



Приложение Вулканы девятнадцатого столетия
Его молот отличается такою значительною силою и легкостью управления, что не будь этого орудия, нам бы пришлось отказаться от многих гигантских инженерных работ, считающихся в числе чудес нашей эпохи. Молот этот до того точен и легок, что может сбить кончик яйца в стакане, поставленном на наковальне, не разбив стекла; между тем, как он наносит удары в десять тонн с такою силою, что потрясает ими окрестность.,,,,
Рычажные молоты в эпоху Промышленной революции
1.В начале XIX в. ковка оставалась главным металлообрабатывающим процессом. Однако применявшиеся в это время рычажные молоты с гидравлическим приводом вследствие недостаточной мощности и производительности уже не удовлетворяли требованиям тяжелой индустрии. Высота подъем бойка у рычажных молотов определялась системой зацепления рычага (молотовища) с кулаками ведущего вала. С увеличением размера поковки расстояние от бойка до обрабатываемой заготовки неизбежно сокращалось, движущиеся части молота не успевали накопить необходимую кинетическую энергию, и сила удара по заготовке уменьшалась. Приходилось подвергать поковку многочисленным обжатиям, в процессе которых она остывала, не успевая получить необходимые конечные размеры и форму. Поэтому поковку многократно нагревали в кузнечных горнах, что приводило к высокому расходу топлива, потерям времени и увеличению угара металла.
2.Многие изобретатели пытались сконструировать кузнечный молот, приводимый в действие энергией пара. Одним из первых, кто пробовал решить эту проблему, был сам изобретатель универсальной паровой машины Джеймс Уатт. Свой паровой молот он запатентовал в 1784 г. Сущность изобретения заключалась в приспособлении паровой машины, снабженной маховым колесом, для привода рычажного молота. Уатт внес в конструкцию ряд усовершенствований, однако кинематическая часть молота осталась практически без изменений, что свело на нет возможности парового двигателя. В итоге практического распространения паровой молот Уатта не получил. Дорогу паровому молоту в металлургию проложил Джеймс Несмит, однако путь оказался тернистым. Несмит подробно описал его в «Автобиографии», вышедшей в Лондоне в 1883 г.
Аристократическая фамилия
3.Джемс Несмит принадлежал к древней шотландской аристократической фамилии Несмитов (Насмитов) де Поссо из Пибльсшира. Примечательно происхождение этой древней династии и её родового герба. Согласно легенде, во времена распрей между Шотландскими королями и могущественными графами Дуглас произошла стычка в окрестностях одной из пограничных деревень. Приверженцы короля были рассеяны. Один из них укрылся в кузнице. Едва он успел переодеться, натянуть кожаный фартук и для виду приняться за кузнечную работу, как преследователи ворвались в дом. Мнимый кузнец работал так неумело, что рукоятка молота сломалась в его руке. Враги заметили это, и бросились на него с криком: «Уе’ге nae smyth» (староангл.: Вы не кузнец)!
4.Скрываться далее не имело смысла: мнимый кузнец схватился за меч и отважно защищался до тех пор, пока подоспевший королевский отряд не пришел ему на помощь. В итоге королевское войско превратило временное поражение в блестящую победу. Король даровал своему приверженцу землю, титул и прозвище «Nae Smith’y». Новоявленный аристократ избрал своим гербом меч между двумя молотами со сломанными рукоятками, а девизом изречение «Non arte sed Marte», как бы отрекаясь от кузнечества, которое не далось ему, и утверждая преимущества военного искусства.
5.Однако и будущий изобретатель парового молота, и его ближайшие родственники представляли собой совершенное противоречие с именем и девизом своей фамилии. Отец Джеймса Несмита, Александр, старший брат, Патрик, и сестры были прекрасными художниками. Джемс, самый младший из семейства, также наследовал талант к живописи, хотя его имя в итоге стало известно, как железных дел мастера и изобретателя. Он родился в Эдинбурге, 19-го августа, 1808 года. Внимание Джеймса рано привлекла механика, в значительной степени из-за того, что она была любимым увлечением отца, который хорошо знал архитектуру и сам много работал на токарном станке.
Модель для Модлея
6.Джеймс получил начальное образование в элитной «High School» Эдинбурга. «На мое счастье, — писал Несмит в автобиографии, — мне случилось иметь школьным товарищем сына литейщика. Все свободное от занятий время я проводил в мастерской его отца, где с наслаждением следил за процессами формовки, плавки железной руды, литья чугуна, ковки, изготовления моделей и других кузнечных и литейных работ. Хотя мне было всего двенадцать лет, я хотел, во что бы то ни стало, принимать участие в работах; причем горячим усердием старался восполнить недостаток физических сил».
7.«В те времена, когда зажигательные спички еще не были известны, обладание огнивом и трутом давало большой вес в школе. Это навело меня на мысль переделывать в огнива старые напильники в мастерской моего отца. Я закаливал их, и огнива выходили у меня такие отличные, что я вскоре прославился между моими школьными товарищами; многое прощалось мне из-за них самим гувернером, который при всем строгом сознании своего долга, всегда смягчался при виде сделанного мною огнива».
8.«Когда мне было пятнадцать лет, я сделал первую попытку смастерить паровую машину. Модели паровых машин, столь обыкновенные в наше время, были тогда большою редкостью: — доставать такие модели было крайне затруднительно, а между тем спрос на них постоянно возрастал; я с жаром принялся за их изготовление … Вместе с этим я делал и модели отдельных частей паровой машины в разрезе, с целью представить наглядно как внутреннее, так и внешнее движение всех частей. Деньги, выручаемые мною за эти модели, я употреблял на оплату билетов на лекции по философии, естествознанию и химии, читаемые в Эдинбургском университете».
9.«У меня было такое сильное желание идти вперед по начатому пути, что я решился поискать работу на какой-нибудь значительной фабрике; более всего хотелось мне попасть на завод Модлея, в Лондоне, который мне представлялся лучшим из всех. Я сделал небольшую паровую машину, где все части, включая литье и ковку, были изготовлены мною одним, без всякой посторонней помощи. Чертежи, приготовленные мною для Модлея, были также исполнены очень тщательно. 19 мая 1829 года, я отправился в Лондон на небольшом судне и через восемь дней увидел в первый раз многолюдную столицу. Собравшись с духом, я отправился к Модлею и в нескольких словах рассказал ему о цели моего прибытия. Он изъявил желание посмотреть на мою работу. Когда он пришел ко мне, то я увидел по веселому выражению его лица, которого никогда не забуду, что я достиг своей цели. Он назначил меня своим помощником; и я попал в его мастерскую, которая для меня казалась настоящим раем, так как там стояли модели разных усовершенствованных машин и изобретенных им инженерных орудий».
10.«После смерти Генри Модлея в 1831 году, я перешел на службу к его достойному компаньону мистеру Джошуа Фильду и до конца года занимал у него должность чертежника; затем я вернулся в Эдинбург с целью изготовить небольшой запас инструментов, и открыть свою собственную мастерскую».
Между каналом и железной дорогой
11.В июне 1834 года Несмит и его компаньон Гаскелл приобрели участок земли в Патрикрофте - пригороде Манчестера. В это время «капитал» Несмит составлял 63 фунта стерлингов и еще 500 фунтов стерлингов, взятых в кредит у местных банкиров. С одной стороны арендованного на 99 лет участка располагался канал, а с другой Ливерпульско-Манчестерская железная дорога. К концу месяца были установлены деревянные навесы, и «стук молотов о наковальни огласил окрестность». Началось строительство Бриджуотерского литейного завода. «Тут работал я самым усердным образом до 31 декабря 1856 года; а затем удалился на покой, чтобы насладиться плодами трудолюбивой жизни, во все продолжение которой я был вполне счастлив, благодаря той горячей любви, которую я всегда чувствовал к своей профессии. Могу сказать без хвастовства, что оставил-таки после себя некоторые полезные результаты моей деятельности в тех изобретениях, с которыми связано мое имя, и которые немало способствовали удачному исполнению многих величайших механических работ нашего времени». Если бы Несмит не изобрел ничего другого кроме парового молота, то и этого одного было бы достаточно, чтобы прославить его. Между тем изобретение это стало, в известной степени, стечением обстоятельств.
Ось для «Great Britain»
12.В начале 1837 года дирекция компании пароходства «Great Western» приняла решение о строительстве огромного парохода «Great Britain». Предполагалось оснастить судно гребными колесами, которые должны были располагаться на громадной оси, размеры которой превосходили все, что было выковано когда-либо прежде. Главным инженером проекта был великий Брюнель, а за кузнечные работы отвечал Франциск Гумфрис. Бриджуотерскому заводу удалось получить небольшой подряд на поставку мелкого оборудования для будущего лайнера и у Несмита с Гумфрисом в процессе совместной работы сложились товарищеские взаимоотношения.
13.Гумфрис обратился к «значительнейшим фирмам», для того чтобы договориться об условиях, на которых они взялись бы выковать ось для «Great Britain», но к его «великому смущению», ни одна из этих фирм не проявила интереса к его предложению. В затруднении он написал Несмиту 24 ноября 1838 года письмо, в котором сообщал об этом непредвиденном препятствии: «я убедился, — писал Гумфрис, — что во всей Англии и Шотландии не найдется такого сильного молота, которым можно было выковать ось для машины на пароходе «Great Britain». Что мне делать? Как вы мне посоветуете, не сделать ли ее чугунную?»
14.Согласно тексту «Автобиографии», письмо это привело Несмита в раздумье: по какой причине существующими молотами нельзя выковать железную ось в тридцать дюймов длины? Вероятно потому, что они слишком малы и скорость падения и удар слишком незначительны. Даже когда самый большой рычажный молот поднят до максимально возможной высоты, расстояние между ним и наковальней так мало, что когда на наковальню положена вещь значительных размеров, т. е. тогда, когда требуется наибольшая сила удара, молот почти не может действовать, потому что все пространство падения занято помещенной на наковальне поковкой.
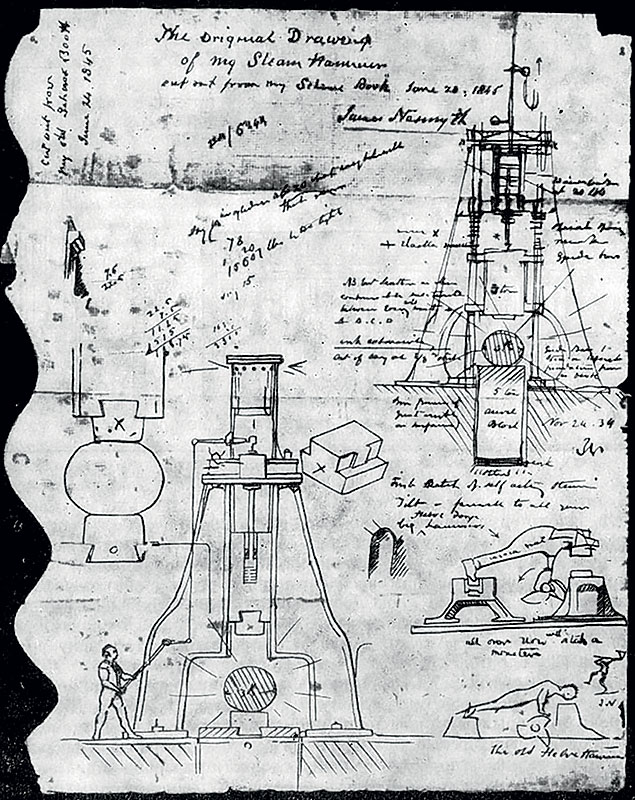
15.Необходимо было изобрести такой способ, посредством которого молотовая баба могла быть поднята на достаточную высоту над предметом, по которому она должна ударять, и придумать, каким образом управлять силой удара падающей массы. Руководствуясь этой мыслью, Несмит набросал чертеж парового молота, который пришел ему в голову после прочтения письма Гумфриса. Теперь этот рисунок приводится практически во всех учебниках по обработке металлов давлением. Несмит в тот же день написал Гумфрису письмо, в которое вложил эскиз изобретенного им молота, которым он надеялся выковать ось для «Great Britain». На эскизе Несмит поместил рядом с изображением парового молота и основных узлов и деталей к нему рисунок рычажного молота, наглядно и с чисто британским юмором иллюстрируя его ограниченные технологические возможности.
16.Гумфрис показал присланный эскиз Брюнелю, который одобрил проект Несмита. Однако ось для «Great Britain» так и не была выкована. В это время вместо колес с лопатками был изобретен гребной винт; нововведение это было настолько удачно, что сразу обратило на себя всеобщее внимание, и Брюнель не замедлил им воспользоваться. Таким образом, огромный колесный пароходный двигатель, спроектированный Гумфрисом, оказался ненужным.
«Преждевременное» изобретение
17.Молот Несмита «явился преждевременно»: ни один хозяин кузницы не хотел внедрить его. Изобретатель обращался ко всем значительным фирмам, доказывая превосходство своего молота при обработке пудлингового железа и кузнечных работах. Но к несчастию «производство железа шло тогда очень туго»; и все, кому Несмит ни показывал чертежи молота, давали примерно такой ответ: «У нас так мало заказов; что заняты даже не все молоты, которые у нас есть, и потому мы не можем теперь устанавливать новых, хотя бы даже усовершенствованных».
18.В это время Несмит еще не взял патент на свое изобретение. У него самого не было для этого достаточно средств, а его компаньон отказывался дать денег на орудие, на которое их фирма не ожидает заказа. При этом изобретение Несмита не держалось втайне и ни в чьих глазах не имело никакого значения, кроме самого Несмита.
19.Таково было положение дел, когда французский предприниматель Шнейдер, владелец фирмы «Крезо», посетил Бриджуотерский завод вместе с известным механиком Бурдоном. Несмит в это время отсутствовал, а его компаньон Гаскелл, желая оказать любезность иностранцам, показал им завод и все, что было там нового и сколько-нибудь интересного. Между прочим Гаскелл достал хранившуюся в особом ящике тетрадь Несмита с надписью: «Scheme book» (книга проектов), показал им чертеж парового молота и упомянул при этом, что ни одна английская фирма не соглашается внедрить его у себя. Посетители были поражены несложностью и практичностью нового молота. Бурдон тщательно рассмотрел подробности его устройства и внес их в свою записную книжку.
20.Несмит узнал об этом только во время своего путешествия во Францию, в апреле 1840 г. Осматривая завод Крезо в сопровождении Бурдона, Несмит остановился в удивлении перед коленчатым валом необыкновенных размеров, выкованным из пудлингового железа. На вопрос Несмита: «Каким образом вы выковали эту ось?», Бурдон ответил: «Да вашим же молотом». Паровой молот, построенный Бурдоном, состоял из чугунной бабы, соединенной штоком с поршнем парового цилиндра. Распределение пара регулировалось золотником, приводимым в действие ручным рычагом. Баба двигалась вертикально по направляющим, образующим станину, опирающуюся на каменный фундамент. Отлитая из чугуна наковальня устанавливалась на массивных деревянных брусьях, обеспечивающих смягчение ударов при ковке. Баба молота имела массу 2500 кг, а максимальная высота ее падения составляла 2 м.
21.Видя, что таким образом он может потерять право на свое изобретение, Несмит обратился к шурину, Уильяму Веннету, который снабдил его необходимой суммой. Патент был выдан Несмиту в июне 1840 г. В этом же году на Бриджуотерском заводе Несмит установил свой первый паровой молот, который имел боек массой 30 центнеров (1524 кг). Точность действия молота, легкость управления и сила наносимых им ударов приводили в удивление всех, видевших его.
Паровой молот Несмита
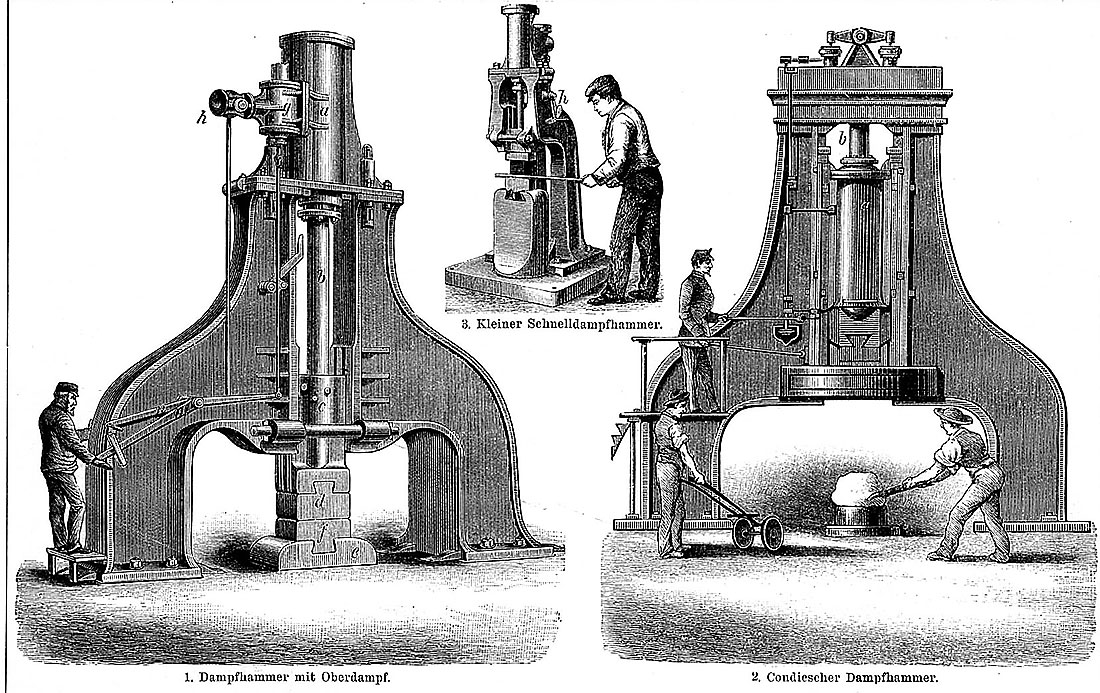
22.Молот Несмита представлял собой массивную металлическую станину, по направляющим которой в вертикальной плоскости перемещалась баба с верхним бойком. Движение ей передавалось штоком, соединенным с поршнем парового цилиндра, расположенного в верхней части станины. Станина устанавливалась на железной плите и крепилась к фундаменту болтами. Нижний боек монтировался на массивном шаботе. Для приведения молота в действие мастер с помощью специального устройства открывал кран паропровода, соединенного с нижней частью парового цилиндра. В результате подачи пара поршень совершал движение вверх, поднимая одновременно шток и бабу с верхним бойком. Для выполнения рабочего хода открывалась задвижка для выпуска пара из цилиндра, после чего начиналось падение бабы. Сила удара определялась суммарной массой падающих частей (поршня, штока, бабы с бойком) и высотой их падения.
23.Впоследствии Несмит внес в конструкцию молота целый ряд нововведений, значительно повысивших его эффективность. К их числу относится изобретение воздушной подушки в верхней части цилиндра. Она предназначалась для предохранения верхней крышки парового цилиндра от разрушения при случайном ударе об нее поршня. Для этого в верхней части цилиндра над выпускным отверстием и крышкой было предусмотрено некоторое пространство. В процессе движения поршня вверх он, перейдя выпускное отверстие, сжимал воздух, находящийся в верхней части цилиндра, создавая воздушную подушку. Другим положительным эффектом воздушной подушки являлось использование упругости сжатого воздуха, отбрасывающего после рабочего хода поршень вниз, и увеличивающего благодаря этому силу удара молота.
24.В 1843 г. Несмит предложил конструкцию парового молота двойного действия (молот с верхним паром), автоматическую систему парораспределения для которого разработал инженер Вильсон. Давление пара стало использоваться не только для подъема, но и для ускорения падения бабы. При подаче пара в верхнюю часть цилиндра, поршень отбрасывался вниз, увеличивая кинетическую энергию падающих частей молота. Золотник приводился в движение струей пара, который попеременно впускался в верхнюю и нижнюю полость парового цилиндра, опуская или поднимая бабу.
25.Преимущества парового молота были настолько очевидны, что вскоре он вошел во всеобщее употребление, и его можно было увидеть «во всякой мало-мальски порядочной мастерской, как в Англии, так и в других странах». Молот Несмита эффективно применялся при производстве броневых плит для обшивки военных судов и при изготовлении огромных артиллерийских орудий на заводах Армстронга, Уитворта и Блекли. «Без всякого преувеличения — писал журнал «Engineer»—можно сказать, что если бы не было парового молота, нам бы пришлось отказаться от многих гигантских инженерных работ, которые при отсутствии чудес иного рода, могут считаться чудесами нашего времени и которые поставили новейших механиков выше всяких мифологических богов. Разница в силе ударов молота такова, что можно действовать молотом в 10 тонн также легко, как если бы он был весом в 10 унций. Он поставлен в такую зависимость от работника, что тот может остановить его на какой угодно точке, во время наибольшей скорости его падения, с большею даже легкостью, чем иной ручной инструмент. Один и тот же паровой молот может выковать Армстронгову 10-фунтовую пушку, якорь линейного корабля и сковать гвоздь или расколоть орех не повредив ядра».
Паровой копер и «паровая рука»
26.Изобретательская деятельность Несмита не исчерпывается созданием парового молота. Он вообще много и успешно экспериментировал с паровым двигателем. В 1845 г. Несмит применил принцип парового молота к копру для вбивания свай. В паровом копре Несмита баба падала всей своей трехтонной массой на голову сваи; процесс этот повторялся до восьмидесяти раз в минуту, и свая вколачивалась несравненно быстрее, нежели другими известными способами. Копер Несмита был успешно использован при постройке пароходных доков в Девонпорте, затем Роберт Стефенсон применил его при закладке большого Гайлевельского моста в Ньюкасле и моста в Бервике. В течение полувека при вколачивании свай в большом количестве, при устройстве береговых устоев мостов, набережных, гаваней, при закладке фундаментов каменных построек, паровой копер Несмита оказывался незаменимым. Еще одним выдающимся изобретением Несмита стала строгальная машина, которая получила прозвище «Несмитовой паровой руки» и «использовалась во всякой сколько-нибудь значительной мастерской». «Паровая рука» оказалась очень полезной при обстругивании звеньев цепей, рычагов, шатунов.
Мужественное решение
27.В декабре 1856 года Несмит отошел от дел. У него хватило мужества «оставить тщательно возделанную им борозду и расстаться с предприятием, которое было доведено им до высокой степени благоденствия».
28.«У меня уже достаточно благ земных; пусть попытают счастья люди моложе меня», писал Несмит. Он удалился в сельское уединение в Кент, но не с тем, чтобы вести там праздную жизнь богача. Несмит привык к труду и потому не мог оставаться без дела. Желая чем-нибудь занять себя, он принялся «развивать в себе артистические способности, которые были наследственны в его семействе». Еще во время учебы в Эдинбургской «High School», Джеймс рисовал пером на полях своих книг и так искусно иллюстрировал классиков, что не раз благодаря этому освобождался от заданных уроков. В Патрикрофте он также занимался рисованием, которое служило для него отдыхом и развлечением в часы досуга. Новыми увлечениями Несмита стали астрономия и клинопись. Он нарисовал и издал подробную карту кратеров, расселин, гор и долин лунной поверхности, написал оригинальную статью о способе нанесения клинописных знаков.
Символ Промышленной революции
29.В зависимости от мощности паровых молотов получили распространение несколько основных систем парораспределения. Наиболее широко применялись золотниковое и клапанное парораспределение. Золотниковое было характерно для небольших паровых молотов, а клапанное — для молотов большой мощности. Обе системы имели ручной или автоматический режим управления. Автоматическое изменение хода производилось после подъема бабы на наибольшую допустимую высоту, что предупреждало возможные аварии, которые могли произойти от удара поршня о верхнюю крышку цилиндра или от удара бабы в нижний сальник цилиндра. Также в зависимости от мощности паровых молотов применялась та или иная система работы приводного механизма. Крупные молоты, как правило, были простого действия, а небольшие молоты — двойного действия.

30.В ходе промышленной революции и индустриализации роль кузнечной обработки в металлургии и машиностроении быстро менялась. При кричном переделе молот был частью основного технологического оборудования, он применялся при обработке железной крицы, отковки разнообразных полуфабрикатов (полосы, прутки и т.п.) и готовых изделий. В технологическую схему пудлингового производства вместо кузнечной обработки крицы под молотом был введен прокатный стан, с помощью которого осуществлялись обжим крицы в калиброванных валках и прокатка сортового железа. Молот сохранился в железоделательном производстве в основном для предварительного слабого обжатия крицы, поступающей в валки прокатного стана.
31.В эпоху Промышленной революции постоянно возрастала потребность в крупных кованых деталях для разнообразных машин и механизмов. К середине XIX в. машиностроение представляло собой сосредоточение специализированных цехов по кузнечной обработке металла, оборудованных паровыми молотами разной мощности. Их значение еще более возросло после внедрения в 1860-х годах массовых способов производства литой стали. Бессемеровский и мартеновский процессы получения литой стали предоставили в распоряжение машиностроителей крупные стальные слитки, обработка которых потребовала сверхмощных паровых молотов. Среди потребителей таких молотов были орудийные, судостроительные, механические и другие заводы.
32.В 1877 г. во Франции на заводе «Шнейдер» в Крезо был установлен 100-тонный паровой молот, на котором ковали стальные слитки массой в 120 т. Самый тяжелый 125-тонный паровой молот был построен в США на заводе Вифлеемской компании. На этом производство гигантских молотов прекратилось, так как возникли большие проблемы в их эксплуатации. Сильные удары молотов вызывали сотрясения зданий цехов и почвы в окрестностях промышленных предприятий, что стало опасным для целостности окружающих строительных сооружений и самих молотов. Им на смену пришли гидравлические ковочные прессы. Паровые молоты малой мощности продолжали совершенствоваться и широко применяться в различных отраслях промышленности не только на протяжении второй половины XIX в., но и в двадцатом столетии.
33.Отметим, что и рычажные хвостовые молоты использовались на некоторых предприятиях вплоть до середины XX в. Они приводились в действие, как гидравлическими колесами, так и паровыми двигателями. Крупнейшие рычажные хвостовые молоты обладали весьма большой мощностью. Масса ударной части таких молотов достигала 8 т при высоте падения 0,5 м. Их традиционно использовали для «вытяжки» и «выглаживания» стальных полос.
Гидравлические прессы
34.В 1795 г. Дж. Брама, английский механик и изобретатель, владелец крупного машиностроительного предприятия в предместье Лондона, взял патент на мощный гидравлический пресс. Пресс состоял из прочного цилиндра с поршнем внутри. С дном цилиндра сообщался нагнетательный насос. Вода перегонялась в цилиндр, постепенно приподнимая поршень.
35.Сложной технической проблемой было обеспечение герметичности между поршнем и стенками цилиндра. При действии поршня вода просачивалась через зазор в другую часть цилиндра, не обеспечивая нужного давления. Эту проблему Браме помог разрешить его сотрудник, будущий известный изобретатель Г. Модлей. Он предложил конструкцию уплотнения в виде самоуплотняющегося манжета, без которого гидравлический пресс практически не мог действовать. Для этого в углублении, на боковой поверхности поршня, вместо сальника Модлей установил кольцеобразный вкладыш из крепкой кожи, выпуклый сверху и вогнутый снизу. При заполнении цилиндра водой под высоким давлением края кожаного манжета раздвигались, плотно прижимаясь к поверхности цилиндра, и закрывали собой зазор.
36.Дж. Несмит отмечал, что уплотнение по системе Модлея также важно «для гидравлического пресса, как давление пара для локомотива. Если бы Модлей ничего не изобрел, кроме этого клапана, этого одного достаточно, чтобы обессмертить его».
37.Гидравлический пресс Брамы успешно использовался для перемещения и подъема тяжелых металлических конструкций. С его помощью был спущен на воду крупный пароход «Great Easten».
38.Во второй половине XIX в. на машиностроительных заводах появляется новое оборудование для обработки металлов — гидравлические штамповочные и ковочные прессы, значительно расширившие возможности металлургической технологии.
Штамповочный пресс Газвелла
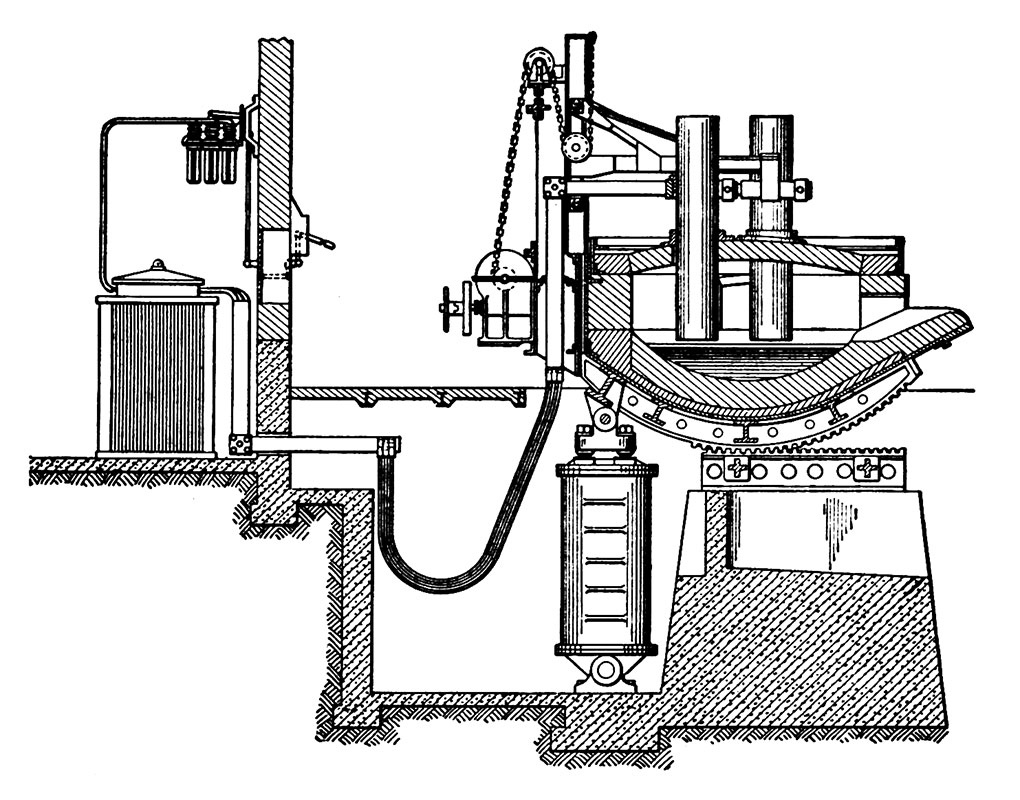
39.Начало применению гидравлических штамповочных прессов в металлургии железа положил английский инженер Дж. Газвелл, директор мастерских государственных железных дорог в Вене. Мастерские были расположены в черте города, вблизи жилых зданий и установка здесь парового молота оказалась невозможной. Газвелл пришел к выводу о возможности замены парового молота гидравлическим прессом. В 1861 г. спроектированный им пресс был установлен в железнодорожных мастерских.
40.Пресс Дж. Газвелла обслуживался мощной паровой машиной двойного действия с горизонтальными цилиндрами диаметром 1200 мм. Машина приводила в действие одновременно два насоса. Благодаря большой разнице в диаметрах парового и гидравлических цилиндров создавалось огромное для того времени давление в 400 атм. Вода от насосов направлялась в рабочий цилиндр пресса, плунжер которого приводил в действие подвижную траверсу с укрепленным на ней верхним штампом. Движение траверсы направлялось четырьмя массивными колоннами. Ее подъем в рабочее положение осуществлялся штангой, связанной с поршнем небольшого гидравлического цилиндра, расположенного над прессом. Управление прессом производилось вручную. Он предназначался для штамповки паровозных деталей - поршней, рессорных хомутов, кривошипов, бандажей и пр.
41.Гидравлические прессы Газвелла имели мощность 700, 1000 и 1200 т. Затем были изготовлены несколько более крупных прессов усилием 3000 т и более. Они успешно демонстрировались на Всемирных промышленных выставках в Лондоне (1862 г.) и в Вене (1873 г.). С целью увековечения выдающегося изобретения Дж. Газвелла, чертежи его первых гидравлических прессов снятые натуры в железнодорожных мастерских в 1873 г. были переданы на хранение в Консерваторию Искусств и Ремесел в Вене.
Ковочный пресс Витворта
42.Следующим основополагающим шагом в развитии технологии обработки металлов давлением стало создание специального гидравлического пресса для ковки стальных слитков. Дж. Газвелл конструировал свой пресс лишь для штамповки деталей. Создателем нового направления стал английский инженер и предприниматель Дж. Витворт. В 1865 г. Витворт применил гидравлический пресс для прессования жидкой стали с целью получения плотного слитка. Продолжив работы в области прессования, Дж. Витворт предпринял успешную попытку применения пресса для ковки стальных полуфабрикатов и готовых изделий.
43.Гидравлический ковочный пресс Дж. Витворта был запатентован во Франции в 1875 г. Пресс состоял из четырех колонн, укрепленных в фундаментной плите. На верхней части колонн была расположена неподвижная траверса с двумя гидравлическими подъемными цилиндрами. С их помощью вверх и вниз перемещалась подвижная траверса, на которой был установлен штамп. Оригинальность изобретения состоит в том, что автор соединил подвижную траверсу, несущую гидравлический цилиндр и приспособление для быстрого подъема, спуска и установки траверсы в определенном положении. Такая компоновка узлов пресса замечательна тем, что при коротком ходе поршня она дает возможность обрабатывать изделия различной высоты. В прессе также был предусмотрен механизм для поворачивания поковки, способствующего ее более равномерной обработке.
44.Впервые гидравлический пресс Витворта был применен для ковки слитков в 1884 г. С того времени при изготовлении орудийных стволов паровые молоты стали быстро терять свою роль. Преимущества гидравлических ковочных прессов перед паровыми молотами оказались бесспорными. На одном из шеффилдских заводов в Англии для ковки слитка массой 36,5 т, предназначенного для ствола орудия, под 50-тонным молотом требовалось 3 недели и 33 промежуточных нагрева. В тоже время слиток такой же массы под 4000-тонным прессом обрабатывался всего за 4 дня и подвергался нагревам лишь 14 раз.
45.Другое важное преимущество гидравлических прессов перед мощными паровыми молотами заключалось в отсутствии сильных ударов, сотрясающих почву и окрестности цехов и заводов. Прессы Витворта получили широкое распространение в производстве броневых плит, при изготовлении стволов артиллерийских орудий, крупных валов. Они хорошо зарекомендовали себя в процессах фасонной ковки. Прессы выпускались мощностью 2000, 5000 и 10000 т.
46.Крупнейший в XIX в. ковочный пресс усилием 14000 т, был установлен в 1893 г. в США на Вифлеемском заводе (Пенсильвания). Колонны пресса, поддерживающие верхнюю траверсу, располагались на расстоянии 4,4 м друг от друга. Свободное пространство для работы под подвижной траверсой составляло 5,2 м. Пресс имел два гидравлических цилиндра диаметром 1270 м. Они были установлены на шарнирах, поэтому было возможно без затруднений осуществлять прессование слитков под углом. Вода подавалась в пресс четырьмя насосами, диаметр цилиндров которых составлял 280 мм, при ходе поршня 1430 мм. Для привода этого пресса в действие потребовалось установить паровые двигатели суммарной мощностью в 16000 л.с.
Эскиз Несмита