



Глава 3«По Псалтырю и Полусоннику»
– Наша наука простая: по Псалтырю да по Полусоннику, а арифметики мы нимало не знаем.Англичане переглянулись и говорят:– Это удивительно.А Левша им отвечает:– У нас это так повсеместно... Спору нет, что мы в науках не зашлись, но только своему отечеству верно преданные.
Глухая тоска без причиныИ дум неотвязный угар.Давай-ка наколем лучины,Раздуем себе самовар!..За верность старинному чину,За то, чтобы жить не спеша!Авось, и распарит кручинуХлебнувшая чаю душа!,,,,

1.В начале XVIII в., в период великих петровских преобразований, металлургические заводы России создавались и работали под руководством тульских мастеров. Отечественная металлургическая мануфактура XVIII в. развивалась на мощном фундаменте тульского центра оружейного производства. Именно этот регион дал русской металлургии наиболее крупных промышленников и организаторов производства. Успешное развитие данного промысла в Тульском крае было обусловлено созданием в регионе крупных металлургических предприятий, принадлежавших иностранцам. Труд европейских кузнецов и литейщиков превращал эти заводы в центры по распространению передового опыта получения и обработки металла.
2.При основании тульских металлургических предприятий московское правительство обязывало иноземцев «людей государевых всякому железному делу научать и никакого ремесла от них не скрывать». Основная роль принадлежала Ченцовскому заводу, на который регулярно направляли тульских казенных кузнецов для повышения квалификации – обучения передовым технологиям металлургического и оружейного производства.
3.15 февраля 1712 г. Петр I издал указ об основании казенной оружейной фабрики на месте частного предприятия, принадлежавшего Никите Демидову. Необходимо отметить, что знаменитый и легендарный Тульский оружейный завод (ТОЗ) создавался не на пустом месте – указ Петра I касался изменения статуса завода, к тому времени уже существовавшего. «Новый русский» человек петровских времен Никита Демидов основал свой частный оружейный завод в 1695 г. и он был вовсе не в претензии, что его предприятие переходит в государственное управление. Демидов не только оставался при своем коммерческом интересе, но и получал конкурентные преимущества, поскольку его стратегический товар государство приобретало в гарантированном порядке.

Почему это актуально?
4.Фундамент отечественной металлургии заложен в городе оружейников. И тем не менее, народная поговорка призывает не ездить «в Тулу со своим самоваром», а не с винтовкой или палашом, хотя и то и другое там делать умеют. Национальные традиции решения проблем казенного тульского оружейного производства и партикулярного (частного) самоварного дела наглядно демонстрируют преимущества инновационного варианта развития экономики и частной инициативы.
Казюки

5.Во второй половине XVI в. практически во всех оружейных центрах русского государства: Москве, Туле, Новгороде, Пскове, Устюжне Железопольской сложились предприятия мануфактурного типа. Самопальные мастера делились на ствольников, станочников, замочников и т.д., поскольку разные части орудий делали разные специалисты.
6.К концу XVI в. Московское правительство юридически оформило статус «казенных» кузнецов-оружейников, которые в просторечии получили прозвище «казюков». Особые права и привилегии казюков были отражены в Обельной грамоте (обелять тогда означало – освобождать от уплаты налогов и податей). Казенные кузнецы, освобожденные от посадских повинностей, были обязаны поставлять государству определенные изделия, главным образом самопалы. Казенные самопальные мастера главных оружейных центров – Москвы и Тулы – получали еще и казенный оклад: «московскому кузнецу по девяти денег, пушкарю по алтыну, а тульскому кузнецу с деловцом ярыжным (молотобойцем) по пяти денег человеку на день».
Стрелецкие самопалы

7.Работа по изготовлению самопалов как казюками, так и посадскими тягловыми мастерами была сдельной. Воевода уговаривался с мастерами за определенную цену. Для определения стоимости самопала он проводил «опытную поденную» работу. Производительность труда определялась в грамотах исходя из занятости мастеров «день и нощь, чтоб вам от нас в опале не быть». Оговаривался срок отправки самопалов в Москву. Все самопалы отсылались в Стрелецкий приказ: часть – в полном сборе, часть – стволами. В Москве самопалы подвергались окончательной обработке и носили уже название «казенных стрелецких самопалов».
8.Технология изготовления самопальных стволов изучена научными работниками Государственной Оружейной палаты Московского Кремля: «Стволы ковались из прямоугольной пластины толщиной в 7–8 мм, шириной 60–70 мм. Края полосы отковывались на скос («на нет»), затем полоса свертывалась по всей длине на круглом прутке железа, проваривалась и проковывалась. От проковки ствол удлинялся, поэтому делали осадку с обеих сторон, для этого сильно нагревали (добела) конец ствола и ударяли им о наковальню; железо «садилось», ствол укорачивался, концы ствола приобретали утолщения. Утолщения в казенной и дульной частях стволов предохраняли их от разрывов. Каналы стволов в большинстве своем не имели сверловки».
Первые металлургические заводы России

9.В 1632 г. голландский купец Андреас Виниус, получив от царя Михаила Фёдоровича жалованную грамоту, основал железоделательный завод для изготовления ядер и пушек. Завод Виниуса располагался в двенадцати верстах от Тулы на наемной земле, его основой служили четыре плотины. Верхняя была сооружена под деревней Слободкой, принадлежавшей Никольскому Веневскому монастырю. Вторая была расположена четырьмястами саженями ниже, в месте наиболее близкого схождения высоких берегов реки Тулицы. Третья – в трехстах саженях от второй, в месте впадения в Тулицу речки Глядяшки. Четвертая, самая нижняя плотина, была возведена на расстоянии восьмисот саженей от третьей, у села Торхова. Заводы у этих четырех плотин получили название Городищенских.
10.В 1648 г. в Москве, на реке Яузе, был построен вододействующий завод для изготовления ружей. Строил его ствольный мастер Франк Акин, которого нанял стольник Илья Милославский, отправленный послом в Нидерландские Штаты вскоре после вступления на российский престол царя Алексея Михайловича.
Русская Голландия
11.В 1652 г. около Тулы, на реке Скниге у деревни Ченцово голландцами Акемой и Марселиусом был выстроен завод «широкого профиля» для изготовления разных видов оружия. Голландцы выписали из-за границы литейщиков, молотобойцев, оружейников и других специалистов в количестве до 600 человек. По причине большого числа иностранцев на Ченцовском заводе была построена кирха.
12.Ченцовский оружейный завод играл особую роль. Здесь повышали квалификацию и обучались передовому ружейному производству тульские казенные кузнецы. При заводе функционировали молотовая фабрика для ковки «досок на мушкетные стволы» и для «вытягивания» стали на шпажные полосы, кузница для заварки стволов, «вертельня» для сверления и точильня для обеливания (полировки) стволов. В особых кузницах и отдельных мастерских изготавливались ружейные замки (жагры), ложи к ружьям, шпаги и другое холодное оружие.
Тульский оружейный завод
13.К началу XVIII в. сословие тульских оружейников насчитывало около двух тысяч человек. Помимо оружейного дела они занимались и другими металлургическими промыслами.
14.15 февраля 1712 г. по именному указу Петра I началось строительство Тульского оружейного завода (ТОЗ). Главное здание фабрики – большой каменный Оружейный двор (впоследствии Арсенал) строили с 1713 по 1718 г. пленные шведы. Предприятие оснащалось водяными машинами, «вертельными» станками, станками для «оттирания» (отделки) наружной и внутренней поверхности стволов. В производстве механизмов и инструментов использовались поверочные калибры. Вододействующие машины на реке Упе были построены русскими мастерами – кузнецом Марком Васильевым Сидоровым (Красильниковым) и солдатом Яковом Батищевым.
15.Фабрика начала работу в 1714 г. Спустя шесть лет при заводе работали около 1200 оружейников, которые ежегодно производили свыше 20 тыс. пехотных и драгунских ружей и пистолетов. В 1749 г. было начато массовое производство холодного оружия – сабель, палашей, шпаг.
16.На середину XVIII в. приходится расцвет тульского оружейного искусства. В это время необычайно возрос спрос на художественно украшенное тульское оружие. Удивительное по своему изяществу изобретение туляков – «алмазная грань» на металле уходит корнями именно в эту эпоху.
Сестрорецкий оружейный и инструментальный завод
17.Указ Петра I об основании второго казенного оружейного и инструментального завода России – Сестрорецкого – был подписан 20 сентября 1714 г. Выбранное для строительства шведское местечко Сестребек находилось на пересечении реки Сестра и Выборгской дороги. В 1703 г. здесь произошел бой между войсками Петра I и шведского генерала Крониорта, который лесами и болотами отступал за Выборг.
18.В 1719 г. к заводу были приписаны леса в окружности двухсот вёрст (от Петербурга до Выборга) со всеми землями, деревнями и крестьянами. На следующий год для возведения на реке Сестре плотины с Олонецких заводов прибыл мастер Венедикт Беэр с сыном Андреасом. В 1721 г. руководителем строительства был назначен В.И. де Геннин. За три года было построено 20 цехов и 28 вододействующих колес; 27 января 1724 г. Пётр I лично принял рапорт об открытии завода.
19.В 1727 г. завод временно прекратил выпуск оружия и был перепрофилирован в инструментальную фабрику; в это время на нем работало 683 человека, в том числе мастера, приглашенные из Пруссии и Польши.
Проблема оружейного металла
20.В первой половине XVIII в. оружейные заводы использовали железо, изготавливаемое кустарным способом в местах их расположения, а также железо, поставляемое с предприятий Урала (в то время за эти поставки отвечал Сибирский приказ, поэтому уральское железо часто называли сибирским).
21.Богатое месторождение железной руды находилось в 30 км от Тулы, в окрестностях г. Дедилова. Однако поставки металла сибирским приказом были оговорены уже в указе об основании Тульского оружейного завода. В 1719 г. генерал-фельдцехмейстер Яков Вилимович Брюс приказал «учинить разным сортам железа испытание, дабы узнать, которое из оных лучше на делание ружейных стволов годится».
22.«Для сего двадцать четыре человека лучших заварщиков, которым велено было сделать из ручного тульского и заводского тульского и сибирского железа по триста стволов, приведены были… в Успенской Соборной церкви к крестному целованию, и взята с них подпись, чтоб они под опасением… смертной казни, действовали… без всякого пристрастия. При «пробе порохом» разорвало большее число стволов из сибирского нежели из тульского заводского, а сих опять больше, нежели из ручного железа. Из сего сделано заключение, что ручное железо лучше тульского заводского, a сие опять лучше сибирского, и Указом от 11 Августа 1719 года велено делать все стволы из ручного железа…»
23.На использование местной железной руды, добываемой на Дыбунских болотах, перешел в 1735 г. и Сестрорецкий завод, которому был возвращен статус оружейного предприятия. Дыбунинская руда перерабатывалась на Чёрнореченских чугунолитейных заводах (закрытых в 1769 г. в связи с истощением месторождения).
При «пробе порохом» разорвало большее число стволов из сибирского нежели из тульского заводского, а сих опять больше, нежели из ручного железа. Из сего сделано заключение, что ручное железо лучше тульского заводского, a сие опять лучше сибирского...

Воюющая Россия
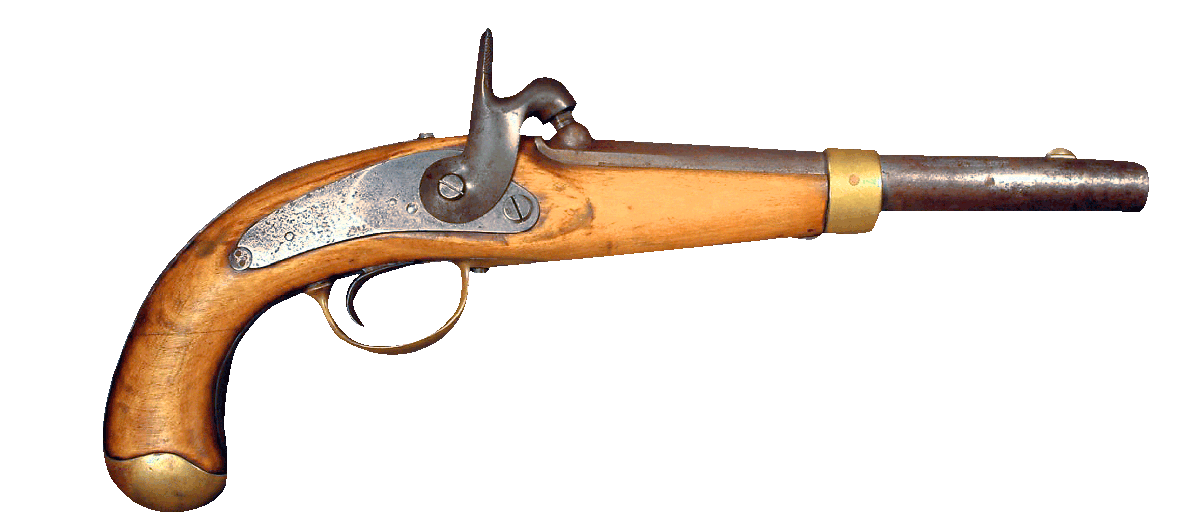
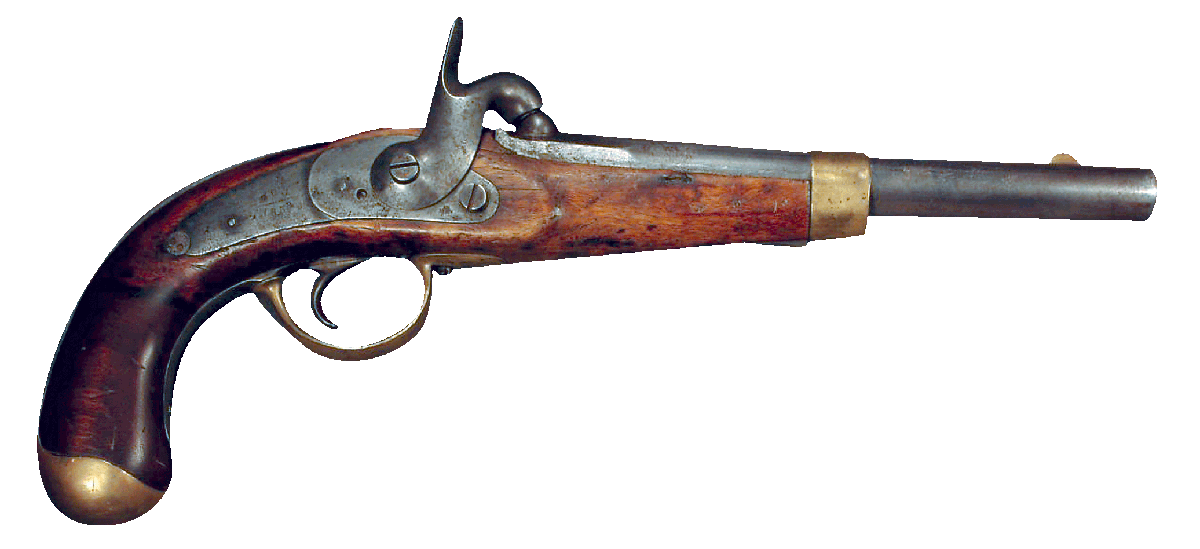
24.Во второй половине XVIII – начале XIX в. Россия практически непрерывно участвовала в войнах. Часто две-три войны шли одновременно на различных театрах боевых действий: с Польшей, Турцией, Швецией, Персией, Пруссией, Францией. Войны требовали непрерывного пополнения численности армии и усиленного снабжения её стрелковым и холодным оружием.
25.Особенно остро оружейная проблема встала с началом эпохи Наполеоновских войн. С 1805 по 1812 г. численность русской армии увеличилась с 489 до 716 тыс. человек. В 1812–1813 гг. по рекрутским наборам в армию поступило около 420 тыс. человек и еще более 230 тыс. пополнили ряды ополчения.
26.По мнению многих специалистов, положение дел с металлом для военной промышленности является наиболее объективным критерием оценки уровня развития металлургической и металлообрабатывающей промышленности страны. Основным оружейным заводом России в этот период был ТОЗ, на который металл поставляли 15 уральских горных заводов. Однако тульские мастера неизменно отдавали предпочтение железу, изготовленному в местных сыродутных горнах и ручных кузницах, причем приобретали наиболее дешевое, что негативно сказывалось на качестве оружия. Для пресечения этого была введена централизованная продажа мастерам уральского металла по низкой («казенной») цене, и с 1760-х годов уральское железо постепенно вытеснило местный металл с тульского оружейного рынка.


Кризис
27.К концу XVIII в. тульское оружейное производство находилось в бедственном положении. Его состояние подробно описал генерал-майор князь П.П. Долгоруков, вступивший в должность начальника ТОЗ в 1796 г. Из-за разлива полой воды и «ветхости машин» оружейники не работали по три-четыре месяца. Такие простои случались ежегодно. Оборудование завода сильно устарело как физически, так и морально, «работы производятся ручным инструментом и глазомером, хотя бы много из оных подлежало… для верности и успеху дела производить механическими инструментами».
28.Оставляла желать лучшего организация работ. «Существование цехов есть только пустое название без всякого установления и порядка. Нет в оных ни учеников, ни подмастерьев, а все именуются мастерами, от чего происходит важнейшая причина нерадивости к достижению настоящего искусства в ремесле, да и само разделение цехов не соответствует настоящему и нужному соделанию оружия… например, ствольный цех разделился… на шесть частей, и ныне имеет каждый своего старшину». Разделенные вопреки технологическим требованиям производства «заварщики», «сверлильщики», «тотчики», «чистильщики» не стремились выполнять работу качественно. При такой организации труда мастер, выполняя свою работу, не был уверен в том, что изготовленный ствол будет принят, и он получит свою заработную плату.

29.О количестве и квалификации оружейников, занятых в производстве, Долгоруков сообщает следующее: «По последней ревизии всех оружейников считается 5375 душ, из которых в цехах мастеров по списку состоит 2646 человек, в настоящей работе занято только 1885 человек. Прочие же… хотя и состоят в цеховых списках мастерами, но… никогда в ремеслах не упражнялись, а занимались сидельцами в лавках, питейных домах и прочими посторонними промыслами…»
30.Вызывало нарекания качество изготавливаемых ружей. Император Павел I в 1797 г. писал П.П. Долгорукову: «Господин генерал-майор князь Долгоруков. Ружья, сделанные на Тульских заводах для полков Гвардии, без починки к употреблению негодны, ежели вы в армию подобные сим отпустите, и об этом дойдет рапорт, то задельные с вас деньги взысканы быть имеют».
Метаморфозы ружейных стволов

31.Как и любой другой кризисный управляющий, Долгоруков начал с укрепления дисциплины и улучшения организации производства. С этой целью он разделил оружейников на пять цехов: ствольный, замочный, белого оружия, приборный и ложевой. Была создана отдельная артель мастеров, которая готовила металл для всех производств. Главным принципом стало нормирование работ, т.е. выполнение их «временными уроками».
32.В начале XIX в. ТОЗ поставлял армии в среднем около 45 тыс. ружей в год. В 1808 г. завод перешел на изготовление семилинейных ружей нового образца и с этого времени должен был производить ежегодно 59 616 ружей.
33.В судьбоносном 1812 г. наряд для казенных мастеровых составил 7000 ружей, для частных фабрикантов – 3000 новых ружей и 3000 переделанных из «старого оружия», т.е. всего 13000 ружей в месяц. Большой наряд частным производителям на переделку старого оружия и ремонт сломанного привел к тому, что тульские оружейники скупали у населения трофейные французские ружья. С них спиливали иностранные клейма и выбивали свои.
34.За годы войны с 1812 по 1815 г. оружейники Тулы – государственный завод вместе с частными фабриками – поставили казне 496 524 ружья (в том числе «передовых европейских систем»).
Лимитирующее звено
35.Несмотря на то что Тульский оружейный завод справился с государственными нарядами на поставку оружия, Отечественная война обнажила его отсталость. Не получая необходимых ассигнований, завод оставался почти сплошь деревянным, с беспорядочно разбросанными мастерскими и устарелой водяной системой.
36. Наиболее сложным участком технологической цепочки было ствольное производство. Его лимитирующими операциями являлись изготовление и заварка ствольной трубки. Брак при изготовлении стволов достигал 60 %. Причину этого на заводах видели в низком качестве используемого железа.
37.Технология изготовления ствольных заготовок детально описана коллежским советником доктором И.Х. Гамелем («Описание Тульского оружейного завода в историческом и техническом отношении», 1826 г.) и инспектором Сестрорецкого оружейного завода генерал-лейтенантом артиллерии И. Гогелем («Подробное наставление об изготовлении, употреблении и сбережении огнестрельного и белого солдатского оружия», 1825 г.).
38.Технологии имели по существу одно принципиальное различие: в Туле ствол изготавливался из двух частей: ствольной и казенной, которые затем объединялись кузнечной сваркой, в Сестрорецке применялась цельная ствольная заготовка, что позволяло сократить количество нагревов. В обоих случаях производились операции «пробивки досок», сгибания их в трубки, кузнечной заварки трубок по швам.
Заварка стволов
39.Первая операция – «пробивка досок» – заключалась в проковке металла из прутов в тонкие полосы (платинки). Она производилась в «домашних кузницах» мастером (его инструментом были клещи и маленький молот) и четырьмя молотобойцами, которые орудовали ручными двенадцатифунтовыми балдами (молотами). Пятый (подсобный) работник обслуживал меха. Для «пробивания» досок (в зависимости от используемой технологии – одной или двух – казенной и дульной) требовалось около получаса.
40.Далее следовало сгибание трубок. Платинки нагревались в горне и обрабатывались на специальной наковальне «балдами весом в семь фунтов». Изготовив партию трубок, приступали к их заварке.
41.«В верхний конец… трубки втыкается деревянная палка, служащая вместо рукоятки, и трубка кладется в горн, чтобы средняя часть оной лежала против самой формы (фурмы)…» Разогрев всей трубки до степени «вара» не допускался, так как мастер успевал заварить до остывания лишь небольшой участок шва длиной не более 75 мм. Кроме того, ствольный металл при неоднократных нагревах до высокой температуры разрушался.
42.«По вынутии из огня молотобоец втыкает в ствол костыль…», и мастер забивает его в трубку ударами о чугунную пластину. Затем «…мастер кладет трубку с костылем… на носик (наковальни), и молотобойцы… бьют по оной балдами до тех пор, пока края совершенно не заварятся…»
43.Дальнейшую заварку осуществляли, нагревая трубку участками длиной по два-три дюйма. «Когда заваривание доходит до конца трубки, то перед каждым положением трубки в огонь, отверстие оной затыкается свежим коровьим калом, дабы воздух не мог коснуться внутренней части ствола и причинить угара».
44.По тульской технологии еще одной дополнительной операцией являлось соединение двух трубок – дульной и казенной кузнечной сваркой.
45.В целом ковка платинок и заварка ствола требовали около 30 нагревов и примерно 3–4 часов непрерывной работы бригады из шести человек. В сутки оружейники могли заваривать 3–4 ствола. Однако, с учетом брака, за день удавалось изготовить 1–2 годных ружейных ствола. Механическая обработка наружной и внутренней частей ствола производилась в заводских условиях на вододействующем оборудовании.
Модернизация
46.Для внедрения передовых технологий следовало (по традиции) пригласить зарубежного специалиста. Им стал английский механик «Джон Джонс с сыном своим, Джоном же», прибывший в Тулу в 1814 г. «Ему поручено было разработать станок для штамповки замочных курков, что он исполнил с наилучшим успехом».
47.Однако определяющий вклад в успешную модернизацию оружейного завода внес отечественный специалист Павел Дмитриевич Захава, которого часто называют отцом тульского станкостроения. П.Д. Захава (1779–1839) был выдающимся механиком своего времени. Он родился в 1779 г. в семье черниговского казака и получил образование в Морском корпусе в Петербурге, в котором наряду с кадетами – дворянами проходили обучение и «гимназисты» из разночинцев. В 1802 г. Захава был произведен в унтер-лейтенанты морской артиллерии, а в 1803 г. назначен на Тульский оружейный завод для приема и разбраковки железа с уральских заводов.
48.В сентябре 1810 г. Захаву назначили главным механиком ТОЗ. Захава разработал и внедрил оригинальный станок для сверления и шустовальную машину для отделки канала ствола. Независимо от Захавы аналогичную машину собственной конструкции установил на Ижевском заводе другой известный механик Л.Ф. Сабакин (1746–1813). Труды Захавы были заслуженно отмечены: в 1815 г. его произвели в надворные советники.
49.Весной 1817 г. начальником Тульского оружейного завода был назначен генерал Е.Е. Штаден. По свидетельству современников, он имел «большие наклонности и страсть к механическим занятиям» и потому оказывал Захаве «особую доверенность» и способствовал его работам.
50.В 1818–1819 гг. Захава провел реорганизацию производства штыков, а затем сконструировал станки для обтачивания головки шомпола и нарезания казенного винта. По описи 1824 г. ТОЗ имел 198 станков, из них всего 10 были приобретены за границей. Под руководством Захавы успешно работала и фабрика математических инструментов. До нас дошли изготовленная Павлом Дмитриевичем готовальня (хранится в Государственном Эрмитаже), астролябия, транспортир. Там же изготовлялись «лекала большой точности».
51.В 1829 г. Захава представил проект реконструкции ТОЗ, который предусматривал возможность «подвести под действие паровых сил» все станки завода, который, к сожалению, не был реализован. Павел Дмитриевич Захава скончался 19 ноября 1839 г., его могила на старом Чулковском кладбище не сохранилась.
52.Параллельно осуществлялась модернизация Сестрорецкого завода. В 1808 г. его начальником был назначен подполковник Иван Ланкри, по проекту которого были созданы станки для штамповки и обработки ружейных деталей и механизмов. В 1826 г. оборудование Сестрорецкого завода было признано образцовым и рекомендовано для Тульского и Ижевского заводов.
На высшем уровне
53.Новое механическое оборудование, безусловно, повышало уровень производства, но главная проблема – качество оружейного металла – оставалась нерешенной. В Тулу металл поставляли казенные Гороблагодатские заводы: из 100 пудов полученного уклада на Тульском заводе принимали только 4 пуда, остальное браковали.

54.Ижевский оружейный завод, основанный столетием позже Тульского, изначально предназначался не только для изготовления оружия, но и для производства железа для других оружейных заводов. Первая партия ижевского железа поступила на ТОЗ в 1826 г., но тульские мастера признали металл непригодным. Сестрорецкие оружейники также предъявили претензии к ижевскому железу.
55.Нереализованным остался проект производства ствольных заготовок на уральских казенных заводах, равно как не удалось заинтересовать в поставке металла на оружейные заводы частных предпринимателей, в том числе владельцев Нижне-Тагильских заводов.
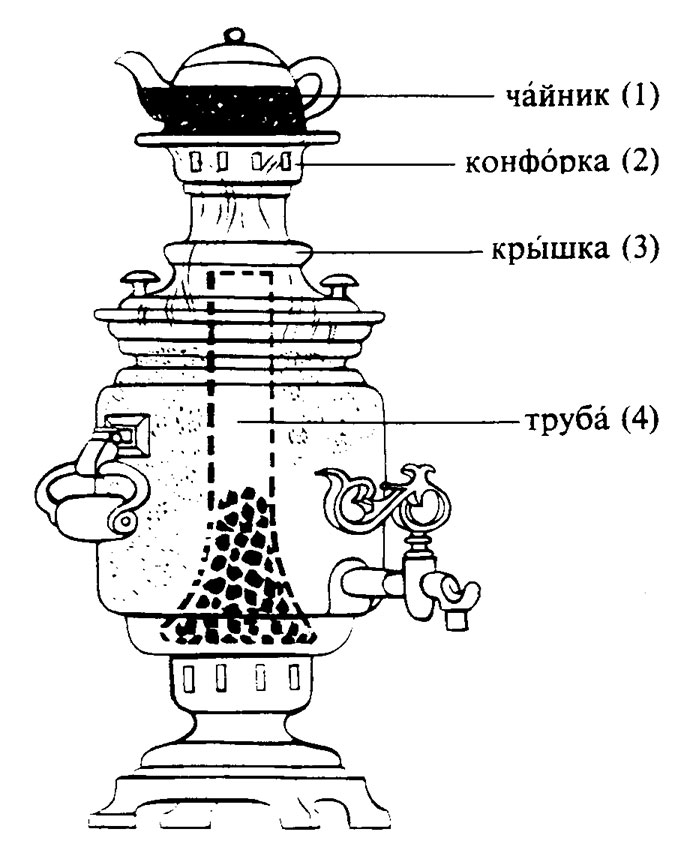
56.Постоянный конфликт между горным и артиллерийским ведомствами по поводу качества металла требовал разрешения. Горное ведомство утверждало, что основной причиной брака является низкий уровень квалификации оружейников. Пришлось поднимать проблему на государственный уровень и создавать для решения вопроса специальную структуру – «Комитет для приискания способов лучшей выделки железа и стали». Комитет начал работу в 1832 г. Но только в 1843 г. доставленное в Ижевск железо, изготовленное на Златоустовском заводе новым для России, но уже более четверти столетия известным в Европе, контуазским способом, позволило значительно сократить брак при производстве стволов.
Ижевский оружейный завод, основанный столетием позже Тульского, изначально предназначался не только для изготовления оружия, но и для производства железа для других оружейных заводов.
Петух клюнул
57.Только после поражения в Крымской войне дело сдвинулось с мертвой точки – было принято решение о производстве металла для стрелкового оружия в артиллерийском ведомстве. Наконец-то обратили внимание и на проблему кадров, причем не только инженерного и технического персонала, но и администрации железоделательного производства.
58.Проблему обучения технического персонала решали привычным способом: приглашением зарубежных специалистов. В 1855 г. Ижевскую железоделательную фабрику было решено реконструировать, а выделку железа контуазским способом поручить французским мастерам братьям Грандмонтан – Карлу, Осипу, Клавдию и Александру.
59.Контуазский способ кричного передела чугуна был разработан во Франции в 1820-х годах. Он быстро получил широкое распространение в Бельгии и Швеции.
60.В России опыты по использованию контуазского горна были начаты в 1838 г. на Никольском заводе Новгородской губернии. Инициатором стал гвардии капитан Евреинов, пригласивший из г. Оденкура братьев Грандмонтан. Французские специалисты пробыли на заводе Евреинова до 1846 г., после чего заключили шестилетний контракт для внедрения контуазского способа на казенном Гороблагодатском заводе Пермской губернии. Затем полтора года Грандмонтаны прослужили на Выксунском заводе Шепелевых в Нижегородской губернии и один год на Холунецком заводе Пономарева в Вятской. В 1855 г. они поступили на службу на Ижевский казенный завод, где проработали до 1861 г.
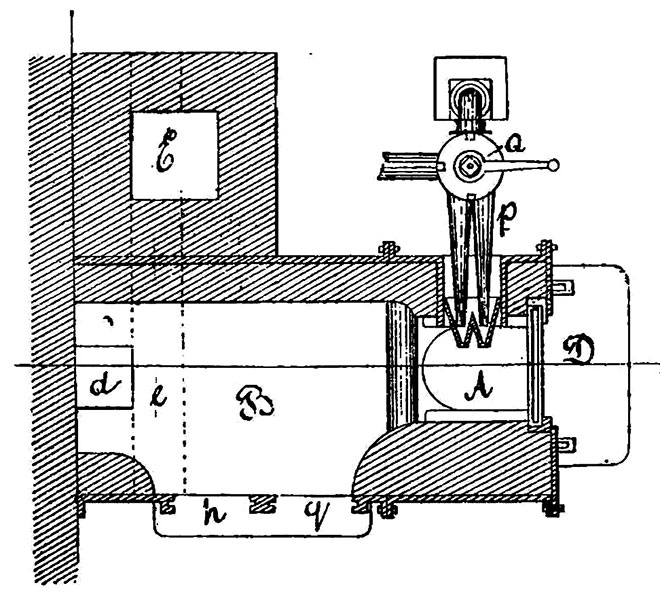
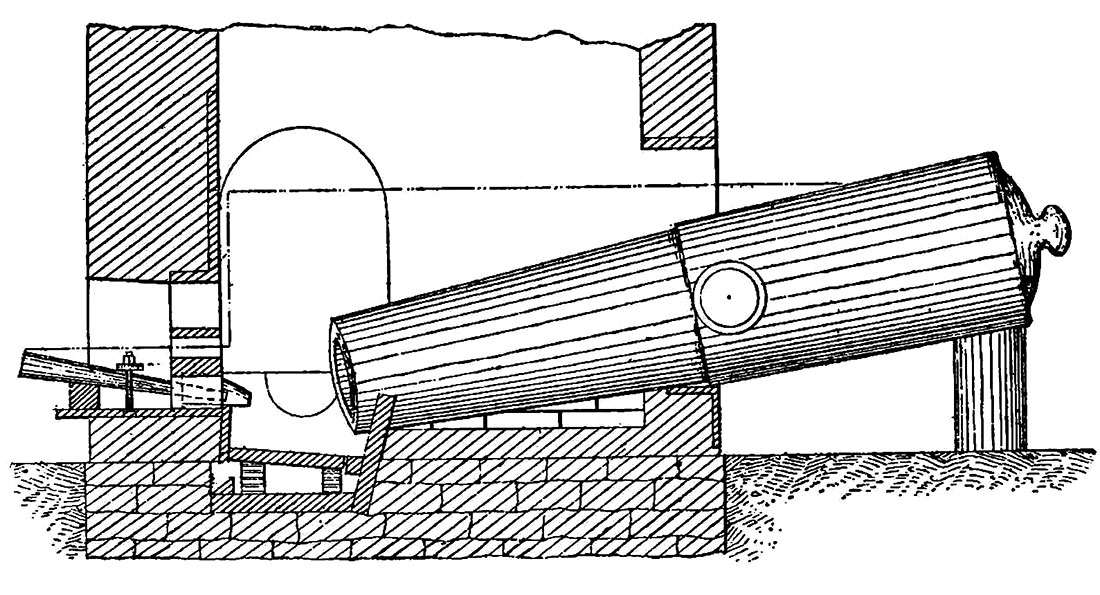
61.Особенность контуазского варианта кричного передела чугуна состояла в устройстве горна. Он оборудовался двумя фурмами, благодаря чему увеличивалась протяженность окислительной зоны и, следовательно, существенно возрастала производительность. Фурмы устанавливались с меньшим наклоном, чем в обыкновенных кричных горнах. Вследствие этого струя воздуха направлялась на «противофурменную доску». Чушку располагали таким образом, чтобы капли расплавленного чугуна стекали через струю воздуха на дно горна, куда помещались железистые шлаки и окалина. Предусматривался предварительный подогрев чушек чугуна теплом отходящих газов. Кроме того, в контуазских горнах можно было перерабатывать в сварочное железо амортизационный лом – чугунные изделия больших размеров (бракованные пушки, прокатные валки и т.п.).
62.Одним из условий контракта с Грандмонтанами являлось обучение необходимого числа заводских мастеровых производству высококачественного кричного железа. Однако данная специализация не пользовалась среди мастеровых популярностью. Как отмечалось в примечании к расценкам на изготовление железа, введенным в 1860 г., кричное производство «из всех прочих мастерств оружейного завода есть самое трудное, почему и мало желающих на посвящение себя этому ремеслу».
63.В знаменательном для истории страны 1861 г. все три отечественных оружейных завода всё же перешли на ижевское ствольное железо.
Радикальное решение
64.Пока на оружейных заводах России решали проблему получения высококачественного сварочного железа, в оружейном производстве Европы перешли на использование литой стали. Это было связано с быстрым распространением нарезного оружия, которое требовало высокой точности обработки канала ствола.
65.В стальных стволах канал высверливался в цельнокованой или прокатанной заготовке на станках «нового поколения» с приводом от паровой машины. Заготовки сварочного железа имели много раковин, плен и других дефектов и требовали проковки в сравнительно тонкие пластины. В виде цельных болванок они для изготовления нарезных стволов были непригодны. Поэтому стальные стволы выписывали из-за границы: из Англии, Германии и Бельгии.
66.На этот раз было принято радикальное решение: в 1872 г. Ижевский завод был передан в коммерческое управление полковнику П.А. Бильдерлингу. Главным условием контракта стало обеспечение всех оружейных заводов в течение шести лет 500 тыс. стальных стволов. Именно в период нахождения Ижевского завода в коммерческом управлении П.А. Бильдерлинга, а с 1879 г. Г.А. Стандершельда, на нем было налажено стабильно функционирующее производство стальных стволов. После этого в 1884 г. Ижевский оружейный завод был возвращен в казенное управление.
Металлургию с первого курса!

67.Воспитать инженерные и административные кадры оказалось еще сложнее. Для этого потребовалось провести реорганизацию учебных программ Михайловской артиллерийской академии. До 1870-х годов учебные дисциплины подразделялись на основные отделы: артиллерию, технологию, механику, химию и второстепенные предметы, к которым относились иностранные языки, математика, стратегия.
68.Металлургия, чугунолитейное дело и устройство печей входили в состав технологии наряду с пороходелием и ружейным делом. В 1875/76 учебном году металлургию начинали преподавать в младших классах академии (на первом и втором курсе), а в программу старших классов ввели новую учебную дисциплину – сталелитейное дело.
69.Важнейшим фактором успешного освоения знаний слушателями академии стало приглашение для чтения лекций выдающихся ученых. Металлургию студентам первого курса в течение многих лет читал основоположник металлографии и термической обработки стали Дмитрий Константинович Чернов.
70.Таким образом, в 1880-х годах в истории отечественной металлургической и оружейной промышленности завершился продолжительный период решения проблемы качества ствольного металла.
Самоварное дело

71.В то время как государственное оружейное производство в Туле регулярно сталкивалось с проблемами, частные промыслы в условиях жесткой конкуренции развивались стабильно и своевременно внедряли передовые инновационные разработки. Характерным примером является знаменитое самоварное производство.
72.Самовары – не столь древний предмет домашнего обихода, как может показаться. В петровские времена в России появились самовары-кофейники, популярные в то время в Западной Европе. В конструкции этих сосудов важную роль играло устройство в виде вынимающейся рамы с холщовым мешочком, в который засыпали молотый кофе. Таким образом в русский быт постепенно вошли самовары и кофейники, вытеснившие бытовавшие ранее виды отечественной медной посуды.
73.В 1730-х годах олонецкие и уральские заводы начали выпускать медные нагревательные сосуды с трубами: казаны, винокуренные кубы и «сбитенники», предназначенные для приготовления сбитня – старинного русского горячего напитка из меда с пряностями. Первое документальное упоминание о самоваре в России относится к 1746 г. В описи имущества Онежского Крестового монастыря упомянуты «два самовара с трубами зеленой меди».
74.Во второй половине XVIII в. конструкция «водогрейного сосуда» приобрела окончательный вид. Она состояла из вертикальной трубы-жаровни, в которую закладывали топливо – шишки, щепки, ветки. Заканчивалась труба конфоркой, на которую мог ставиться заварной чайник. Сосуд имел две ручки и снабжался колпачком-заглушкой и подставкой с ножками, предохраняющими поверхность стола от нагрева. В середине XIX в. чаепитие из самовара стало на Руси национальной традицией. Самовар, несмотря на весьма высокую стоимость, превратился в непременный атрибут русского дома. Именно в таком качестве он присутствует на живописных полотнах известных мастеров: «Вдовушка» П.А. Федотова, «Вечер на даче» И.Н. Крамского, «Купчиха за чаем» Б.М. Кустодиева.
Главный тульский промысел
75.Центром выпуска русских самоваров, завоевавших невиданную популярность, стала Тула. Появление первых тульских самоваров связывают с именем оружейника Федора Ивановича Лисицина. В 1760-х годах он основал частное предприятие, выпускавшее приборы для нагревания воды. Дело продолжили сыновья Иван и Назар Лисицыны, открывшее самоварное заведение на улице Штыковой в тульском Заречье в 1778 г.
76. В 1808 г. в Туле работало восемь самоварных фабрик. В 1812 г. открылась фабрика «Купцов Василия и Ивана Ломовых в Туле», в 1815 г. – Егора Черникова, в 1820 г. – Степана Киселева. Самовары тогда продавались на вес и стоили: из латуни – 64 руб. за пуд, из красной меди – 90 руб. за пуд. В 1840 г. за высокое качество самовары Ломовых одними из первых получили право носить государственный российский герб.
77.В 1850 г. в Туле было 28 самоварных фабрик, которые выпускали около 120 тыс. самоваров в год и множество других медных изделий. По переписи 1912–1913 гг. число самоварных фабрик в Туле достигло 50, с ежегодным выпуском 660 тыс. самоваров.


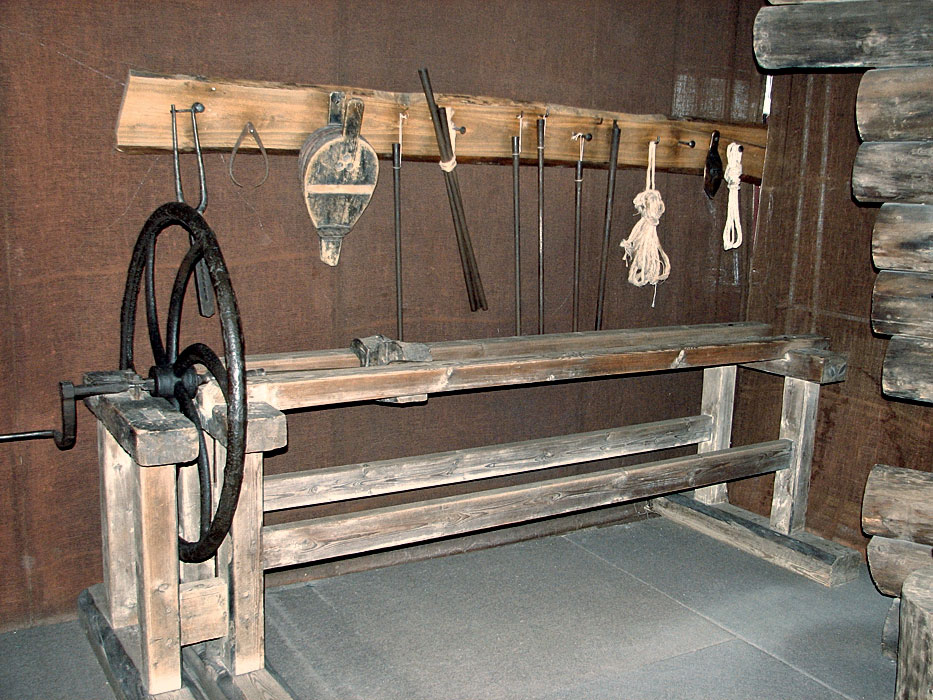
Фабричное оборудование

78.Главными орудиями труда в самоварных мастерских были специальные наковальни для ковки самоварных корпусов. Они назывались кобылинами; вертикальные кобылины для ковки гладких самоваров именовались также стойлами. Масса кобылин достигала двух пудов. Для «разгранки» самоваров применялись особые наковальни – гнедки; использовались паяльники для спайки кувшина с корпусом самовара, ножницы для резки металла, наборы молотков, штемпеля для клеймения самоваров.
79.На одной из самых крупных в Туле фабрик братьев Баташевых в 1889 г. работали 275 человек: 145 рабочих на самой фабрике и 130 кустарей на дому. Использование кустарей-надомников было обычной практикой для самоварного производства. Основная часть работы по изготовлению полуфабриката (стенок, поддонов, ручек, кранов) ложилась на плечи кустарей, токарная и слесарная отделка также производилась кустарями. Фабрика занималась сборкой, лужением, никелированием и окончательной отделкой самоваров.
80. Оборудование фабрики состояло из множества инструментов, одних только кобылин было более 300 штук, 42 токарных станка, 20 кузнечных горнов. Станки приводились в движение машинным приводом от парового двигателя мощностью в 12 л.с. За год фабрика Баташевых производила более 6000 штук самоваров.
Фасоны
81.Самовары изготавливали из меди, латуни, томпака. Часто использовали технику накладного серебра. В этом случае применяли серебрение мельхиора или меди. В 1880-х годах самовары стали никелировать. Иногда самовары изготавливали из железа и чугуна (на Луганском и Кушвинском заводах), а также из бронзы и серебра.
82.Фабрики выпускали самовары разных фасонов (форм). Ранние образцы часто повторяли формы, сложившиеся в медной русской посуде – братины или ендовы. Впоследствии корпус (тулово) обычно делали граненым, декорировали орнаментом из лепестков, напоминающих языки пламени. Популярными были фасоны вазы, банки, рюмки, репки, желудя, яйца и дули. Наиболее распространены были самовары вместимостью от 3 до 8 л. Делали самовары и на 12–15 л, для больших коллективов – так называемые «армейские» и «цыганские» самовары.
83.Существовали дорожные самовары, удобные в транспортировке (съемные ножки привинчивались шурупами, ручки прилегали к стенке). В Туле во второй половине XIX в. дорожные самовары выпускали фабрики Пелагеи Гудковой и наследников Ивана Капырзина.
84.К концу XIX в. число фасонов самоваров доходило до 165. В начале XX в. появляются новые типы самоваров: керосиновый, самовар фабрики Черниковых с устройством трубы сбоку, самовар «Паричко».

85.Керосиновые самовары с резервуаром для топлива выпускала основанная в 1870 г. фабрика прусского подданного Рейнгольда Тейле, и делали их только в Туле. Керосиновые самовары пользовались большим спросом за границей. Устройство самоваров фабрики Черниковых усиливало движение воздуха и способствовало быстрейшему закипанию воды.
86. В 1908 г. фабрика братьев Шахдат выпустила самовар со съемным кувшином – самовар «Паричко». Его конструкцию разработал инженер А. Ю. Паричко. Эти самовары были безопасны в пожарном отношении, не могли распаяться, как обычные самовары, если при топке в них не оказывалось воды. Благодаря устройству верхнего поддувала и возможности регулировать тягу вода в них долго оставалась горячей. Работали самовары «Паричко» на угле, спирте и другом топливе.


Клейма и медали

87.Обязательными атрибутами самоваров были клейма и медали. Иногда они дополнялись оттисками с портретами правящих императоров. Встречается на самоварах вензель владельца – это говорит о том, что изделие было сделано на заказ.
88.Самоварные клейма регистрировались Министерством торговли. Фабрикант, самовольно поставивший клеймо на самоваре, подвергался штрафу или заключению в тюрьму на срок от четырех до восьми месяцев. Подвергался наказанию и фабрикант, хранивший или продавший самовар с самовольно поставленным клеймом.
89.Признаком хорошего тона в среде самоварных фабрикантов было участие в выставках. Ярмарочные выставки устраивались с 15 июля по 25 августа; губернские, уездные и отраслевые (художественные, промышленные, сельскохозяйственные и специализированные) проводились в разных городах ежегодно. Желающие участвовать в выставках должны были представить несколькими образцами все разновидности своих изделий и снабдить свои самовары фабричными клеймами.
90.За лучшую представленную продукцию на выставках фабриканты получали медали. Высшей наградой всероссийских выставок считался государственный герб, утвержденный Министерством финансов за лучшие фабричные изделия.
Самоварные короли
91.Настоящими «самоварными королями» в Туле считались братья Василий и Александр Степановичи Баташевы.
92.Основателем знаменитой фабрики являлся оружейник Степан Федотович Баташев. Он был выходцем из Чулковой слободы, в 1819 г. открыл часовую мастерскую, потом мастерскую металлических вещей. В 1840 г. Степан Федотович начал заниматься медным делом и производством самоваров. Известно, что в 1849 г. на него работало 13 человек, за год было произведено 360 самоваров на сумму 1680 руб.
93.В 1849 г. Степан Федотович купил дворовое место и основал новую мастерскую на бывшей Протопоповской улице (она же Грязевская, сейчас – улица Лейтейзена). Фабрика просуществовала до 1861 г., когда на ней произошел пожар. Не выдержав удара, Степан Федотович скончался. Восстанавливать фабрику почти с нуля пришлось старшему сыну Василию (всего в семье было 11 детей), которому в то время было 18 лет. Помогали ему 13-летний Александр, который вместо того чтобы продолжать учебу, стал трудиться обычным рабочим, и Павел. Фабрику братья восстановили, более того, они её расширили: построили отдельный каменный корпус и кузницу, установили паровую машину.


94.В 1876 г. братья Баташевы учредили Торговый дом сроком на 6 лет. После раздела имущества наиболее успешно продолжал самоварное дело Василий Баташев. После его смерти в 1898 г. было создано «Товарищество паровой самоварной фабрики наследников Василия Степановича Баташева в Туле». Именно эта фабрика оставалась лучшей самоварной фабрикой Тулы в начале XX в. В 1915 г. она произвела 120 тыс. самоваров на сумму 1 605 755 руб.
95.Фабрика наследников В. С. Баташева выпускала 54 типа самоваров различных фасонов. Ни одна выставка в России и за границей не обходилась без тульского самовара фабрики Баташева. Такая популярность самоваров, клейменых фамилией Баташев, вызвала появление в Туле около 15 самоварных фабрик, которые делали «баташевские» самовары. Владельцами этих фабрик были лже-Баташевы, купившие (зарегистрировавшие) эту фамилию как торговую марку (клеймо).

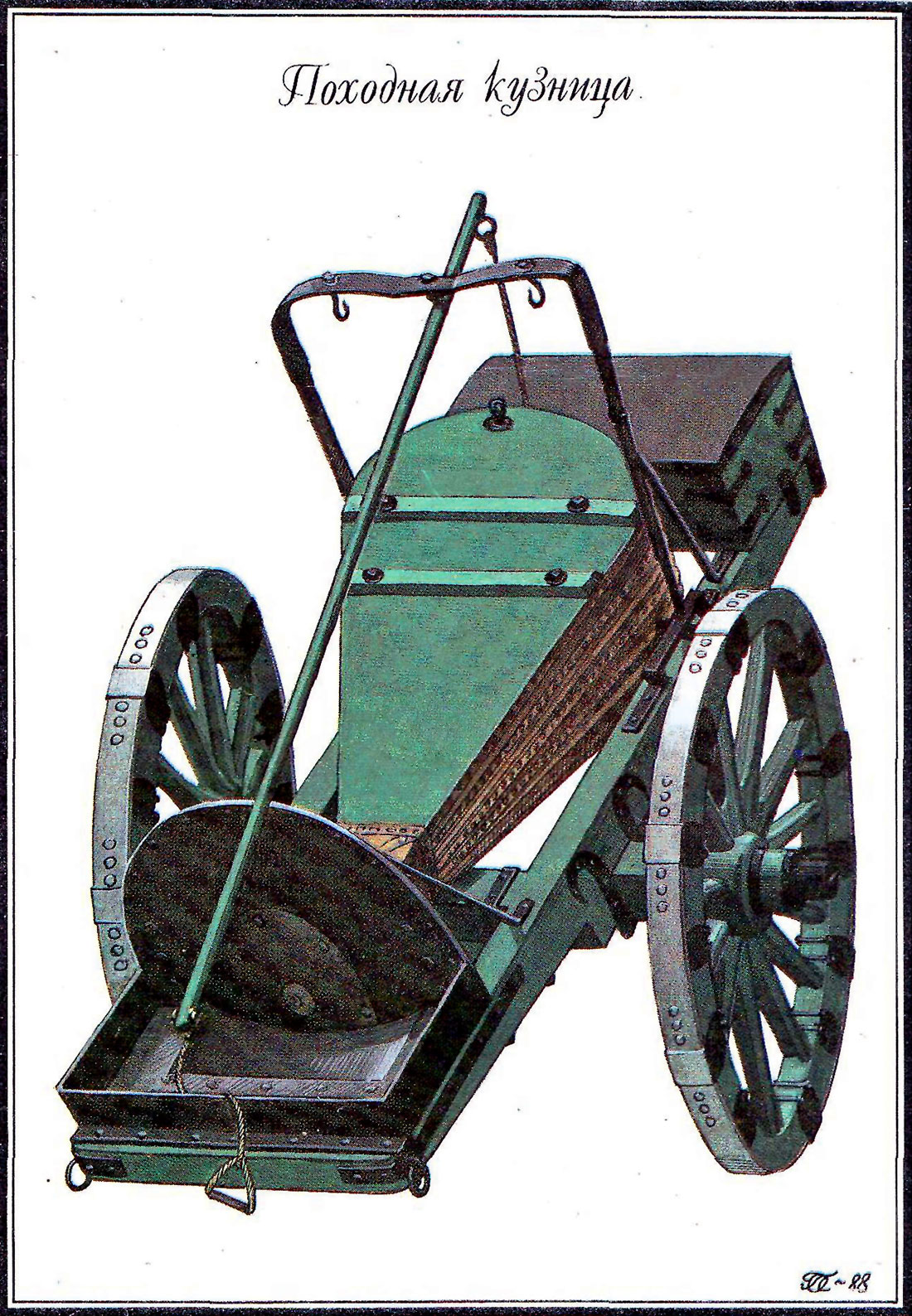
1916 г. походная военная кузница (снимок из семейного альбома Константина Родионовича Сидорова)