные цилиндрические машины, приводимые в движение паром или водяным колесом.
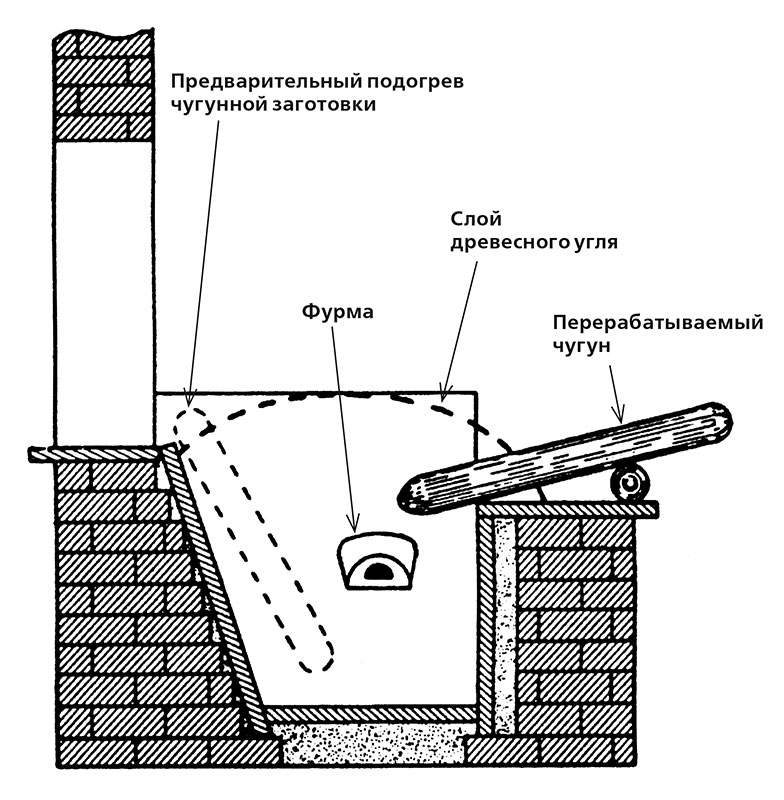
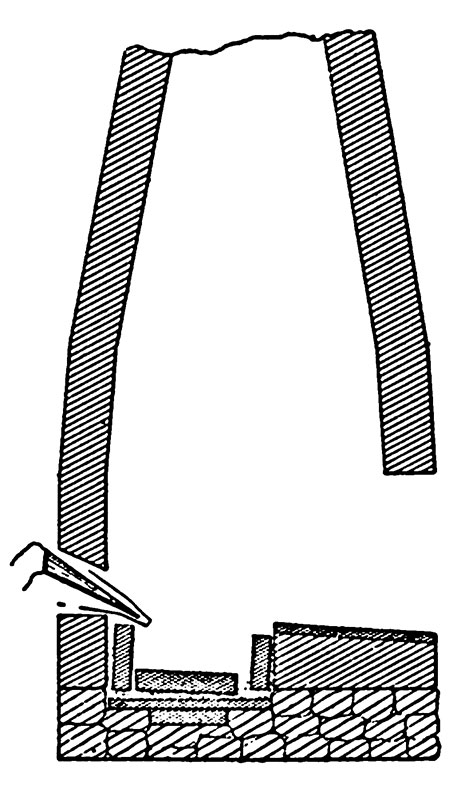
10.По конструкции кричные горны подразделялись на открытые и закрытые. Закрытые горны часто оборудовались подогревателем, так называемым чугунником, который использовался для предварительного подогрева чугуна горячими газами, выходящими из горна. Это позволяло экономить горючий материал, способствовало ускорению процесса и уменьшению угара железа. Для переработки цельных тяжеловесных изделий, например артиллерийских орудий, применялись кричные горны специальных конструкций. В этом случае изделия помещались в горн час-тично и постепенно перемещались по мере расплавления.
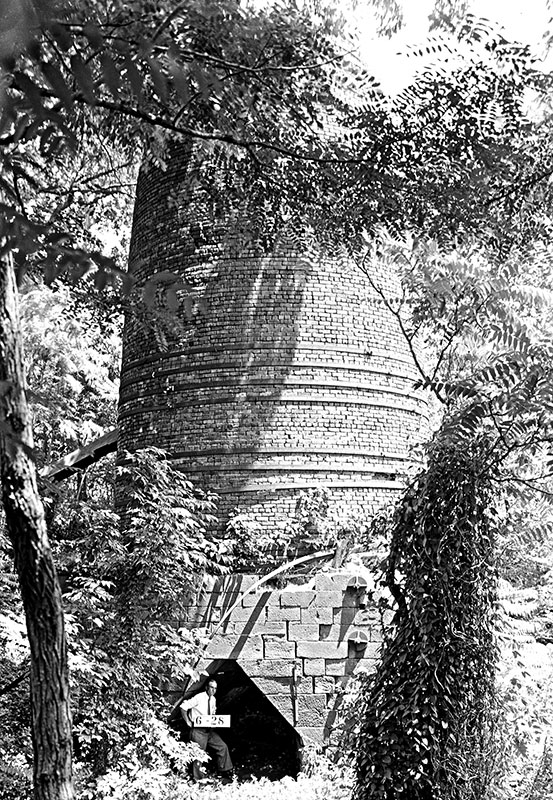
«Шотландская» доменная печь ранней конструкции с опорой шахты и кожуха на пилоны (завод в Швегате, Германия)
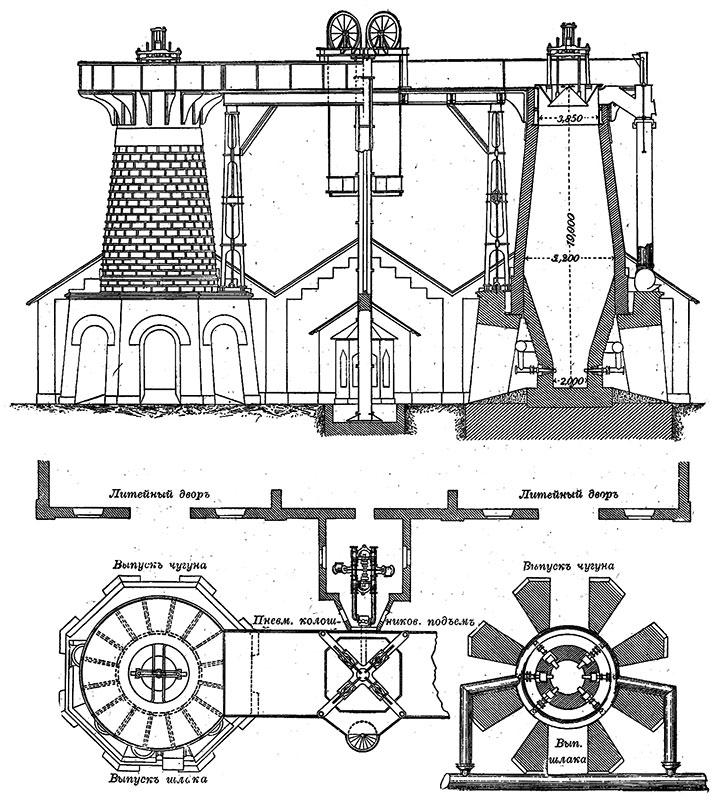
Варианты конструкции доменных печей со свободно стоящей шахтой.
С увеличением спроса на чугун размеры доменных печей быстро росли, строить массивный кожух становилось всe менее удобно и всe более затратно. В результате появились печи новой конструкции, у которых кирпичный кожух уменьшенной толщины опирался на угловые пилоны, отодвинутые от горна.

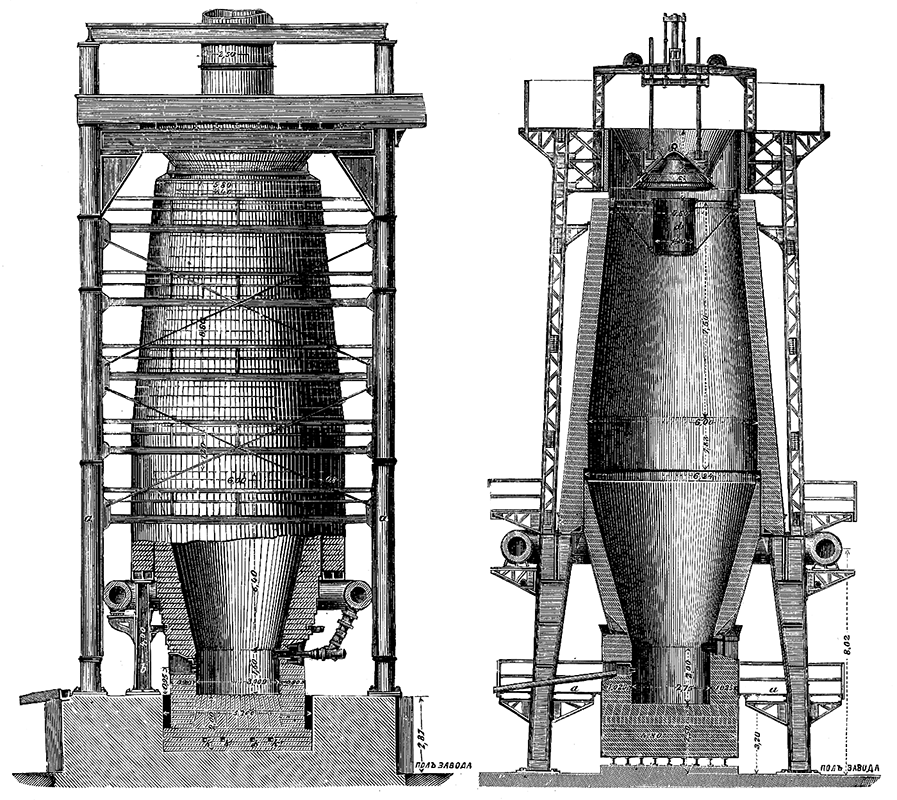
Шведские древесноугольные доменные печи XIX в. С теплоизолированным горном и заплечиками и открытой шахтой (доменная печь Tjärnäs, 1815- 1881 гг)
11.Для подачи в горн необходимого количества воздуха сначала употреблялись обыкновенные мехи, наподобие кузнечных, приводимые в движение водяным колесом. Затем стали применяться водотрубные воздуходувные приборы - тромпы. В более позднее время для этой цели использовали воздуходувные цилиндрические машины, приводимые в движение паром или водяным колесом. Из всех этих приборов только тромпы обеспечивали непрерывную струю воздуха, остальные же генерировали пульсирующее дутье. Для устранения этого недостатка применялись регуляторы или резервуары, в которых воздух сначала аккумулировался, а уже потом равномерной струей поступал в горн.

12.В помещении кричной фабрики (цеха) находилось и оборудование для расковки криц в заготовки различного назначения. Сначала крицу обжимали слабыми и редкими ударами лобового молота, чтобы дать возможность выдавиться всем шлакам. Потом более частыми ударами ее уплотняли, поворачивая на наковальне так, чтобы она приняла вид продолговатого бруска. Обжатую крицу подогревали и обжимали вторично (пробивали), придавая квадратное сечение. Обжатая крица называлась кричным куском или кричной болванкой. Кричную болванку затем снова подогревали и проковывали или прокатывали в полосы, называемые красными болванками, из которых в дальнейшем производили кровельное железо, котельные листы и другие изделия.
Проблема «во весь рост»

13.Существенной проблемой при кричном переделе являлась ограниченность лесных ресурсов. Уже в начале XVII в. перед металлургическими предприятиями Европы (кроме Швеции, где кричный передел применялся даже в начале XX века) вопрос о замене древесного угля в кричных горнах стоял «во весь рост». Для островной Великобритании с ее развитой промышленностью вопрос перевода процесса фришевания чугуна на минеральное топливо стоял гораздо острее, чем перед любой другой страной.
Существенной проблемой при кричном переделе являлась ограниченность лесных ресурсов. Уже в начале XVII в. перед металлургическими предприятиями Европы (кроме Швеции, где кричный передел применялся даже в начале XX века) вопрос о замене древесного угля в кричных горнах стоял «во весь рост».
14.Известны многочисленные попытки изолировать чугун от каменного угля, расплавляя его в закрытых тиглях вместе со шлаками, богатыми оксидами железа. Технологии получались энергозатратными, а железо низкого качества. Наиболее удачливыми в изыскании нового процесса оказались двое английских рабочих из Коалбрукдейла – братья Томас и Джордж Кранедж. Они предложили управляющему завода Ричарду Рейнольдсу способ передела чугуна на железо в отражательной печи (она называлась так потому, что пламя отражалось от свода и соприкасалось с перерабатываемым металлом, прежде чем уйти в дымовую трубу). Успех превзошел все ожидания.
15.Рейнольдс в письме от 25 апреля 1766 г. Томасу Гольднею в Бристоль писал: «...Случилось нечто, по моему мнению, весьма важное в будущем. Несколько времени тому назад некто Томас Кранедж, бывший рабочий в Бриджпортской Кузне, и брат его Джордж говорили со мной по поводу выделки полосового железа древесным углем, заявили о возможности выделывать его каменным углем. Я возразил им, что нахожу это почти невозможным, так как даже древесный уголь представляет значительные неудобства, вследствие того, что заключает в себе щелочные соли, соединяющиеся с серой в железе и сообщающие ему красноватый оттенок и хрупкость, а между тем каменный уголь, содержащий соли, серу и многие другие вредные вещества, представляется несравненно более неудобным, чем древесный уголь. Они на это ответили мне, что им пришлось наблюдать и думать по этому поводу, и они пришли к убеждению, что железо в чушках превращается в полосовое железо силою высокого жара и что они с удовольствием докажут мне, что можно это сделать каменным углем. Я на это согласился, но, откровенно говоря, весьма сомневался в успехе их опытов. Прошло несколько недель, и я почти забыл об этом разговоре. Но вот вдруг из Бриджпорта является Томас Кранедж, затем одновременно с ним приходит брат его Джордж, и устраивают маленький горн, подходящий для их цели. После нескольких опытов построили печь такую, чтобы железо не касалось топлива, нагреваясь только сильным жаром пламени, и вскоре успех был такой блестящий, что превзошел всякое ожидание, и надо заметить, что для выделки полосового железа они брали очень твердое железо, а оно их способом делалось мягким и гибким. Я лично нахожу их изобретение необычайно важным и намерен немедленно и усердно ходатайствовать о получении патента... Открытие это заключается в том, что особым образом сооружается отражательная печь, в которой положенные в нее чушки чугуна посредством каменноугольного отопления превращаются в отличное и легко ковкое железо; вынутое из печей раскаленным, под ударами молота из него выделываются различных размеров и вида полосы, согласно желанию и требованию работающих».

16.С помощью Рейнольдса братья Кранедж получили патент 17 июня 1766 г. под названием «Способ сообщать чугуну в свинках (слитках) ковкость в отражательных или воздушных печах, с употреблением только сырого каменного угля». В тексте патента отмечается, что «чугун в свинках помещается в отражательной или воздушной печи соответствующего устройства, без прибавления чего бы то ни было, кроме сырого каменного угля, и превращается в хорошее ковкое железо…».
17.Процесс получения железа из чугуна в отражательных печах был назван пудлингованием (англ. puddle – лужа). Однако способ пудлингования, предложенный братьями Кранедж, так не вышел за пределы коалбрукдейлских заводов.
Искусный комбинатор Генри Корт
18.Широкое применение пудлингованию удалось обеспечить английскому заводчику и предпринимателю Генри Корту (Henry Cort, 1740-1800 гг.). Его изобретательность заключается в широком использовании и искусном комбинировании результатов предшествующей техники и новом применении уже известных элементов.
19.Важнейшим элементом технологии была пламенная отражательная печь, которая применялась еще колокольными мастерами средневековья. В отражательных печах, которые также назы-вали «сводчатыми» или «купольными», впервые был осуществлен принцип отделения горючего от перерабатываемого металла. Другая составляющая – стан для прокатки железа – также имелась в наличии. Даже предпринимались попытки совместить эти металлургические агрегаты. Помимо братьев Кранедж, патенты на применение пламенной печи для передела чугуна получили Питер Оньонс (Уэльс) и Дж. Кокшет (США), однако востребованной оказалась разработка Корта.
20.Генри Корт занялся металлургией в 1775 г. после того как оставил службу в королевском флоте. Корт купил поместье в Фонтлее, устроил в нем кузницу, а затем – железоделательный завод. В 1783 г. он взял патент на вальцы для обжима криц с целью отжатия шлака. Вальцы позволяли значительно повысить производительность труда: они пропускали за 12 часов 15 т железа, а молотом можно было обработать вручную за это же время только одну тонну.
21.13 февраля 1784 г. Корт получил новый патент, где говорилось о пудлинговании чугуна и обработке сварочного железа. Полученную крицу нагревали в отражательной печи, разрубали и проковывали, затем куски железа складывали в пакеты, нагревали до сварочного жара и прокатывали в полосы в вальцах с несколькими ручьями (фигурными вырезами).
22.С середины девятнадцатого века и по сегодня ведутся споры о том, кому принадлежит приоритет открытия пудлингового процесса. Английский историк техники Э.И. Симоне в статье о Г. Корте пишет: «О точном характере вклада Генри Корта в развитие металлургии не существует единодушного мнения. Некоторые рассматривают его как исследователя, открытия которого имеют огромное значение. Другие считают его просто плагиатором, который успешно использовал идеи других изобретателей.
23.... Рассматривая работы Корта, мы должны помнить, что он, безусловно, не является первооткрывателем. Например, в 1728 г. Пейн и Хенборн сконструировали стан для прокатки листового металла. В 1766 г. братья Кранедж установили отражательную или воздушную печь, в которой из чугуна с помощью угля в качестве топлива получали отличное ковкое железо».
24.Не присваивая Корту чести первооткрывателя, необходимо отметить его заслуги в области практического распространения пудлингового процесса. Правда, плохое знание технологии не дало Корту возможности разработать по- настоящему надежную и эффективную технологию. Для футеровки он использовал кислые огнеупоры. Железистые шлаки быстро разъедали под печи, сделанный из песка. При этом кремнезем (SiO2) взаимодействовал с монооксидом железа (FeO) шлака. Из-за этого FeO не участвовал в реакции обезуглероживания чугуна, и процесс шел только за счет кислорода атмосферы печи. Это замедляло процесс и вело к большим потерям железа – выход годного составлял менее 70 % от массы загруженного чугуна.
25.Однако первые же образцы пудлингового железа, представленные Кортом на испытание экспертам флота, были признаны более качественными, чем прославленное железо Орегрунда (Швеция). За последнее десятилетие XVIII в. в Англии было произведено около 50 тыс. т пудлингового железа. Применение каменного угля на металлургических заводах Англии значительно повысило их производительность и уже к 1804 г. почти в 10 раз сократило экспорт железа из России (составлявший в конце XVIII в. более трех миллионов пудов).
Совершенствование технологии

26.Процесс непрерывно совершенствовался. В 1816 г. Вальдвин Роджерс предложил вместо кирпичного пода, который выдерживал около недели, делать металлический, из чугунных плит. Джозеф Холл (Joseph Hall) в 1818 г. предложил наваривать под печи смесью пудлингового шлака с железной рудой или окалиной. Благодаря основному, богатому оксидами железа поду печи появилась возможность использовать любые сорта чугуна, сократить продолжительность плавки и повысить выход железа почти до 90 %. После этих усовершенствований пудлинговый процесс начал набирать популярность. Производительность пудлинговой печи была существенно выше, чем кричного горна. Если при кричном способе для переработки пяти тонн чугуна в ковкое железо требовалось три недели, то при пудлинговании на это уходило полтора дня, расход топлива составлял 800 -1800 кг на тонну пудлинговой болванки.
27.Пудлинговый процесс начал распространяться в страны континентальной Европы. Во Франции опыты по пудлингованию начались в 1819 г. К 1836 г. была сделана попытка пудлингования в Швеции. Все эти опыты проводились не на каменном угле, а на дровах. Австрийский ме-таллург Туннер в 1835 г. использовал пудлинговый процесс для получения стали.
28.Одной из первых стран, применивших вслед за Англией, пудлингование, была Россия. В 1817 г. на Пожевском заводе пробовали осуществить пудлингование на песчаном поду с отоплением дровами. Подобные опыты проводили в 1826 г. на Нижнетагильском, в 1827 г. на Александровском заводах. После 307 опытов по пудлингованию Камско-Воткинский завод 10 сентября 1837 г. полностью перешел на новый способ производства железа. Правда, топливом служили дрова: в условиях страны, богатой лесами, это было дешевле. Дело в том, что на Урале на то время не было известно крупных залежей угля, а даже если бы они и были, в условиях отсутствия железнодорожного транспорта выгоднее было использовать близлежащие лесные ресурсы. В Южном Уэльсе же уголь был исключительно дешев, и, благодаря этому, железнодорожный транспорт довольно быстро вытеснил гужевой не в силу каких-либо своих технических преимуществ, а только благодаря исключительной дешевизне каменного угля. «Здесь мелкий каменный уголь, – доносил майор Корпуса горных инженеров Гурьев в 1839 году, – не имеет никакой ценности, потому почли наивыгоднейшим перевозить каменный уголь в город и металлургические заведения от рудников старыми паровозами и заменить тем лошадей».
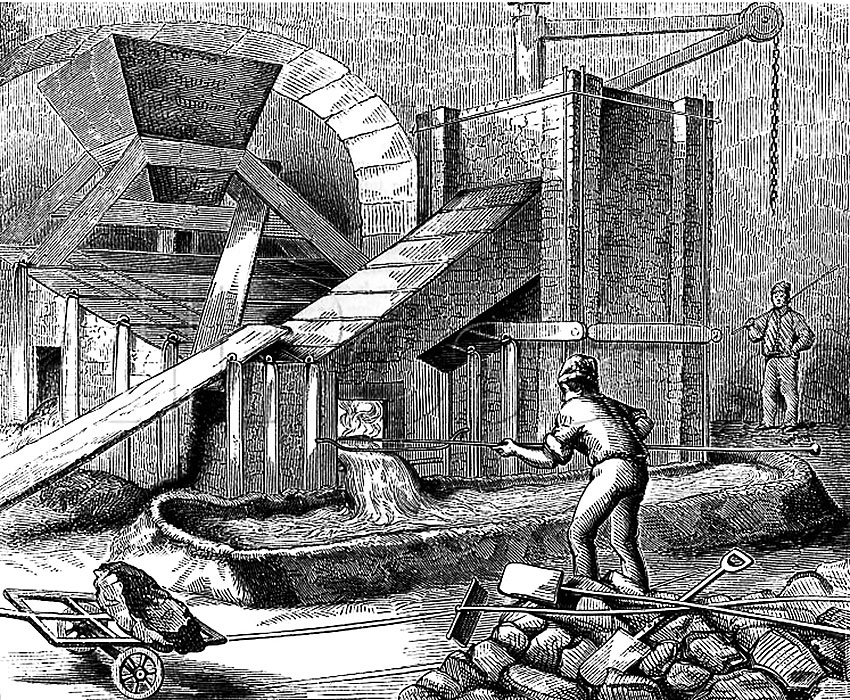
Самая «мускульная» технология эпохи механизации
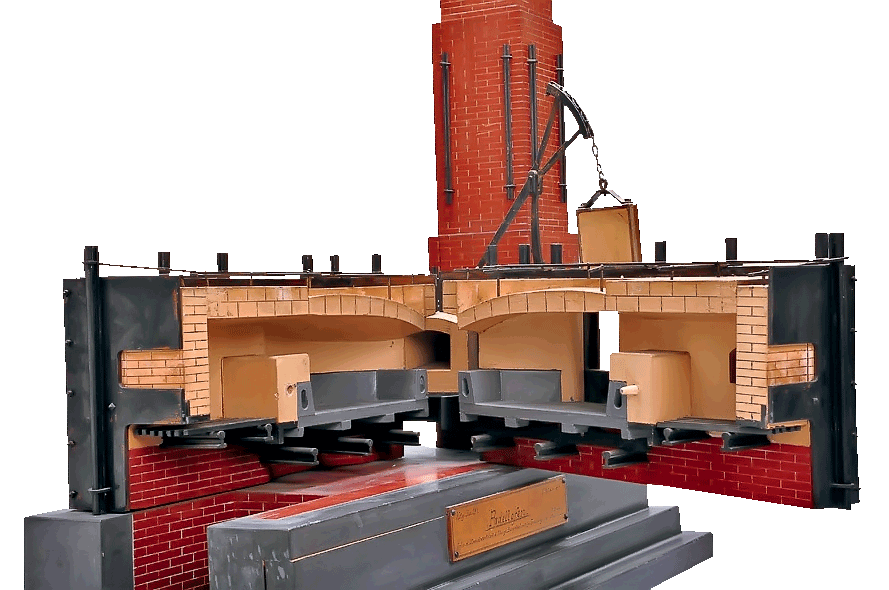
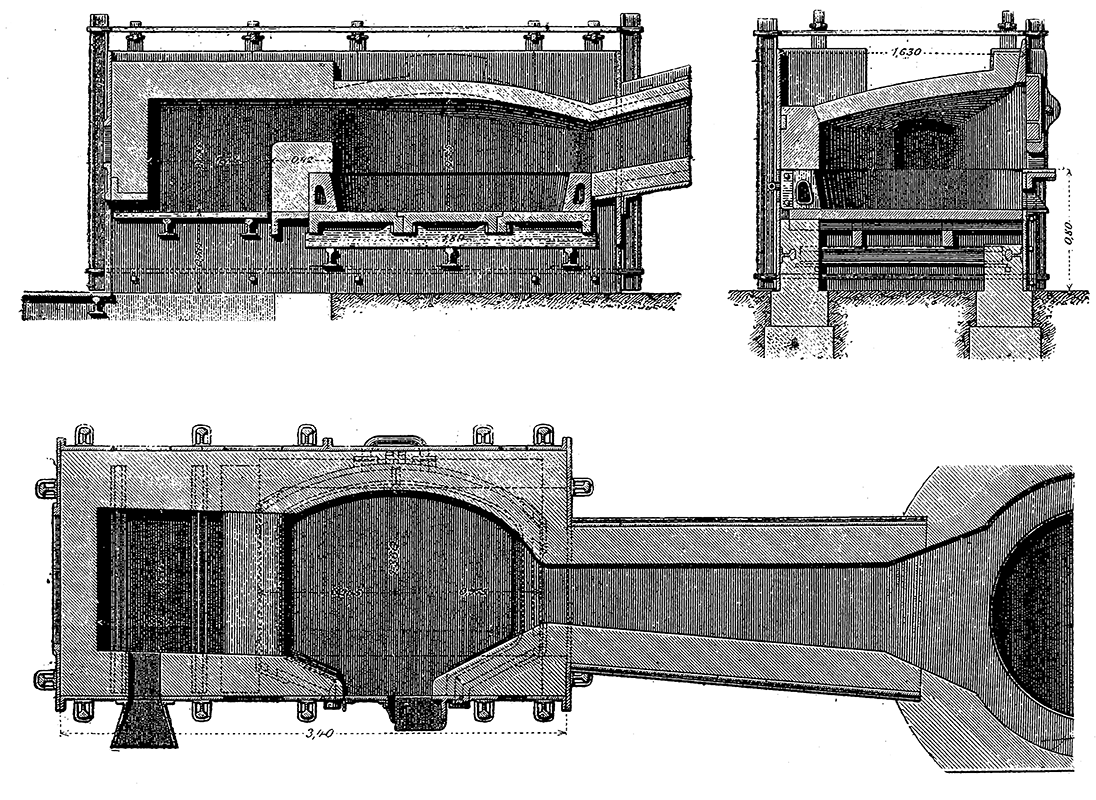
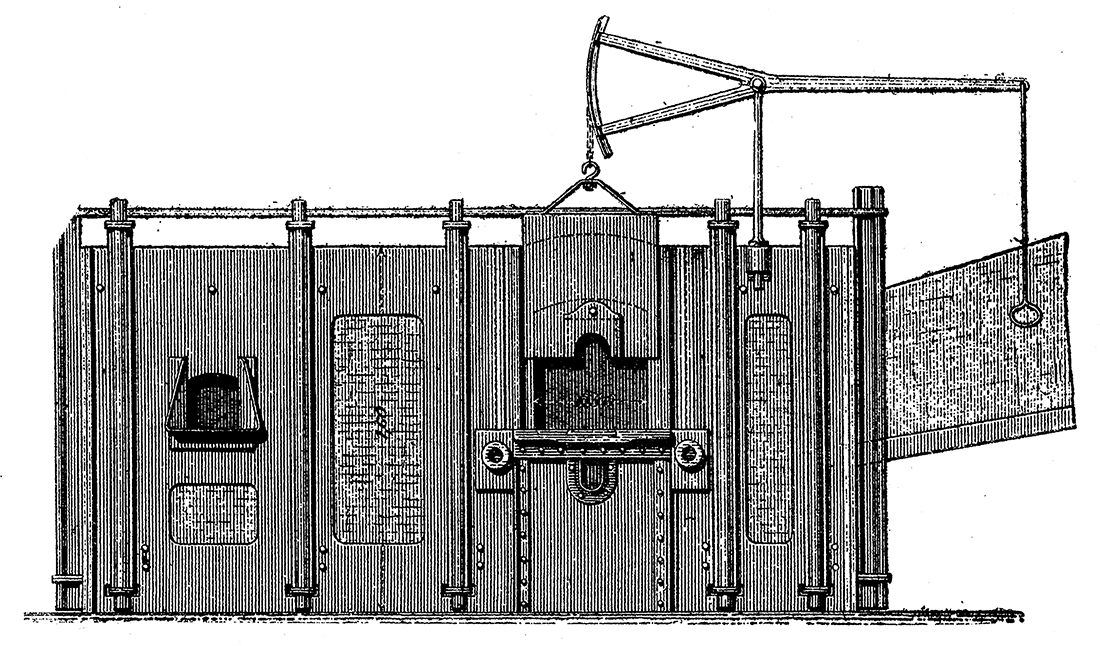
29.Пудлинговая печь состояла из топочного пространства, где на колосниковой решетке размещался горючий материал, отделенного от ванны металла порогом, рабочего пространства и трубы, по которой удалялись отходящие газы. Движение газов происходило, как правило, по действием естественной тяги, однако применялись и конструкции печи с принудительным движением газов под действием вентилятора. Над ванной металла располагалось рабочее окно, через которое пудлинговщик осуществлял основные операции – загрузку и выгрузку материалов, а также перемешивание металла. На период плавки оно закрывалось металлической заслонкой для снижения жара.
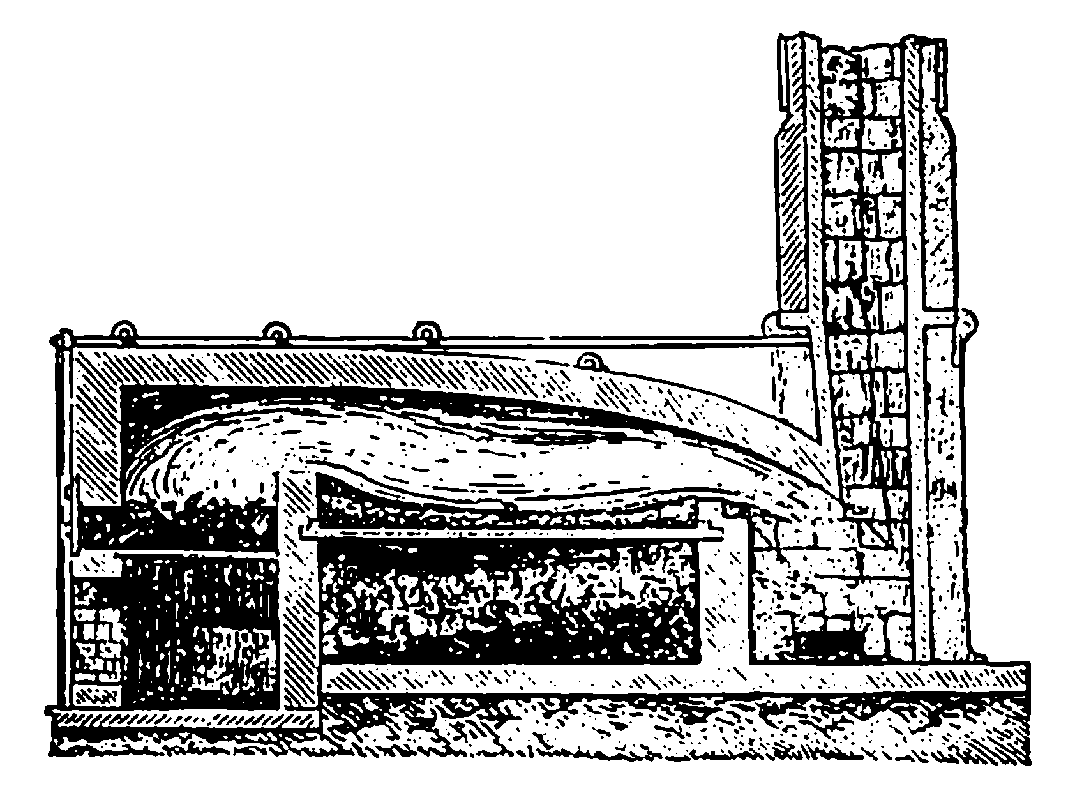
30.В места, подверженные воздействию наиболее высоких температур, вставлялись чугунные элементы, охлаждаемые воздухом или водой. Очень часто при пудлинговой печи за задним порогом устраивали помещение для предварительного прогрева чугуна, за счет чего сокращалось время его плавления, снижался расход горючего и увеличивалась производительность. Кроме того, большинство пудлинговых печей имело паровой котел-утилизатор, отапливаемый отходящими горячими газами; этот пар использовался для приведения в действие обжимочного молота и про-катных вальцов. Устройство печи зависело от вида используемого топлива и его качества. Наиболее распространены были печи с подом длиной около 1,8 м, шириной около 1,2 м и высотою свода около 1,2 м. Садка их составлял 200 - 250 кг чугуна, однако существовали и небольшие печи на 150 кг чугуна.
31.Процесс пудлингования делился на несколько периодов: 1) плавка, 2) промешивание крюком; 3) переборка ломом, 4) изготовление и обработка крицы.
32.За 2-3 ч. до начала плавки чушки чугуна (файнметалла) закладывали в подогревательное пространство (при его наличии), где они нагревались почти до температуры белого каления. После этого их переносили на подину, в рабочее пространство. Примерно через полчаса чугун начинал плавиться, и пудлинговщик щупал кочергой, не осталось ли где нерасплавленных кусков. Если таковые имели место, он перемещал их под струю пламени, так чтобы в конечном итоге весь металл перешел в тестообразное состояние.
33.После этого было необходимо снизить температуру, чтобы металл не принял более жидкую консистенцию. Для этого горящее топливо «сбрасывали» с колосников, а металл охлаждали. На этом этапе были возможны несколько вариантов ведения процесса:
1) холодное пудлингование, при котором в расплавленный чугун при уменьшении температуры добавляли шлак и перемешивали;
2) шлаковое пудлингование, при котором большое количеством шлака помещалось в рабочее пространство одновременно с садкой чугуна;
3) горячее пудлингование – при нем чугун расплавляли до жидкого состояния и долго подвергали окисляющему действию тяги;
4) водяное пудлингование, при котором понижение температуры достигалось не вбрасыванием шлака, а взбрызгиванием воды.
34.Далее пудлинговщик должен был обеспечить эффективное взаимодействие металла и шлака путем их перемешивания. При этом из металла выделялось большое количество монооксида углерода, который догорал в рабочем пространстве печи, так что рабочему приходилось постоянно остужать кочергу в холодной воде. По мере выгорания примесей вымешиваемый металл делается все гуще («ссыхается»). При правильной работе (мешая каждой кочергой от 5 до 7 мин.) уже на пятой кочерге наблюдают появление металлических частиц, отделяющихся от шлака, после чего процесс перемешивания становится очень трудным. Когда частиц железа становится много, температуру повышают, частицы слипаются и осаждаются на дно печи. Частицы свежевосстановленного железа обладают свойством прилипать друг к другу и к другим железным предметам.
35.Когда металл загустевал так, что его нельзя уже было перемешивать кочергой, начинали «переборку» ломом или нагретой железной полосой. Цель операции состояла в том, что рабочий всю осевшую на подину печи железистую массу должен был поднять наверх ванны.
36.Затем приступали к формированию криц (шматов), для чего металл разделяли в зависимости от величины садки на 4 или 5 частей (кусков) и ломом каждую часть скатывали в виде кома массой до 50 - 80 кг. Крицы располагали вдоль задней стены печи, стремясь выжать из них часть шлака. Затем давали минут на пять сильный «сварочный» жар для лучшего сваривания отдельных частиц железа в крице, после которого, открыв рабочее окно, вытаскивали клещами передние крицы, а остальные поворачивали так, чтобы они равномерно подвергались действию проходящего через печь воздуха.
37.Дальше следовало выжать из крицы шлак и превратить ее в плотный металл. Корт прокатывал крицы в валках или проковывал их под молотом. Отжим шлака под молотом и в 50-х гг. XIX столетия считался наилучшим способом, но применялся далеко не везде. На Уэльских заводах крица отжималась в особых прессах, по форме напоминающих огромную пасть крокодила (американцы прозвали их потом «аллигаторами»). Пресс делал около 90 движений в минуту и требовал машины мощностью в 10–12 л.с. Один пресс обслуживал 10–16 пудлинговых печей. Обжатые крицы обрабатывались в прокатных валках. Они прокатывались в пудлинговую болванку сечением 4×1 дюйм – так называемый «пудль-барс».
38.Общая продолжительность пудлингового процесса составляла около двух часов. За это время перерабатывалось максимум 250 кг чугуна. Суточная производительность одной печи при непрерывной работе не превышала, таким образом, 2,5 т.
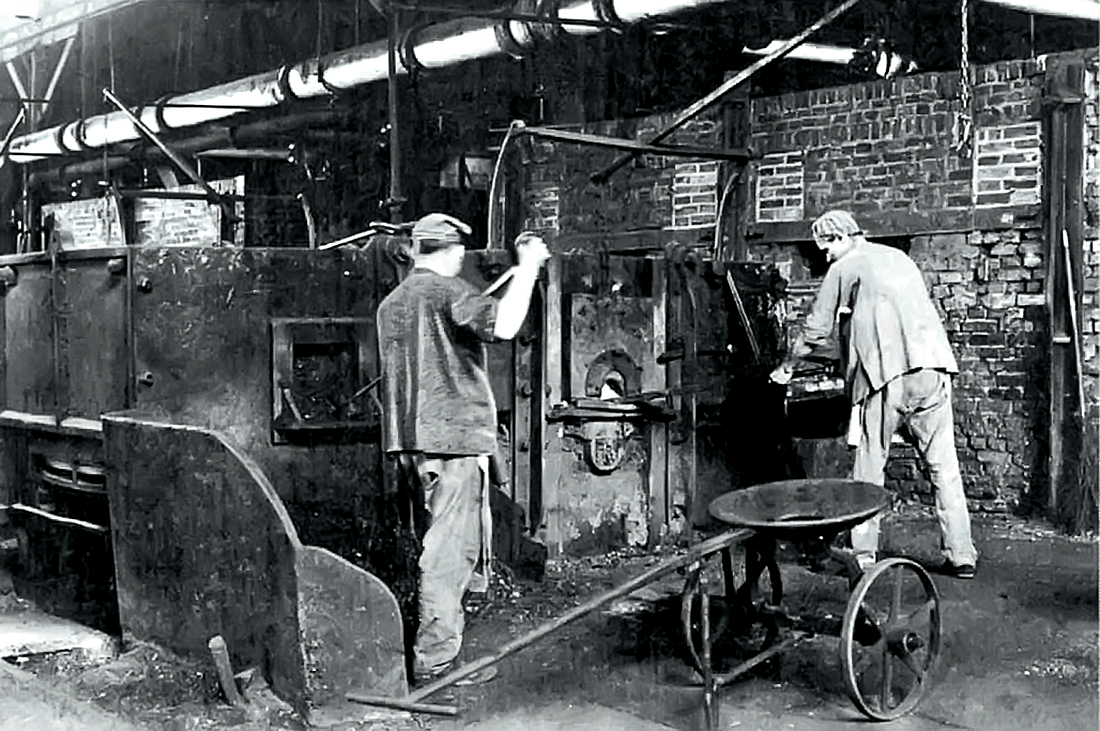
39.Известный английский металлург Джон Перси писал о пудлинговании: «Нет производства, где бы мускульная сила человека была подвержена таким тяжелым усилиям и притом в столь изнуряющей обстановке. Удивительно ли, что пудлинговые мастера резко выражают нежелание приучать своих детей к этой работе, которая, вообще говоря, делает человека неспособным к ней около сорока пяти или пятидесяти лет жизни».
40.Пудлинговые печи были гениальным изобретением конца XVIII в., действительно открывшим широкие горизонты в то время, когда железо требовалось тоннами. Пудлинговое железо и изготавливаемая из него сталь были основными материалами, используемыми в машиностроении на протяжении почти всего XIX столетия, из него строили мосты и бурно разраставшуюся железнодорожную сеть. Но пудлинговая печь стала тормозом дальнейшего развития, когда железо стало потребляться сотнями и тысячами тонн. Несовершенство производственного агрегата уравновешивалось его количеством, и доменные цеха середины XIX века, включавшие до 10 домен, окружали длинные ряды из сотен пудлинговых печей.

Основные элементы конструкции кричного горна