



Приложение Цементационная и тигельная сталь Мануфактурной эпохи
1.Область применения сварочного (сначала кричного, а затем и пудлингового) железа была существенно ограничена его относительной мягкостью. Для ряда изделий требовался особо твёрдый металл. Уже в XVII в. неоднократно предпринимались попытки разработать надежную технологию получения цементационной стали (также использовались термины цементированная и цементованная сталь) в масштабах, обеспечивающих потребности мануфактурного производства. В начале XVIII в. этой проблемой с успехом занимался французский ученый Рене-Антуан де Реомюр.
2.Процесс цементации основан на способности низкоуглеродистого металла (кричного и сварочного железа) поглощать углерод при нагревании до температуры красного каления (800-1100 С) в смеси с древесным углем или другим карбюризатором (углеродсодержащим веществом). Науглероживание железа происходит благодаря проникновению (диффузии) углерода в поверхностные слои металла. В зависимости от температуры процесса и времени контакта металла с карбюризатором существенно изменяется количество поглощенного поверхностью углерода. Поэтому после закалки получаются различные по твёрдости партии стали.
«Металлургические путешествия» Габриэля Жара
3.Наиболее подробное описание процесса получения стали из сварочного железа с помощью технологии цементации (характерного для эпохи Нового времени) принадлежит перу французского минералога и металлурга Габриэля Жара. В 1757 г. французское правительство направило двадцатипятилетнего Жара в первую научную командировку в Германию и Венгрию. В 1765 г. Жар получил возможность посетить металлургические предприятия Англии и Шотландии, а в следующем году ознакомиться с горным и металлургическим делом в Северной Германии, Швеции и Норвегии.
4.Блестящие отчеты о сделанных в этих поездках наблюдениях позволили ему стать членом Парижской академии наук, но ранняя смерть – он умер в возрасте 37 лет – помешала литературно обработать собранные материалы. Брат Жара издал их в виде книги «Металлургические путешествия, или исследования и наблюдения о железных рудниках, о кузницах (металлургических заводах), об изготовлении стали, жести и о шахтах земляного угля, произведенные с 1757 по 1769 гг. в Германии, Швеции, Норвегии, Англии и Шотландии». В результате этот труд стал одним из превосходных и наиболее востребованных пособий по металлургии XVIII столетия.
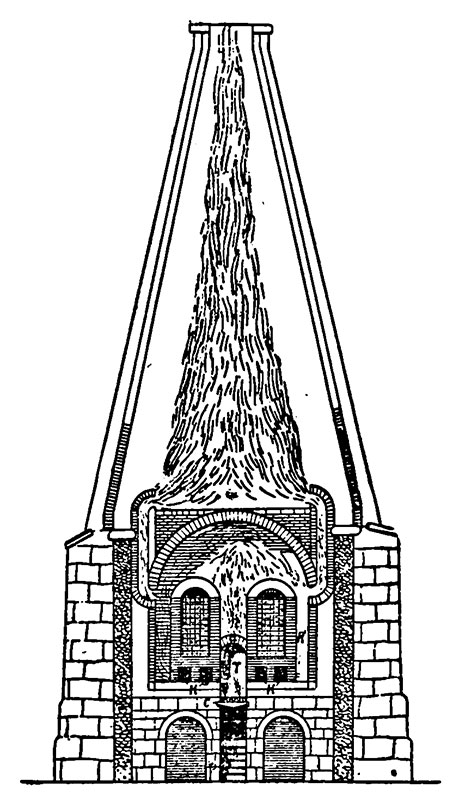
5.«Печи для приготовления стали около Нью-Кастля, – пишет Жар, – различной величины, но построены они на основании одних и тех же принципов. Внешнее каменное строение представляет собой продолговатый прямоугольник. Внутри его посередине в длину сделана чугунная решётка, лежащая горизонтально на уровне пола. Шириною она в 20 дюймов, под ней находится поддувало. Над решёткой приблизительно на высоте 16 дюймов находится место, на котором расположены ящики, в которые кладется обрабатываемое железо. С каждой стороны устроено по десяти горизонтальных дымоходов, на них из огнеупорного песчаника выведены ящики и швы замазаны глиной. Внутри ящики длиною в 10,5 фута, шириною в 2 фута 4 дюйма и глубиною в 2 фута 6 дюймов. Пламя охватывает их со всех сторон.
6.С боков ящики укрепляются перемычками и так прочно, что выдерживают и вес загруженного в них железа и действие пламени. Над этими ящиками и всем внутренним пространством печи возведен купол, который удерживает жар, а дым и пламя выходят через восемь дымоходов. Вся печь стоит под дымовой трубой, выложенной из кирпича, в виде сахарной головы.
7.Одно только шведское железо признается годным для превращения в сталь. Было произведено много опытов и с английским железом, но из него никогда не могли получить столь же добротной стали, как из шведского...
8.Для загрузки печи мастер заползает внутрь, и ему туда подаются через отверстия в стенках полосы. Мастер насыпает на дно ящика слой толченого и просеянного через решето древесного угля, немного смачивает его и кладет ряд железных полос. На них снова насыпается слой угольного порошка, толщиною 1 дюйм, на него снова кладется ряд полос, и так продолжают, пока ящик не будет наполнен доверху. Верхний ряд полос засыпают слоем угля и затем насыпают слой песка для того, чтобы горючее вещество в ящике лежало бы плотнее и не превратилось бы в пепел от действия жара. Употребляют мокрый песок, смачивая его, когда он высыхает. Песок накладывается более толстым слоем к середине, так что тут он имеет около 10 дюймов толщины. Заложив железо в ящики, закрывают все отверстия и зажигают печь.

9.Обыкновенно печь зажигают в понедельник вечером и поддерживают сильный огонь до субботы. После пяти дней и ночей непрерывного нагрева, когда, полагают, железо целиком превратилось в сталь, выламывают каменную кладку, которой были заложены отверстия, раскрывают заслонки, сбрасывают уголь с колосников в зольник, чтобы остудить печь. Нужно ждать еще целую неделю, пока сталь совершенно не остынет. До этого её никогда не вынимают. Мастер, который закладывал железо, заползает тогда в печь и подает полосы другому рабочему.
10.Эта сталь, когда она выходит из печи, называется пузыристой сталью. В таком виде она мало идет на продажу. Её обычно проковывают ещё под молотом и вытягивают в полосы и остужают на воздухе. Цель этой работы – придание ей большей плотности. Такая сталь называется обыкновенной сталью, и её употребляют для изготовления напильников, пил, ножниц, ножей и т. д.».
11.Следует добавить, что загрузка печи составляла порядка 10 т железа. Полученная из печи сталь называлась томлёной или пузырчатой сталью (англ. – blister steel – пузырчатая сталь) из-за газовых пузырьков на поверхности металла.
12.Начиная с конца XIX в., когда литая сталь полностью вытеснила сварочное железо, и до наших дней процесс цементации не потерял своего значения как способ получения высокопрочных стальных изделий. В настоящее время процесс цементации используется только в тех случаях, когда необходимо получить особенно высокие прочностные свойства. При этом цементации подвергается не весь металл, а только та часть изделия, от которой собственно и требуются специфические характеристики. При этом области металла, прилегающие к цементированным областям, сохраняют вязкость вследствие более низкого содержания углерода и как следствие – деталь в целом получается менее хрупкой, чем если бы она подвергалась цементации целиком. Таким образом, в наши дни процесс цементации из металлургии перешёл в машиностроение.
Тигельная сталь Бенджамина Хантсмена

13.Многие века процесс цементации был единственным способом получения достаточно прочного металла для инструментов. Однако характерные свойства цементированной стали – неоднородность по содержанию углерода (наружные слои металла содержали значительно больше углерода, чем внутренние) и наличие различных примесей в сварочном железе – вынуждали искать способ получения более однородной стали. Таким способом стал тигельный процесс.
14.Способ производства стали в огнеупорных горшках – тиглях – известен со времён Древнего мира. О нём упоминал Аристотель в IV в. до н.э. Наиболее распространено получение тигельной стали было в странах Древнего Востока – Персии, Индии, Сирии, где она использовалась для производства холодного орудия, острых ножей и инструментов. Однако в этом случае имело место «прямое» получение стали из руды, минуя стадию кричного железа. Этого удавалось достичь за счёт специальных технологий и конструкции печей, обеспечивающей достижение высокой температуры – до 1600 ºС. В некоторых регионах Азии тигельный способ производства железа (стали) из руд просуществовал до конца XIX в., а в кустарном металлургическом производстве применяется до сих пор. Расцвет производства тигельной стали высочайшего качества приходится на V–XIII вв.
15.Создателем тигельного процесса в Европе стал английский часовой мастер Бенджамин Хантсмен (1704–1776 гг.). Уже в раннем детстве Бенджамин отличался удивительными способностями. Особую любовь он питал к механике. В 14 лет мальчика отдали в ученики к часовому мастеру. Через семь лет, закончив обучение, он открыл собственное дело в Донкастере.
16.Конструируя и разрабатывая различные механизмы, Хантсмен испытывал большие трудности из-за плохого качества немецкой цементированной стали, которой пользовался. В частности, ему никак не удавалось найти подходящий металл для изготовления пружин и маятников, что подтолкнуло его к поиску способа производства стали, превосходящей по качеству цементированную. Первые опыты он произвёл в Донкастере. Однако вскоре ему пришлось из-за трудностей с топливом переселиться в Хэнтсворд, расположенный по соседству с Шеффилдом – крупным металлургическим центром. Первое время в Шеффилд привозили сталь из Германии. Затем местные мастера начали выделывать её из шведского железа процессом цементации.
17.Ещё до начала своих опытов Хантсмен понял, что главный недостаток цементированной стали – её неоднородность по твёрдости и загрязненность шлаковыми и другими включениями. Исходя из этого, он пришел к мысли о переплавке цементированной стали в тигле, надеясь таким способом получить однородный, свободный от примесей металл. В Хэнтсворде Хантсмен нашел достаточно топлива, построил подходящий горн, изготовил тигель, способный выдержать нагрев до 1500°С. Опыты длились несколько лет, пока, наконец, не увенчались успехом. Сохранилось мало сведений о трудностях, которые пришлось преодолеть изобретателю. Их косвенными доказательствами стали кучи никуда не годной стали, найденные много лет спустя после смерти Хантсмена в земле, на которой стояла его первая мастерская.

18.По способу Хантсмена цементированную сталь переплавляли под слоем флюса из зелёного стекла в огнеупорном тигле, установленном в печи с естественной тягой и отапливаемой коксом. Для переплавки отбирали полосы шведской цементированной стали с такой твердостью, какую хотели получить в готовом виде. Эти полосы рубили на мелкие куски, загружали в большой глиняный тигель, вмещавший 34 фунта металла, и ставили его в печь. Печь, сконструированная Хантсменом для плавки в одном тигле, имела площадь пода 114,3 см2 и высоту 76,2 см. В тигле переплавляли до 4,5 кг цементированной стали. В ходе плавки рабочие изредка поднимали крышку тигля и следили за состоянием расплавленного металла. Готовность стали определяли «на глазок»: металл должен был «блестеть, как солнце в совершенно ясный день, когда на него смотришь невооруженным глазом».
19.Готовый тигель вынимали из горна, снимали крышку, удаляли небольшое количество собравшегося наверху шлака. Сталь выливали в чугунные формы разных размеров. При разливке металл получался губчатым и нуждался в проковке тяжелым молотом. Тигельная сталь была чище и однороднее по составу, чем обычная цементированная. Она оказалась замечательным материалом для изготовления ножей, бритвенных лезвий, часовых пружин и маятников.
20.В 1740 г. в Атерклифе (предместье Шеффилда) Хантсмен построил первый в мире сталелитейный завод, на котором изготовляли изделия и инструменты из тигельной стали. Этот год и называют датой изобретения тигельного процесса.
21.Продолжая работу над совершенствованием процесса, изобретатель убедился, что, добавляя в тигель различные материалы – графит, чугун, железо, можно получать сталь различной твердости, пригодную для разных изделий. Добавка этих материалов определяла различное содержание углерода в стали, что и давало разную твердость.
Конкуренция и лоббирование в эпоху Промышленной революции
22.Хантсмену не удалось убедить шеффилдских промышленников в преимуществах своей стали, точнее, они не хотели платить за его изобретение. Пришлось искать рынок сбыта для стали во Франции. Это встревожило шеффилдских производителей. Пытаясь устранить опасную конкуренцию, они через одного местного депутата в парламенте попытались убедить правительство не допускать вывоза литой стали из Англии, но получили отказ. Тогда шеффилдские мастера прибегли к всевозможным уловкам, чтобы выведать технологию получения литой стали.
23.Хантсмен не брал патент на своё изобретение, но хранил свой способ в строгом секрете. Производство велось только по ночам. Однако шеффилдский железозаводчик Самюэль Уокер, переодевшись нищим, смог пробраться в мастерскую Хантсмена и узнать тонкости технологии, которую затем применил на своём предприятии.
24.Интерес к стали Хантсмена рос. Имеются сведения о посещении его завода иностранцами. Швед Людвиг Робзам, посетивший завод в 1761 г., сообщал, что у Хантсмена было три помощника и что завод давал до 8 т стали в год. Габриэль Жар во время поездки по Англии в 1765 г. подробно ознакомился с заводом Хантсмена в Хэнтсворде. В своей книге Жар впервые привёл описание всех технологических процессов, имевших место при производстве тигельной стали. С момента первой плавки стали в тигле прошло уже 25 лет, технология была отработана и выглядела следующим образом:
«При помощи следующей операции, – писал Жар, – цементованная сталь еще больше рафинируется. Для этой цели употребляют всевозможные отбросы стальных изделий (на самом деле это были разломанные на мелкие куски полосы отборной цементированной стали). Пользуются печами, которые врыты в землю и имеют подвод воздуха под землей. У устья печи (в горизонтальной верхней крышке её), лежащей вровень с полом, находится отверстие канала, идущего горизонтально к стене, от которой подымается труба. В этой печи можно поместить только один тигель, вышиною 9–10 дюймов и шириною в 6–7 дюймов. В него накладывается сталь с флюсом, состав его держат в секрете.
25.Тигель ставят на круглый кирпич, лежащий на решётке, затем вокруг тигля насыпают кокс и заполняют им всю печь. Зажигают огонь и закрывают верхнее отверстие печи заслонкой из кирпичей, стянутых железным обручем так, что пламя тогда идет по горизонтальному каналу в трубу. Тигель должен стоять пять часов в печи, прежде чем сталь совершенно расплавится. Затем она выливается в четырёхугольные формы из чугуна (так называемые изложницы), состоящие из двух половин, накладываемых одна на другую. Вливание производится с одного конца.
26.Я видел слитки такой стали, они похожи на чугун. Сталь эта проковывается, как и цементная, под молотом, только её следует нагревать слабее и с большей осторожностью, иначе она легко может лопнуть. Цель такой обработки – привести стальные частицы в более близкое соприкосновение друг с другом так, чтобы у нее не было «гнилых» пятен, как у немецкой стали. Уверяют, что это достигается только от переплавки. Сталь эта употребляется не очень часто и только для таких изделий, которые требуют очень хорошей полировки. Из нее изготовляются лучшие бритвы, различные перочинные ножи, лучшие стальные цепочки, часовые пружины и маленькие напильники для часовщиков».
27.Жар сообщал также, что одна печь при двух плавках в день давала продукции до 3 т в год. Следовательно, должно было действовать три горна, а с учетом ремонтов их в мастерской нужно было иметь пять – для обеспечения годового производства, указанного выше.
28.Через год после Жара завод Хантсмена посетил швед Клум Андерсен и получил достаточную информацию для того, чтобы построить около Стокгольма сталелитейный завод – первый за пределами Англии.
На пороге Индустриализации
29.Желая увеличить свои доходы и расширить производство, Хантсмен в 1770 г. построил ещё один завод в Атерклифе. Королевское общество в Лондоне, признавая заслуги Хантсмена в производстве стали, а также отмечая некоторые его открытия в химии, приняло решение о принятии его в число своих членов. Но Хантсмен отказался от этой чести, опасаясь, что это помешает его работе. Умер он в Атерклифе в 1776 г., передав дела сыну Уильяму. К этому времени в Англии действовало три сталелитейных завода Уокеров, завод Хантсмена в Атерклифе, два предприятия в Шеффилде и одно в Борделей-Бринкс близ Шеффилда.
30.Фирма Хантсмена приобрела всемирную известность. В 1842 г. предприятием, основанным Хантсменом, управлял его 60-летний внук. Француз ле Плей сообщал, что число тиглей на одну печь увеличилось до двух и производилось три плавки в день. Получали до 20 т стали в год с одной печи. Завод с 10 печами, если из них работали 7, мог производить в год 150 т стали.
31.Хотя тигельная сталь и была дорогой, а процесс малопроизводительным, она долгое время оставалась единственным материалом для изготовления ответственных инструментов и деталей механизмов. Процесс её получения оставался ведущим в производстве высококачественных сталей на протяжении почти двух столетий, вплоть до появления электросталеплавильного процесса.
32.Хотя основные приемы тигельной плавки оставались неизменными, процесс со времен Хантсмена являлся предметом постоянных исследований и усовершенствований. Пробовались различные шихтовые материалы, вносились изменения в конструкцию печей и технологию изготовления тиглей. Бухгалтер завода в Клайде (Шотландия) Давид Мюшет, занимавшийся пробирным искусством (химическим анализом), в 1801 г. открыл полезное влияние марганца на сталь и начал добавлять в тигельную шихту оксиды марганца. Эти добавки способствовали удалению из металла кислорода, ухудшающего качество стали (т.е. раскислению металла).
33.Однако к середине XIX века тигельный процесс был уже не в состоянии решать задачи создания крупного производства, соответствовавшего достигнутым масштабам выплавки чугуна. Предельная ёмкость тиглей определялась физической силой рабочего и не превышала двух пудов. Наступающая эпоха индустриализации потребовала принципиально новых революционных металлургических технологий.

Английская цементационная печь 60- х ГГ. XVIII в .