



Глава 5Немцы в России: судьба мастеров и технологий
Нехорошо иностранцев притеснять!
Милый сын, служи Отечеству со всем усердием, …не будь мздоимцем и наёмником. Не избирай службы, пока не закончишь …учения и не познаешь своих способностей, в службе поздно учиться.,,,,

1.Идея создания в России нового предприятия по производству высококачественного ручного оружия была высказана в конце XVIII в. президентом Берг-коллегии Александром Алябьевым и получила поддержку императора Павла I. Основной причиной строительства нового завода было то, что расположение главного оружейного предприятия (Тульского оружейного завода) в европейской части России на пути возможного движения вражеских войск представляло существенную проблему для обеспечения обороноспособности страны. Наполеону приписывают следующее высказывание по этому поводу: «Я иду на Москву и в одно или два сражения всё кончу. Я сожгу Тулу с её оружейным заводом и обезоружу эту страну…» В 1800 г. Павел I повелел организовать новый оружейный завод мощностью 100 тыс. единиц холодного и огнестрельного оружия в год.
Почему это актуально?
2.В истории России было немало периодов, когда признание отсталости в каком-либо вопросе требовало проведения модернизации, для чего, как правило, приглашались иностранные специалисты. Однако такой подход, помимо несомненных преимуществ, несёт определённые риски, о которых не стоит забывать и сегодня. И здесь история создания оружейного и инструментального производства в России может послужить наглядным уроком.
Молодой реформатор
3.Активное участие в организации нового оружейного производства принял член Берг-коллегии берггауптман Андрей Фёдорович Дерябин. Молодой специалист, только что вернувшийся после обучения за границей, грамотный техник и талантливый администратор обратил на себя внимание императора, который стал привлекать его к участию в комитетах и комиссиях по финансовому, военному и морскому ведомствам, в том числе в комиссии по Тульскому оружейному заводу.
4.Военное ведомство пыталось решить проблему Тульского завода в свойственной ему во все времена манере, т. е. запросило на его реконструкцию колоссальную сумму в 1,7 млн руб. С учётом того, что расходная часть бюджета России в 1803 г. составляла 109,4 млн. рублей, а для завода даже не нужен был персонал, затраты эти представлялись весьма сомнительными. По этой причине Дерябин составил проект упразднения оружейного производства в Туле с тем, чтобы распределить тульских оружейников по другим заводам. Впрочем, посетив по высочайшему повелению Тулу, от этой мысли он отказался.

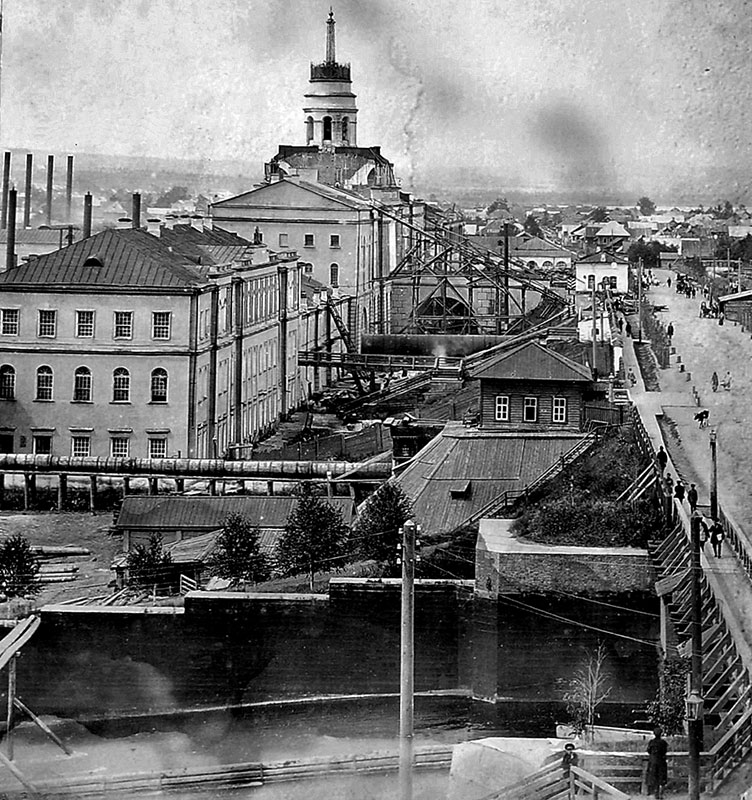
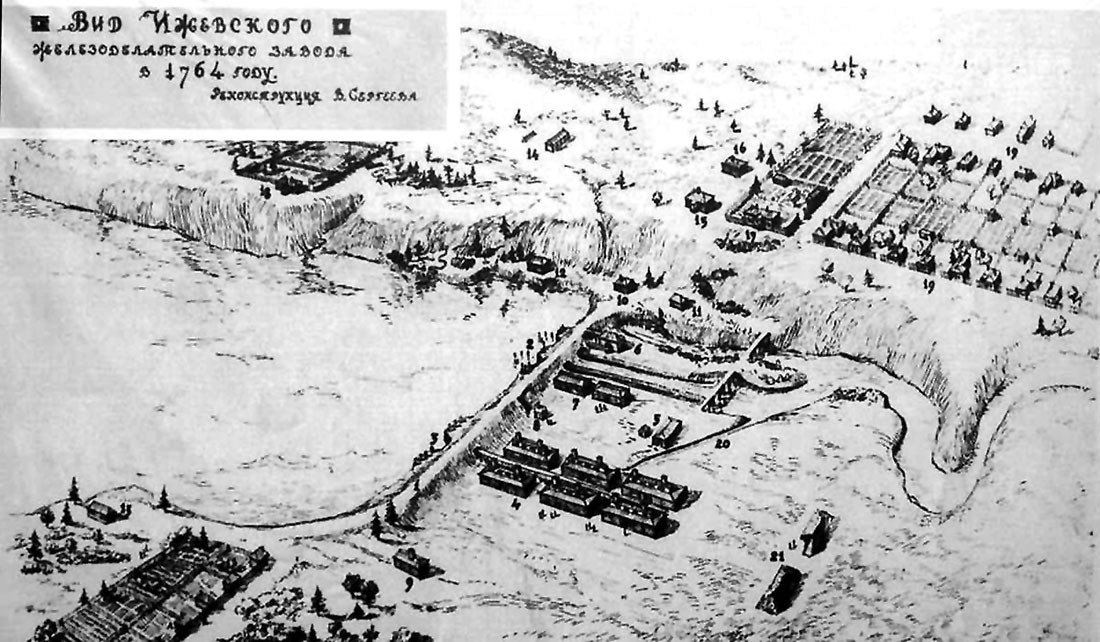
5.По разным важным причинам к реализации проекта приступили только в 1806 г., уже при императоре Александре I. Согласно предложению Дерябина создаваемое производство должно было быть распределённым: на отдельных заводах планировалось создать по артели или цеху для изготовления оружия. Для размещения основного производства был выбран Ижевский железоделательный завод, построенный в 1760 г. графом Петром Шуваловым, и отобранный за долги у его сына в казну уже в 1764 г. К заводу была приписана обширная территория, богатая лесом и пахотными землями.
6.20 февраля 1807 г. вышел Указ императора о поручении обер-берггауптману IV класса Дерябину строительства оружейного завода для производства 50—70 тыс. ед. холодного (белого) и огнестрельного оружия. На строительство было ассигновано 755 тыс. 182 руб. 50 коп. Проект Дерябина предусматривал помимо оружейного производства организацию еще и инструментального.
Кадровая проблема
7.Дерябин предлагал, чтобы основу персонала нового оружейного производства составили 309 мастеров Тульского оружейного завода, однако его начальник, генерал-лейтенант Чичерин, категорически отверг это предложение. Было решено нанимать специалистов за границей.

8.К решению кадрового вопроса был привлечен известный производитель стальных инструментов из Данцига Давид Гильгер, с которым был подписан договор на десять лет. Договор предусматривал ежегодную пенсию в 2500 руб. и возможность получения горного чина. В опасную поездку (в разгар наполеоновских войн) в «Ганновер, Саксонию, Герцогство Бергское и в Литтих (Люттих, совр. Льеж)» Давид Гильгер отправился вместе с Августом Поппе.
9.В 1807 г. в Ижевск начали прибывать иностранные мастера-оружейники и инструментальщики, большинство с семьями и родственниками. Последняя партия иностранцев прибыла в сентябре 1808 г. Всего был нанят 151 специалист.
10.Несмотря на то что Дерябин заблаговременно отдал распоряжение о «немедленном приготовлении квартир», сразу расселить всех приезжих, как иностранцев, так и русских чиновников и специалистов, не удалось. Поскольку из Европы регулярно приходили тревожные вести, требовалось как можно скорее запустить собственно оружейное производство, на что и были брошены основные силы. Доходило до того, что рабочие, занятые днём на постройке завода, ночью занимались строительством жилья. Даже через год, в ноябре 1808 г., полицмейстер Ижевского завода сообщал Дерябину, что во вновь выстроенных домах нет печей по причине отсутствия кирпича, нет стёкол в окнах, а мастера «все заняты казённой работою».
Инструментальное производство
11.Дерябин приступил к осуществлению своей идеи по распространению передовых западных технологий на вверенных ему заводах. В Воткинске была основана временная мастерская для снабжения инструментом строящегося производства. На первое сентября 1808 г. были построены: фабрика по производству цементованной стали с двумя печами, мастерской огнеупорного кирпича и кузницей для холодного оружия, кузница для заварки оружейных стволов и кузница для ковки деталей оружейных замков и холодного оружия.

12.В Санкт-Петербурге Дерябин закупил качественный английский инструмент: наковальни, тиски, молотки, пилы и т.п., а также английскую инструментальную сталь. Он разослал копии этого инструмента по всем заводам своего ведения с приказом изготавливать инструмент по этим моделям.
13.Прибывшие иностранцы в первое время были заняты практически только изготовлением инструмента, новые производства вводились постепенно, по мере приезда соответствующих специалистов. Параллельно шло обучение русских учеников, на 24 иностранных мастера и 48 подмастерьев приходилось 202 русских ученика.

«Могущественный временщик»
14.28 октября 1808 г. оружейный и железоделательный заводы в Ижевске были официально переданы из горного ведомства в военное. При этом по расценкам этого года стоимость ижевского оружия была примерно на треть ниже, чем производимого в Туле (8—9 руб. против 12—13).
15.Передача завода в военное ведомство совпала с назначением военным министром «могущественного временщика» графа Алексея Аракчеева, получившего печальную известность своими жёсткими методами управления, которые при блестящих внешних результатах, зачастую закладывали «бомбу замедленного действия» под объект управления. Первым военным начальником Ижевского завода был назначен ставленник Аракчеева, выходец их Гамбурга, майор артиллерии Вильгельм Яковлевич Шейдеман.
16.Шейдеман распорядился закрыть инструментальную мастерскую, а из иностранных специалистов оставил только 17 человек. В феврале 1809 г. вышло распоряжение Аракчеева, по которому было «велено всех учеников и рабочих оружейного завода, находящихся на заводах ведомства Дерябина, передать на Ижевский оружейный и при горных заводах оружейного мастерства уже не иметь». В октябре того же года было отменено право частных заводовладельцев производить оружие и его части для поставки в Ижевск (к этой практике вернулись только через полвека).
17.В принципе со стороны военного ведомства это был логичный шаг – Дерябин организовывал производство с учётом того, что окружающие заводы также находились в его подчинении. Военное ведомство, не желая заниматься организацией взаимодействия с горным министерством, а тем более с «частниками», решило вопрос наиболее простым способом, выведя из своего подчинения всё, что не относилось к оружейному производству.
18.Действия Аракчеева и Шейдемана разрушили систему, созданную Дерябиным, многие иностранные мастера уехали, а русские специалисты, не согласные с действиями нового начальства или неугодные ему, подвергались травле. Разумеется, это сказалось на сроках окончательного ввода производства и качестве изделий.
Честные шотландцы
19.Ситуация изменилась после того, как 20 января 1810 г. военным министром был назначен Михаил Богданович Барклай-де-Толли. Была создана комиссия, по результатам работы которой Шейдеман был обвинён в срыве сроков строительства завода и казнокрадстве и отправлен в тюрьму. Для надзора за начальником заводов была введена должность инспектора, на которую был назначен Ермолай Ермолаевич Грен.
20.Генерал-майор артиллерии Ермолай Грен (как и Барклай-де-Толли) происходил из старинного шотландского рода. Что касается его личных и служебных качеств, то проницательный министр, безусловно, не ошибся в выборе. Например, знаменитая «кавалерист-девица» Надежда Дурова (Грен был приятелем её отца) характеризовала его так: «Он был один из тех прямодушных, снисходительных и вместе строгих людей, которых служба так полезна государству во всех отношениях. Они обыкновенно исполняют свои обязанности усердно и в точности; имеют обширные сведения по своей части, потому что неусыпно вникают во всё, что к ней относится; …любимы подчинёнными, потому что исправляют их, наказывают и награждают отечески; уважаются правительством, потому что служат твёрдою подпорою всем его распоряжениям».
21.Основной продукцией завода стало пехотное гладкоствольное ружьё «нумер 15» калибра 17,7 мм (семилинейное) образца 1808 г., созданное для унификации вооружения пехоты. Производились штуцеры (егерские, уланские и конногвардейские), карабины (кирасирские и гусарские), драгунские мушкеты, егерские ружья, кремнёвые мушкетоны образца 1809 г., пистолеты. Братьями Филиппом и Вильгельмом Боде было организовано производство «украшенного» огнестрельного оружия. Производилось и холодное оружие: тесаки, кирасирские палаши, драгунские сабли, короткие алебарды, артиллерийские и кавалерийские пики. Выпуск холодного оружия полностью прекратился в 1835 г., когда единственным его производителем стала оружейная фабрика в Златоусте.
«Кузюки» Златоуста

22.Златоустовский (Косотурский) завод на реке Ай основал в 1754 г. Иван (Меньшой) Перфильевич Мосолов (Масалов) – тульский оружейник и мануфактурщик, который вместе с тремя братьями создал промышленную компанию, с 1728 г. строившую и эксплуатировавшую металлургические заводы. После раздела имущества компании Златоустовский завод достался Максиму Перфильевичу Мосолову, который завершил его строительство в 1763 г. В состав предприятия входили: 2 доменные печи, 2 медеплавильные печи, 34 молота, 45 железных рудников.
23.В 1769 г. завод был продан тульскому купцу 1-й гильдии Лариону Лугинину. Под управлением Лугинина на Златоустовских заводах был организован полный цикл производства — от руды до готовой продукции, в том числе из цементированной стали.
24.В этот период сформировалось коренное население Златоуста, которое стали называть «кузюками». Это коллективное прозвище имело два оттенка: иногда оно подчёркивало «оброслость хозяйством и известную умственную неподвижность», а иногда характеризовало человека как рачительного хозяина. Прозвище пришло из Тулы вместе с вывезенным оттуда персоналом завода. Со временем кузюки стали противопоставляться прибывшим на завод зарубежным специалистам (немцам) и неустроенным пришлым работникам. В начале XIX в. на заводе работали 560 приписных мастеровых и 200—250 вольнонаемных работников. В 1820-х годах в Златоуст были переселены еще около 700 выходцев из Тулы с Тагильского завода Демидовых, которые также стали считаться кузюками.
Основной продукцией завода стало пехотное гладкоствольное ружьё «нумер 15» калибра 17,7 мм (семилинейное) образца 1808 г., созданное для унификации вооружения пехоты.
Мечта Андреаса Кнауфе
25.В 1796 г. заводы перешли московскому купцу Андрею Андреевичу Кнауфу (Андреасу Кнауфе). Кнауф и его управляющие серьёзно занимались развитием производства, в частности, в 1805 г. в Златоусте по проекту Харитона Коротина была построена новая доменная печь и обжигательные печи, в которых руда «обжигалась тем жаром, коим плавка производится», т.е. для её обжига использовались отходящие газы доменной печи. Основной продукцией заводов были якоря, полосовое и шинное железо. В 1808 г. было организовано производство кос-литовок. Мечтой Кнауфа было создание в Златоусте производства качественного стального инструмента «на манер немецкого».
26.9 апреля 1809 г. Кнауф заключил контракт с Александром фон Эверсманом. Эверсман должен был привлечь на завод немецких специалистов и организовать производство дефицитных стальных инструментов и бытовых изделий. Эверсман развил бурную деятельность, в частности, обратился за помощью к Гильгеру, который инициировал в 1810 г. переезд в Златоуст 52 немецких специалистов, оказавшихся не у дел на Ижевском заводе вследствие вышеупомянутого распоряжения Шейдемана.
27.18 июля 1811 г. два известных золингенских оружейника Петер Вейерсберг и Иоганн Вильгельм Шмидт от своего имени и от лица некоторых своих коллег написали Эверсману письмо, в котором предлагали свои услуги по организации в России оружейной фабрики по типу золингенской. Эверсман обратился с этим предложением к Дерябину, ставшему к тому времени во главе Департамента горных и соляных дел, а тот, в свою очередь, – через министра финансов графа Гурьева к Александру I. Император одобрил идею, и Дерябин представил проект дорогостоящего предприятия министру финансов.

28.В 1811 г. Златоустовские заводы перешли в казённое управление. На их базе был образован Златоустовский горный округ, управляющим которого был назначен обер-бергмейстер Михаил Кляйнер.
29.Ознакомившись с вверенным ему производством, Кляйнер составил доклад, в котором справедливо отмечал, что золингенские мастера в Златоусте уже есть, но при том «русские мастера знают дело даже лучше». С учётом того, что завод производит качественную сталь, Кляйнер считал его подходящим для оружейного производства и предлагал оставить его «в настоящем виде, не делая перемен», в том числе не приглашать золингенцев. Однако в дело умело вмешался Эверсман, предложивший правительству варианты удешевления проекта.
30.Наилучший момент для вывоза немецких мастеров наступил, когда русские войска вступили в пределы Пруссии. 4 июня 1813 г. Эверсман был командирован в немецкие земли для заключения контрактов с производителями холодного и огнестрельного оружия.
Эверсман Август Фридрих Александр Фон
Родился в г. Галле в 1759 г. в 1781 г. он получил звание горного комиссара и поручение осмотреть фабрики и копи в графстве Марк (Вестфалия), которое выполнил столь блестяще, что прусское правительство отправило его на стажировку в Англию и Шотландию, после которой он был назначен фабричным комиссаром в графство Марк. в 1806 г. Эверсман отказался от предложенной ему должности в созданном наполеоном герцогстве Марк и отправился в Россию.

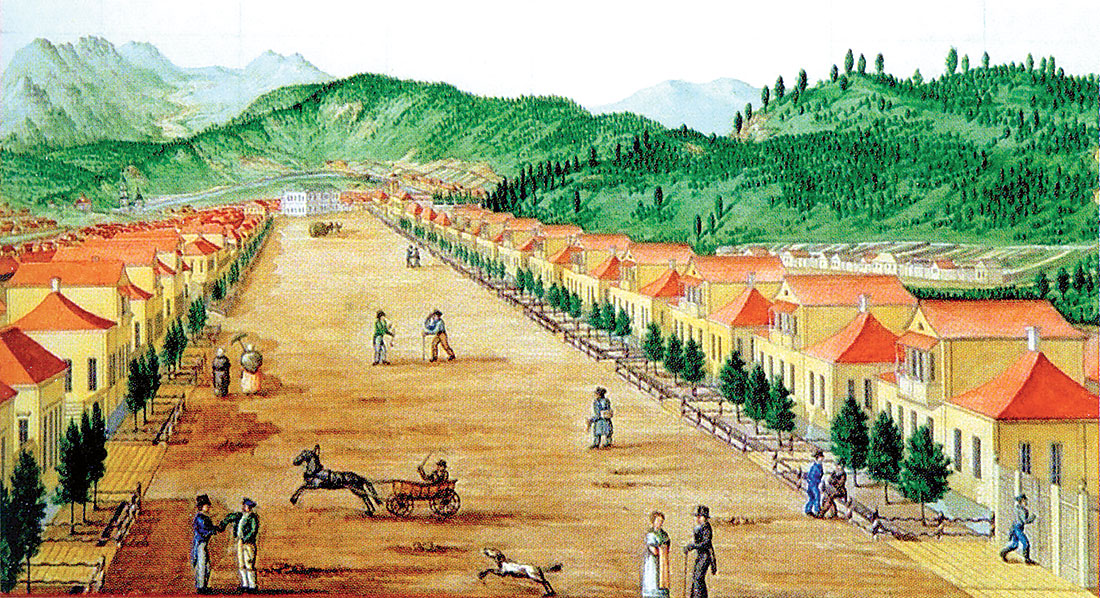
Вид на Златоустовский завод. Акварель Ф. Чернявского

«Дорогие учителя»
31.Контракт заключался на пятилетний срок и мог быть продлён исключительно по желанию самого мастера. Предусматривалась компенсация переезда в Россию и обратно после окончания контракта, бесплатное жильё, включая его отопление, огород и покос («сколько потребуется»). Предоставлялся «полный социальный пакет»: бесплатное лечение всех членов семьи мастера и школьное обучение детей. Размер годового жалованья составлял, в зависимости от квалификации мастера, от 1 до 2,5 тыс. руб. (примерно в десять раз больше годовой зарплаты русских мастеров и гораздо больше того, что оружейники получали в Золингене). За обучение русского ученика мастер получал ещё 500 руб. в год. В итоге немецкий специалист зарабатывал больше заводского начальства.
32.В случае смерти оружейника его семья получала пенсию вполовину его заработка, причём выплаты, вопреки российским правилам, сохранялись даже в том случае, если вдова вновь выходила замуж. Мастера и их дети освобождались от рекрутской повинности и всех существовавших в Российской империи видов налогов. Наиболее ценные специалисты оговаривали получение в подарок двух коров и лошадь, а также «казённого человека для услужения».
33.В 1814 г. 130 человек из Золингена были доставлены в Санкт-Петербург и затем отправились на Урал. Таким образом, количество немецких переселенцев, считая жён и детей, достигло 182 человек.
34.Искусный переговорщикОфициальное открытие «Фабрики дела белого оружия, разных стальных и железных изделий» состоялось 16 декабря 1815 г. Ее директором был назначен Эверсман.
35.На первоначальное устройство завода правительством было выдано 300 тыс. руб. За 5 лет иностранные специалисты должны были обучить такое количество русских мастеров, чтобы фабрика могла производить ежегодно не менее 30 тыс. единиц холодного оружия. Однако так было на бумаге, реальность же внесла свои коррективы в самое ближайшее время.
36.Главной проблемой было отсутствие какого-либо детального плана устройства фабрики. Эверсман оказался куда более искусным переговорщиком, чем организатором. На первых порах вместо фабрики существовали лишь отдельные кустарные мастерские. Даже в 1828 г. производство велось во многом «надомным» способом. Каменное здание фабрики объединившее в себе всю производственную цепочку, было построено только в 1839 г.
37.Согласно «дорожной карте» заработать на полную мощность фабрика должна была к июлю 1820 г. Однако уже 7 марта 1817 г. высочайшим рескриптом военному министру Златоустовская фабрика назначалась единственным предприятием империи, производившим холодное оружие для нужд армии. Она же должна была осуществлять его ремонт (что весьма странно, учитывая отдалённость Урала от мест квартирования армейских частей).
38.Возникшие проблемы привлекли внимание горного начальства, на фабрику была снаряжена специальная комиссия, которая, ознакомившись с состоянием дел, пришла к выводу, что «различные мастерства, фабрику составляющие, состояли и производились без всякой между собой соразмерности», а также наблюдалось «совершенное отсутствие фабричного порядка».
39.1 октября 1817 г. Эверсман был с почётом отправлен в отставку с формулировкой «по болезни», которая не помешала ему вскоре жениться и прожить ещё 20 лет. Помимо пенсии в размере полного оклада (9 тыс. руб.) он получил проездные (6 тыс. руб.) и вскоре отправился в Санкт-Петербург.
Горное начальство сделало всё возможное, чтобы император остался доволен тем, как живут и работают «его золингенцы». Неудовольствие государя вызвала лишь жалоба одного из мастеров на то, что в его доме (в сентябре) не были вставлены зимние рамы. Нарекание от императора («Нехорошо иностранцев притеснять!») за это получил помощник управителя фабрики маркшейдер Павел Аносов.
…для России необременительно
40.Место Эверсмана занял начальник Златоустовского горного округа Антон Фурман. Он оказался дельным руководителем, в короткий срок навел на фабрике порядок, разделил ее на отделения и цехи, упорядочив основные производственные операции. Были установлены нормы выработки («уроки») и введена «задельная» плата.
41.К иностранным специалистам Фурман относился скептически – по его оценке из 74 мастеров таковыми были только 29. В отчётах он регулярно приводил примеры непрофессионализма «дорогих учителей», особенно делая упор на то, что на 1 января 1819 г. в его распоряжении было 125 русских мастеров, «вполне знающих дело по изготовлению оружия» и «не уступающих по искусству германцам».
42.Итоги деятельности Антона Фурмана на посту директора фабрики были впечатляющими. Если в 1817 операционном (финансовом — с мая 1817 по май 1818 г.) году было произведено 3933 единицы холодного оружия, то год спустя – уже 18200 единиц. В следующем, 1819 г., оружия было изготовлено 25541 единиц, а на проектную мощность (более 30 тыс. единиц) фабрика вышла в 1821 г.
43.Однако в 1820 г. на заводе по распоряжению министра финансов началась масштабная ревизия, причиной которой послужила «антинемецкая» деятельность Фурмана – иностранные специалисты традиционно не экономили на бумаге, сообщая в столицу о притеснениях со стороны местного начальства, а Александр I отличался чрезмерно трепетным к ним отношением. Так, по свидетельству современников, император во время посещения Златоуста в 1824 г. высказался, что для России необременительно содержать 200 немецких семейств, даже если бы они и не приносили никакой пользы.
44.На время следствия Антон Фурман был отстранён от руководства; несмотря на положительные результаты проверки к руководству фабрикой его не вернули, и в дальнейшем он служил в Санкт-Петербурге в Министерстве финансов и Горном департаменте. Уехавшего в Санкт-Петербург Фурмана заменил возвращённый оттуда Кляйнер, который в сентябре 1820 г. был назначен горным начальником округа и директором оружейной фабрики.
«Нехорошо иностранцев притеснять!»
45.К 1821 г. организация Златоустовской оружейной фабрики была в целом завершена. В городе к тому времени проживало 147 семей иностранцев общим числом 454 человека, потребности которых ещё многие десятки лет создавали проблемы для оружейной фабрики и Министерства финансов. Часть их прошений удовлетворялась, некоторые, признанные, по выражению графа Канкрина, «затейливыми», отвергались.
46.В сентябре 1824 г. Златоуст посетил император Александр I. Он живо интересовался, как обстоят дела со столь важным для государства и затратным проектом. Горное начальство сделало всё возможное, чтобы император остался доволен тем, как живут и работают «его золингенцы». Неудовольствие государя вызвала лишь жалоба одного из мастеров на то, что в его доме (в сентябре) не были вставлены зимние рамы. Нарекание от императора («Нехорошо иностранцев притеснять!») за это получил помощник управителя фабрики маркшейдер Павел Аносов.
«Дело белого оружия»
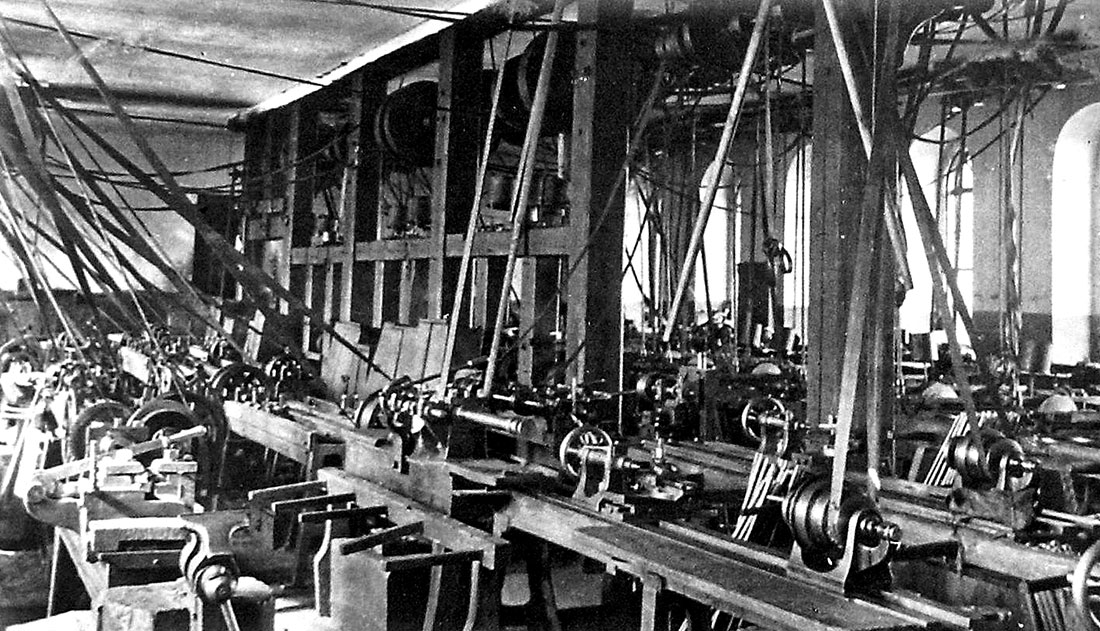
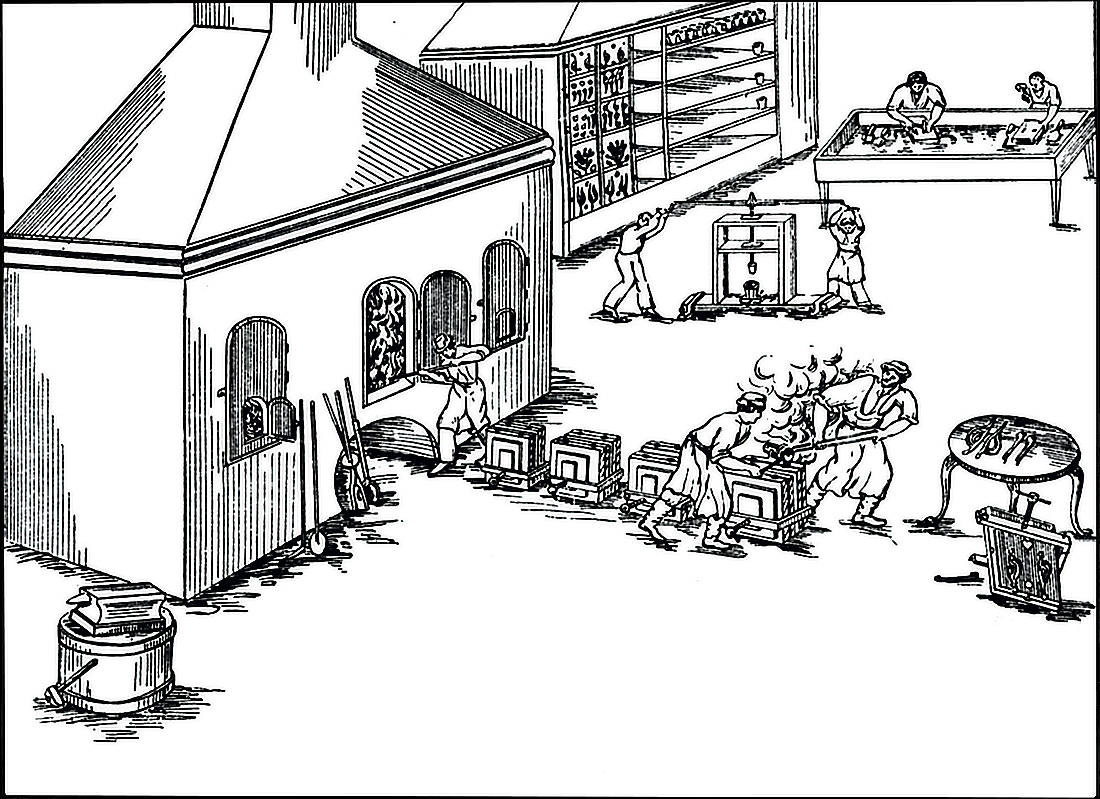
47.Производственный комплекс Златоустовской оружейной фабрики окончательно сформировался с постройкой капитальных каменных строений арсенала (1833 г.) и собственно фабрики (1839 г.). Она должна была изготавливать все основные виды холодного оружия: гусарские сабли, кирасирские и драгунские палаши, армейские и гвардейские тесаки, охотничьи ножи, а также выполнять специальные заказы на создание парадного («украшенного») художественного оружия.
48.В состав фабрики входило несколько отделений: стальное, клинковое, ножевое, эфесное, кирасное (появилось позднее), арсенальное и подённое (вспомогательные работы). В каждом цехе работала артель, состоящая из мастера, подмастерья и нескольких работников. Оружейную сталь изготавливали в стальном отделении, состоящем из четырёх цехов: «дела сырой стали», рафинирования стали, приготовления «кованцев» и инструментального цеха.
«Сырая сталь»
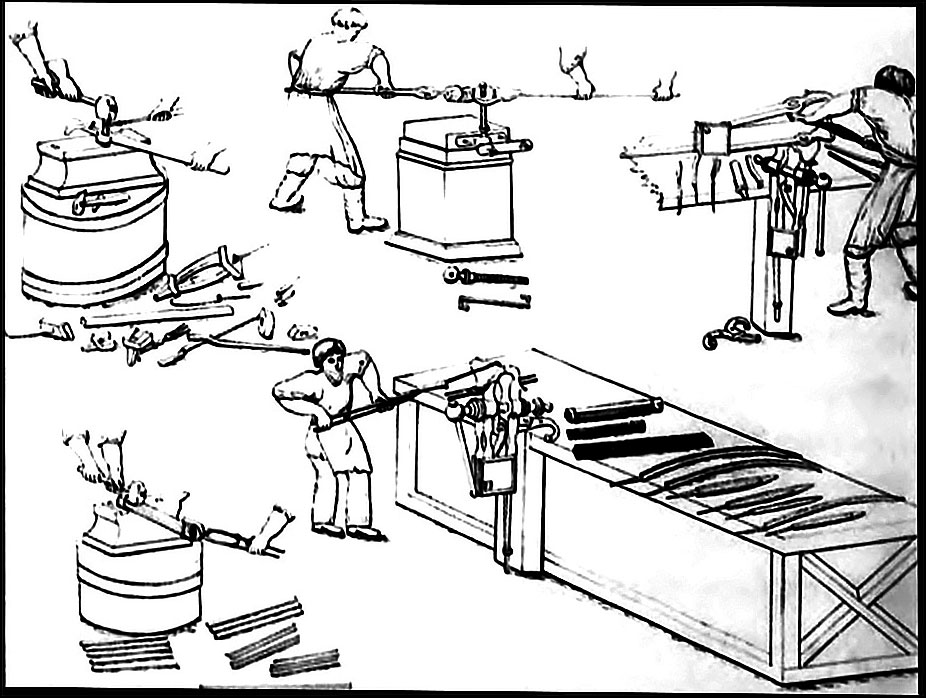
49.Исходным материалом для получения «сырой стали» служил чугун, который перерабатывался кричным способом в несколько стадий. На первой стадии производилось «отбеливание» (удаление примесей, в первую очередь кремния) чугуна путём переплава его в кричных горнах. Слитки полученного полупродукта – чугуна с пониженным содержанием примесей и углерода поступали на «жжение стальных криц» в следующие кричные горны, в которых производилось окончательное обезуглероживание металла с получением «сырой стали», т.е. процесс вели таким образом, что углерод выгорал не полностью, а до содержания, необходимого для клинкового металла. При этом содержание углерода снижалось не только из-за его окисления в токе воздуха, но и из-за разбавления железом: в горн загружали около 7 пудов отбеленного чугуна и примерно 1 пуд железных обрезков. Таким образом осуществлялась переработка «оборотных отходов» железа, образующихся в производстве.
50.При отсутствии тигельного переплава металла описанная технология представляла собой единственно возможный способ получения стали с более-менее равномерным распределением углерода. Тем не менее полученный металл не обладал необходимой однородностью и требовал дальнейшей обработки (отсюда и название «сырая сталь»). В сутки один мастер с артелью переплавлял до 100 пудов чугуна с получением 93 пудов «сырой стали».
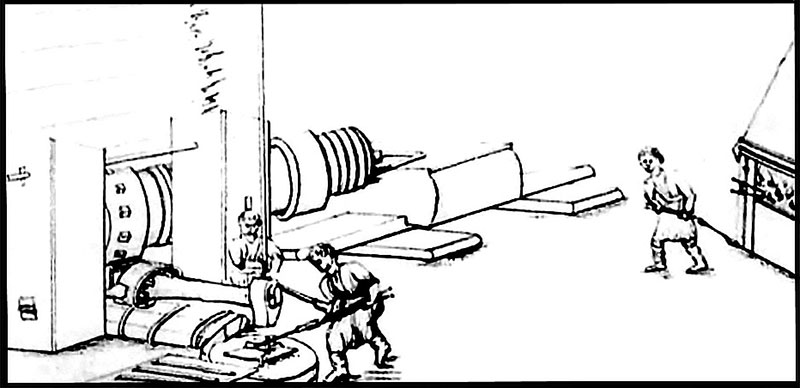
51.Разогретый добела брусок — заготовка из «сырой стали» (прокованная под молотом крица) — подвергался «пробивке в ленты», т.е. расковывался в тонкие полоски под трёхпудовым хвостовым молотом, делавшим до 350 ударов в минуту. В результате получались ленты шириной 2,5 дюйма, длиной около 2 футов и толщиной 0,25 дюйма (около 6 мм). Небольшая толщина металла позволяла обнаружить и вырубить дефекты. Полученные ленты закаливали в воде и сортировали по внешнему виду и излому на три сорта («твёрдая», «средняя» и «мягкая» сталь) и брак.
«Выварная» сталь
52.Сортовые полосы собирали в пакеты по 20 штук, нагревали в горне и проковывали в бруски под молотом («кузнечная сварка»). Заготовки дифференцировались в зависимости от назначения. На офицерское оружие шла сталь только первого сорта, для солдатских клинков применялась сталь первого (в середине пакета) и второго сорта в пропорции 1:2, на сапёрные тесаки шли две части стали второго сорта и одна часть третьего сорта (с условием, что внешние слои из стали второго сорта).
53.Затем заготовки рассекали пополам, половинки складывали и вновь сваривали; эта операция повторялась дважды. В результате получалась «односварочная» сталь, которая шла на производство слесарных пил и прочего «грубого инструмента». Для получения «двухвыварной» стали, из которой, собственно, и производили клинки, «одновыварную» сталь снова «пробивали в ленты» и все операции повторялись. Использование столь сложной и затратной технологии производства стальных заготовок было обусловлено необходимостью получения максимально однородного металла в условиях его производства из кричной, а не литой стали.
54.Полученные стальные бруски нагревались до красного каления и проковывались под молотом с получением «кованца», т.е. заготовки специальной формы, зависящей от вида оружия, для изготовления которого она применялась. Масса кованца была строго регламентирована, и мастер не имел права на ошибку (допустимое отклонение (ремедиум) составляло один золотник на фунт, т.е. около 1 % масс.). Кованец принимался браковщиком, клеймился и направлялся в клинковое отделение, состоящее из цехов ковки, калки (закалки), точки и полировки.
Ковочный цех
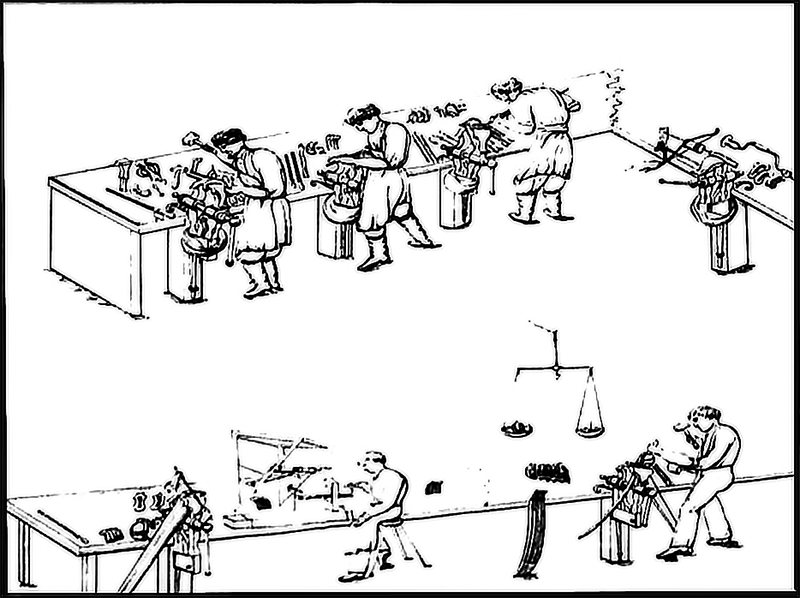
55.В ковочном цехе работали 21 мастер, 10 подмастерьев и 21 работник. Ковка клинка осуществлялась с помощью обычного кузнечного горна, но на специальных наковальнях. Они изготавливались из железа в виде четырёхгранной усечённой пирамиды, на рабочую (лицевую) поверхность которой была наварена сталь.
56.С одной стороны лицевой поверхности располагались три празины (жёлоба), а с другой – ещё одна, а также четырёхгранные отверстия, в которые вставлялись вкладыши, рабочая поверхность которых имела специальный профиль. С помощью набора вкладышей осуществлялось придание требуемой формы одной стороне клинка. Для придания формы противоположной стороне использовались надавки такого же профиля, как у вкладышей. Нагретый кованец помещался между владышем и надавкой, по которой наносились удары молотом.
57.С помощью набора вкладышей и надавок разной формы клинок отковывался по всей длине. Наборы формировались в соответствии с присланными из Санкт-Петербурга образцами оружия и регулярно проверялись с помощью калибров, хранящихся в арсенале. Мастера, в совершенстве освоившие клинковую ковку, как правило, не делали ни одного лишнего удара и за смену отковывали от 4 до 7 клинков (в зависимости от вида).
58.К откованному стальному клинку приваривался железный хвостовик (для насадки рукояти), поскольку стальной, получив закалку, мог при сильном ударе обломиться. Далее изделие принимал браковщик, ставивший на годном клинке своё клеймо, причём оплата за ковку производилась только по годным изделиям.
Калочный цех
59.Откованный клинок поступал в калочный цех, где работали три мастера. Закалку осуществляли в проточной холодной воде из речки Громотухи, которая поступала по водоводу в закалочный ящик (простое, но эффективное изобретение Степана Татаринова – предшественника Аносова на посту директора фабрики).
60.Работа кальщиков считалась одной из наиболее ответственных во всём производстве, поскольку при несоблюдении режима термообработки в брак могло пойти изделие, не имевшее до этого ни малейших дефектов. Для получения качественного закалённого изделия мастер должен был выбрать правильную температуру закалки в зависимости от сорта используемой стали. Правильность процесса закалки определялась по шуму воды при опускании в неё раскалённого клинка.
61.Простая закалка использовалась только при изготовлении слесарных пил, требующих максимальной твёрдости, все оружейные клинки подвергались операции отпуска, т.е. повторного нагрева после закалки, при котором металл избавлялся от излишней хрупкости. Поскольку точных приборов для определения температуры металла в то время не было, кальщики ориентировались на цвет металла.
62.При отпуске использовались температуры, которым соответствовали цвета: жёлтый (наиболее высокая температура и самая малая степень отпуска), фиолетовый, синий и зелёный. Причём некоторые клинки требовали комбинированного отпуска – например, лезвие сапёрного ножа доводилось до фиолетового цвета, а в месте удара – до соломенного; ещё более сложному отпуску подвергались впоследствии клинки из литой стали и булата.
63.Браковщик осматривал термообработанный клинок на предмет внешних дефектов, проверял его упругость, размеры, и клеймил годные клинки.
Точка и полировка
64.В цехе точки и полировки на клинке сначала вытачивали дол (желобок вдоль клинка), а затем затачивали лезвие. По золингенской технологии дол протачивался с помощью точила большого диаметра вдоль клинка без использования воды, клингентальцы (некоторые мастера приехали из Клингенталя) использовали «мокрую» точку маленькими точилами поперёк клинка. При «сухой» точке клинок сильно нагревался и после окончания операции вновь направлялся в калочный цех, где подвергался нагреву до синего цвета.
65.Перед полировкой производили пробу клинка троекратным ударом плашмя о деревянный конус. Обточенный и прошедший испытание клинок полировали на деревянных кругах с использованием наждака, а затем лощили на таких же кругах, но уже с использованием древесного угля; также для лощения применялась кожа. На офицерских клинках дополнительно «наводилась высокая английская политура» с помощью специального состава, в результате клинок приобретал зеркальный блеск.
66.Готовый клинок подвергали стандартному испытанию – трижды ударяли о сухое берёзовое полено и изгибали до определённой меры, после чего годные клинки отправлялись в эфесное отделение, а негодные – в арсенал для выяснения причины брака. Для демонстрации высочайшего качества оружия иностранным путешественникам и высокому начальству существовало ещё одно испытание – клинок зажимали в тиски и загибали в разные стороны до половины окружности до 20 раз.
67.В эфесном отделении из «зелёной меди» и томпака – медно-цинковых сплавов с добавками олова и свинца, отливали эфесы и «прибор» (металлические детали рукояти и ножен). После зачистки эфесы присаживались к клинкам, производилась окончательная сборка, готовое оружие снабжалось железными или деревянными, обтянутыми кожей, ножнами. Полностью укомплектованное оружие поступало в арсенал, где аттестовалось приёмщиками от артиллерийского ведомства, упаковывалось в ящики и с ближайшим караваном отправлялось по назначению.
«Украшенное» оружие
68.Традиция производства «украшенного» оружия пришла в Златоуст вместе с Вильгельмом Никлаусом Шафом и его сыном Вильгельмом, которых Эверсман рекомендовал как «первых, по своему искусству, золингенских фабрикантов по изготовлению выпуклого золочения» и «украшению клинков надписями и рисунками золотом и серебром».
69.По используемой золингенскими мастерами технологии на клинок наносился слой киновари, на котором после сушки процарапывался иглой рисунок. Подготовленный клинок помещался в чан с травильным раствором (квасцы, чёрный купорос и поваренная соль, разведённые в спирте), в результате чего на металле появлялся протравленный рисунок. Если металл подвергался синению, то после очистки от киновари он помещался на раскалённые угли, а полученная синяя оксидная плёнка закреплялась охлаждением в льняном масле.
70.Для «огневого» золочения наносился новый слой киновари или лака. Он также процарапывался в соответствии с рисунком будущей позолоты. После этого на очищенные от краски места наносилась жидкость, способствующая лучшему соединению золота с подложкой, – золингенцы держали её состав в секрете, а русские мастера использовали «медную воду» (раствор медного купороса). На подготовленные таким образом области наносилась амальгама, состоящая из одной части золота и девяти частей ртути. После этого изделие нагревалось, ртуть испарялась, а золото «прикипало» к стали.
71.Полученный тонкий слой позолоты практически не выступал над поверхностью металла, поэтому такая позолота называлась плоской. Существовал также способ нанесения «возвышенной» позолоты. В этом случае на первом этапе будущий рисунок закрывался краской, а фон вытравливался для создания рельефа. Затем на возвышенные (нетравленые) части обычным способом наносилась позолота. Для получения «высокой» позолоты фон протравливался глубже, а позолоту наносили гуще.
72.Золочение «через огонь» использовалось в России и ранее, однако оно применялось в основном для изделий из меди. Со сталью по такой технологии работали лишь несколько тульских мастеров, которые держали технологию в секрете. Испаряющаяся ртуть и травильные растворы представляли огромную опасность для здоровья мастеров. Некоторые не доживали и до сорока лет. Только в марте 1878 г. заведующий отделением «украшенного» оружия Байер доложил об успешном окончании опытов по гальваническому золочению, в результате чего от огневого золочения, хотя и не сразу, отказались.

73.«Шафова дюжина»Поскольку планировалось организовать производство так, чтобы «фабрика могла одними русскими мастерами, без всякой помощи иностранцев, выделывать достаточное количество белого оружия», Шафы обязывались готовить специалистов по отделке оружия из русских учеников. Однако, приехав в Златоуст в 1815 г. они только в конце 1817 г. под давлением Фурмана вынуждены были набрать двенадцать учеников.
74.Ученики были в возрасте от 13 до 18 лет, имели художественную подготовку и до поступления к Шафам работали в чертёжной мастерской завода. Иван Бушуев, Пётр Тележников и Семён Фетисов были уже людьми женатыми и имели чин унтер-шихтмейстеров, остальные числились «маркшейдерскими учениками». Среди младших были два брата Петра Тележникова – Максим и Фёдор, брат Ивана Бушуева – Ефим, а также Иван Бояршинов. Тележниковы и Бояршинов происходили из семей потомственных иконописцев знаменитой строгановской школы, отцы их при Лугинине получили возможность профессионально заниматься живописью, поэтому художественный уровень подготовки учеников Шафов был на высоте.
75.Все члены «шафовой дюжины» позднее стали известными специалистами по отделке оружия, некоторые из них были награждены горным ведомством и лично императором.
Уникальный стиль

76.Обучение длилось недолго, вскоре в Санкт-Петербург стали регулярно отправлять клинки, украшенные русскими мастерами. В это время на фабрике было установлено правило, согласно которому «украшенное» оружие изготавливалось «в два ряда», т. е. в двух экземплярах, один из которых оставался в коллекции заводского арсенала.
77.4 июня 1818 г. Фурман, отправляя очередную партию клинков, отмечал в письме министру финансов, что «сии ученики уже работают ничем не хуже своих учителей и без малейшей их помощи». Русские ученики, освоив технику декорирования металла, создавали клинки, превосходящие шафовские по уровню художественной отделки. Дело в том, что Шафы были ремесленниками высочайшего класса, но не были художниками. Арсенал их художественных приёмов был довольно скуден. В то же время их ученики, приученные к живописи с детства, вскоре начали усложнять оформление, размещая на металле целые сюжетные сцены, и в итоге создали свой собственный уникальный стиль.
78.Основным новшеством было то, что изображение рисовали тонкой кисточкой, смоченной в растворе киновари, прямо на металле – это давало возможность мастерам, прекрасно владеющим кистью, изображать всё, на что хватало фантазии. После вытравки фона и очистки клинка от киновари щетками и мыльной водой получался рисунок, представляющий собой рельеф полированной стали на матовом травлёном фоне. Затем клинок подвергался синению и золочению.
«Шаф и сыновья»
79.Вильгельм Шаф был не в восторге от творчества своих подопечных, которое подрывало его монополию, и не только не поддерживал его, но и всячески порицал учеников перед начальством за излишнюю смелость и риск испортить дорогое оружие.
80.Кстати, по приказанию горного начальства Вильгельм Шаф изложил свою технологию, включая «секретную» часть, на бумаге с условием, что она будет храниться в сейфе до его отъезда из Златоуста. По некоторым данным, бумага была обнаружена только через 60 лет, в конце XIX в., что не мешало оружейной фабрике всё это время делать великолепное «украшенное» оружие.
81.В 1823 г. Шафы были уволены за «неусердие их к интересам службы и своекорысть». Получив всё причитающееся по контракту, они выпросили у Александра I ещё 16 тыс. руб., на которые открыли в Санкт-Петербурге оружейную мастерскую. Закупая в Золингене дешёвые клинки, фирма «Шаф и сыновья» производила из них украшенное офицерское и наградное оружие. Несмотря на то что оружие «от деда Шафа» сильно не дотягивало по качеству до златоустовского, оно было в моде среди столичных офицеров, и фирма успешно просуществовала до 1917 г.
Златоустовская гравюра на стали
82.После отъезда Шафов должность старшего мастера отделения «украшенного» оружия занял Иван Бушуев. Его «фирменным знаком» было изображение скачущего Пегаса, который стал символом златоустовской школы. Вторым мастером в 1826 г. был назначен Иван Бояршинов. Период с 1820 по 1830 г. считается золотым временем златоустовского искусства гравюры на стали.
83.Горное начальство прекрасно сознавало, что «украшенное» оружие является в первую очередь произведением искусства, поэтому подготовке и совершенствованию мастерства художников, украшавших клинки, уделялось большое внимание, «дабы не упало искусство». В 1822 г. «для приобретения новых идей и вообще ознакомления со вкусом» в Санкт-Петербург были направлены Семён Фетисов и Пётр Тележников, через год к семилетней учёбе в Академии художеств приступили Павел Уткин, Ефим Бушуев и Фёдор Тележников. В 1827 г. в Академию был откомандирован Иван Бушуев, а в 1832—1833 гг. там совершенствовался Иван Бояршинов.
84.Мастера Оружейной фабрики перенимали и опыт известных оружейников. В 1834 г. в Тифлис, к известному мастеру Кахраману Элизарову, были направлены эфесный мастер Василий Южаков и кузнец Карл Вольферц. Они не только переняли у знаменитого мастера способ изготовления сварочного булата, но и освоили технику насечки стали серебром и золотом и чеканку по серебру. Несколько мастеров были отправлены «в Персию и Бухарию для изучения булатного дела. По возвращении на фабрику они передали несколько приемов, употребляемых на Востоке при выделке оружия, и показали способ разнообразить узоры на клинках», – писал в 1857 г. О. Максимов в «Артиллерийском журнале».
85.Заказы на художественно «украшенное» оружие были особенно велики в начале 1820-х годов в связи с празднованием юбилеев Отечественной войны 1812 г. В это время выпуск парадного оружия на Златоустовской фабрике достигал 2,5 тыс. штук в год. В последующие годы правительственные заказы на парадное оружие существенно сократились, изготовление его в больших количествах было признано невыгодным, а в 1834 г. отделение закрыли, и мастера высокой квалификации были переведены на другие работы.
Мифы об Иванко Крылатко
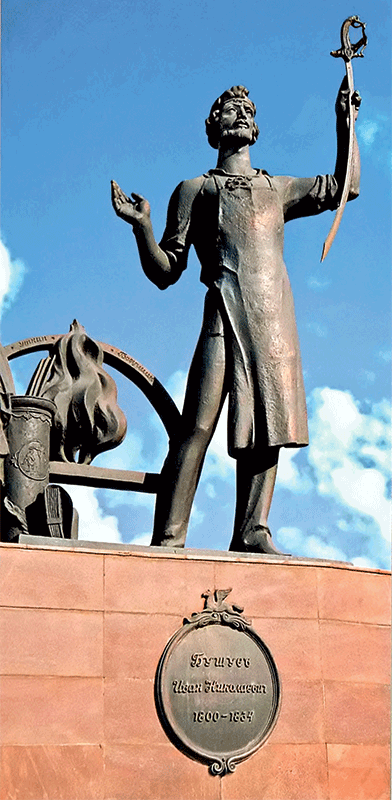
86.Иван Бушуев известен большинству по сказке Павла Бажова «Иванко Крылатко» и памятнику в Златоусте. К сожалению, оба образа имеют мало отношения к реальному мастеру Бушуеву.
87.Род Бушуевых происходит их района Перми. Иван Бушуев родился, по некоторым сведениям, в 1798 г. Его отец, Николай Никитич, состоял при заводской чертёжной мастерской, делал копии с живописных полотен и писал иконы. Близкими друзьями Николая Бушуева были художники и иконописцы Пётр Климентьевич Бояршинов и Александр Ефтихиевич Тележников.
88.В 15 лет Иван окончил главную заводскую школу. В 1815 г., когда ему исполнилось 17 лет, способного молодого человека определили в чертёжную мастерскую в чине унтер-шихтмейстера III класса с окладом 60 руб. в год. Наиболее ранние работы Ивана Бушуева относятся к 1818 г., а всего им было украшено более полутора сотен клинков.
89.Реальный Иван Бушуев, в отличие от бажовского Иванко Крылатко, не был забитым и неграмотным мальчиком-сиротой, он был горным унтер-офицером, который должен был носить мундир, быть выбритым и аккуратно подстриженным, а отнюдь не бородатым мужиком с гривой волос, перетянутых ремешком в «славянском» стиле. Поэтому прекрасный памятник, воздвигнутый в честь мастера в Златоусте, можно считать лишь данью уважения ему, но никак не его изображением.
90.Известный публицист и издатель «Отечественных записок» Павел Петрович Свиньин, посетивший Златоуст, так характеризовал Ивана Бушуева: «Бушуев – молодой человек, обещает много хорошего, ибо имеет страсть к своему художеству и душу пылкую. Сверх того, он любит словесность и пописывает стишки. ...Особенно прославился искусством в позолоте клинков и не только перенял оное в совершенстве от Шафов, привезших сей секрет из Золингена, но ещё усовершенствовал оный, ибо дошёл до способа починивать позолоту, ежели она с первого разу не выйдет».
91.Работа Бушуева высоко оценивалась горным начальством и лично императором. Уже через 2 года после получения первого чина, в 1819 г., он получил очередной. До звания унтер-шихтмейстера I класса он дослужился в 1828 г. По предписанию Департамента горных и соляных дел 3 декабря 1824 г., с высочайшего утверждения Иван Николаевич был награждён золотой медалью на анненской ленте с надписью «За усердие».
92.Работая учеником, Бушуев получал 120 руб. в год и 48 пудов провианта – на себя и на жену. В 1820 г. он числился уже мастером с окладом в 188 руб. После назначения в 1823 г. старшим мастером отделения «украшенного» оружия годовой оклад ему был определён в 400 руб. Довольно часто Иван Николаевич получал значительные суммы в качестве наград. Таким образом, миф о его бедности также не соответствует действительности. Умер художник от горячки 23 мая 1835 г. 37 лет от роду.

«Технический кабинет»

93.В 1827 г. руководство фабрики решило сделать необычный подарок наследнику престола – цесаревичу Александру к его девятилетию. Состоящий из 504 предметов «Технический кабинет» представлял собой наглядное учебное пособие, позволяющее изучить горно-металлургическое и оружейное производство. В его состав входили: образцы руд, флюсов и других металлургических материалов, продукция всех стадий металлургического передела, уменьшенные копии полуфабрикатов оружейного производства и готового оружия, в том числе украшенного, а также модели оборудования и уменьшенные копии инструментов. Дополнялся Кабинет большим альбомом-атласом с рисунками и чертежами.
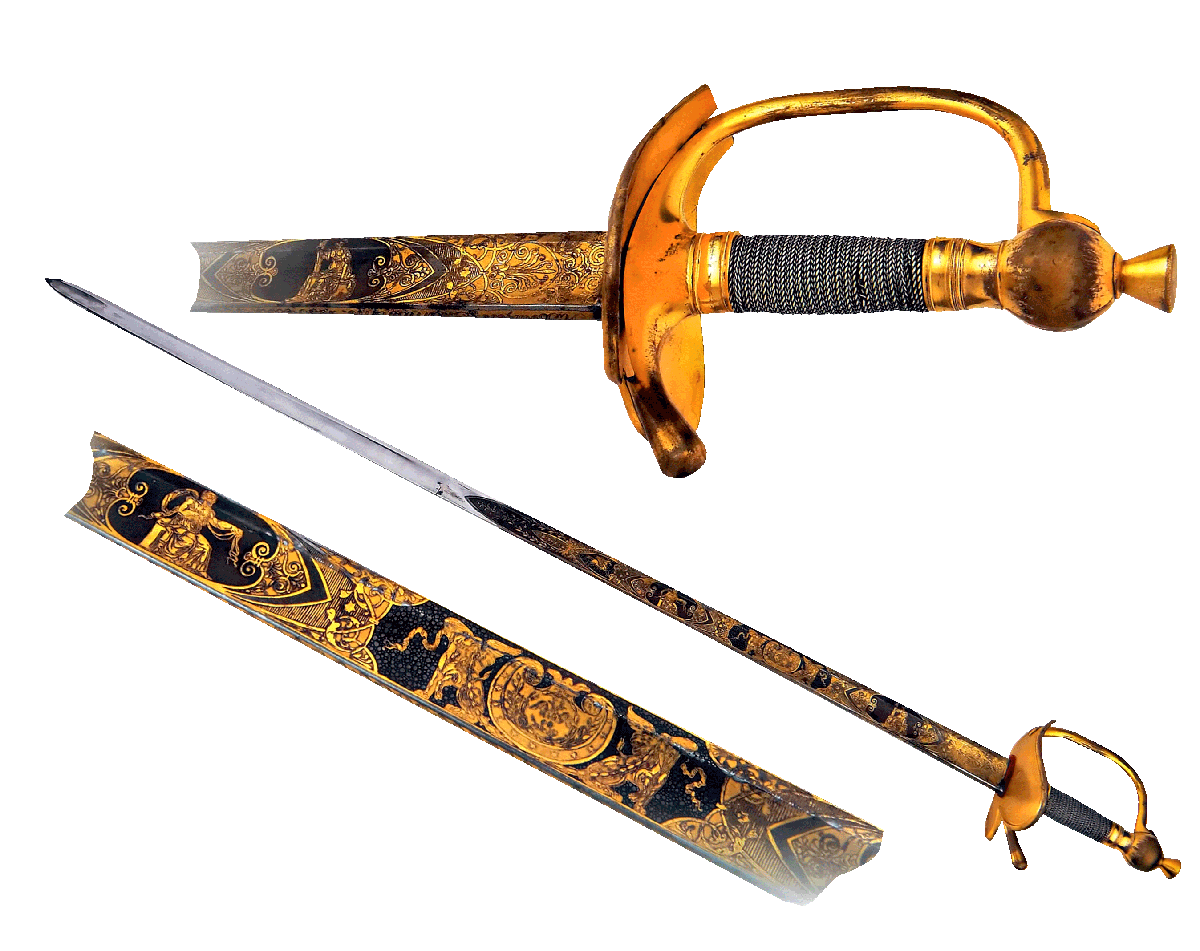
94.Интересно, что ещё раньше, в 1824 г., Иван Бушуев использовал для украшения парадной сабли серию миниатюр, в которых запечатлел все основные этапы изготовления холодного оружия – от поиска и добычи руды до поднесения готовых изделий. Этот клинок был в 1826 г. подарен знаменитому английскому полководцу герцогу Веллингтону во время его визита в Санкт-Петербург (ныне клинок находится в мемориальном музее Веллингтона в Лондоне).
95.Основная часть рисунков для альбома «Технического кабинета» была сделана Иваном и Василием Бояршиновыми. Иван Бояршинов также работал вместе с Иваном Бушуевым над украшением миниатюрного оружия.
96.24 октября 1827 г. «Технический кабинет» был представлен императору и наследнику, приведя последнего в полный восторг, а через год он был передан в Горный кадетский корпус в качестве наглядного пособия для обучения кадетов.
«Древнее вооружение»
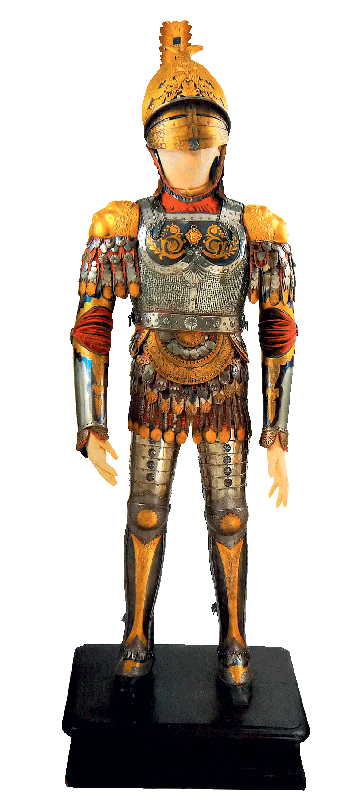
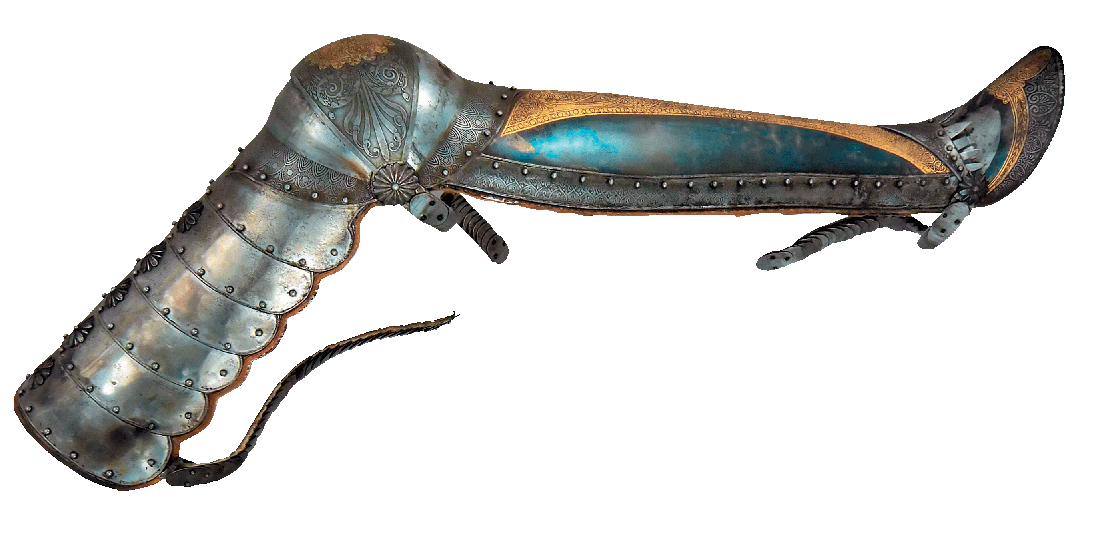
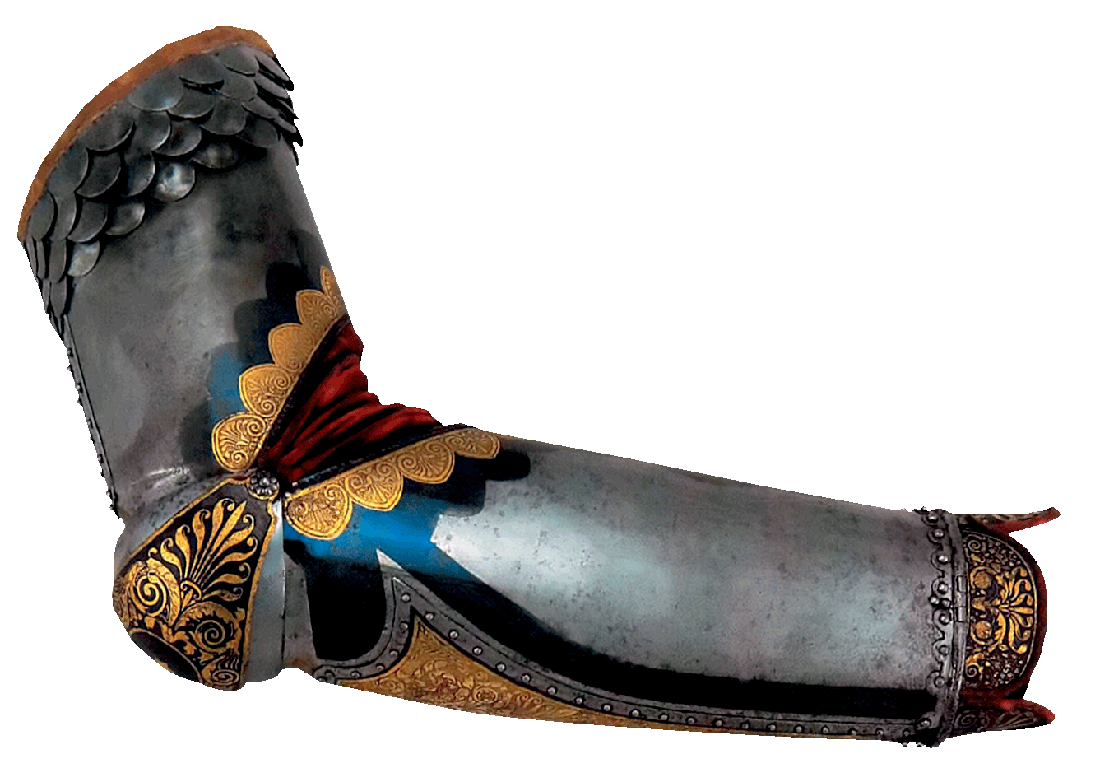
97.«Древнее вооружение» представляет собой комплект доспехов и оружия, изготовленный в 1833 г. по рисункам Ивана Бушуева и отправленный в Санкт-Петербург весной 1834 г.
98.Изображения на доспехах являлись аллегорией, символизирующей достоинства наследника престола. Шлем был украшен изображениями сфинкса – знака добродетели, крылатых коней, символизирующих «скоротечность к добродетели», и двуглавым орлом, держащим лавровые ветви – символ победы. Латы украшала «Медузина голова» – эмблема премудрости. На римском мече были помещены изображения Марса (доблесть), Минервы (мудрость) и «два покоящихся льва, означающих неустрашимость и крепость». Многие детали доспеха были украшены вензелем цесаревича и перунами (молниями), «испепеляющими врагов».
99.Это было уникальное произведение, как по идее, так и по технике исполнения. При его изготовлении применялись все приёмы, используемые оружейниками и художниками фабрики: травление, синение, чернь, позолота, впервые были использованы просечка (сквозные узоры) и огранка.
100.Над «Древним вооружением» работали 32 мастера, в том числе знаменитый кузнец Даниэль Вольферц, полировщики – Ронжин и Гра, резчик Пелявин. Орёл, львы и другие бронзовые элементы были изготовлены по моделям скульптора фабрики Лариона Лукина, а все работы по золочению Бушуев выполнял лично.
101.К сожалению, в ходе перевозки доспеха в Санкт-Петербург был утерян щит, а в 1928 г. доспехи возвратились в Златоуст без копья и меча (копьё, как позже выяснилось, попало в Эрмитаж как «дротик охотничий»). Уже современные мастера на основе описаний в архивных документах выполнили реконструкцию щита и меча.
102.В настоящее время «Древнее вооружение» занимает почётное место среди экспонатов Златоустовского краеведческого музея.
Интересно, что ещё раньше, в 1824 г., Иван Бушуев использовал для украшения парадной сабли серию миниатюр, в которых запечатлел все основные этапы изготовления холодного оружия – от поиска и добычи руды до поднесения готовых изделий. Этот клинок был в 1826 г. подарен знаменитому английскому полководцу герцогу Веллингтону во время его визита в Санкт-Петербург (ныне клинок находится в мемориальном музее Веллингтона в Лондоне).
Традиции «золотого века»
103.«Золотой век» златоустовского «украшенного» оружия закончился со смертью Ивана Бояршинова в 1848 г. Исчезли античные сюжеты и масштабные, в первую очередь батальные, сцены, характерные для работ Бушуева и Бояршинова. Их место заняли арматуры – композиции из предметов вооружения. Исчезло синение, удачно комбинировавшееся с позолотой. С Кавказа пришли восточные орнаменты и насечка, отвечавшие новой оружейной моде. Оружейники освоили просечные работы с получением ажурного узора, когда клинки до закалки пробивали штампом, а в ходе отделки закраины отверстий травили и золотили.
104.В дальнейшем стили и технологии неоднократно менялись, однако искусство декорирования изделий из стали и сегодня живёт в Златоусте, уверенно подходя к своему 200-летнему юбилею.


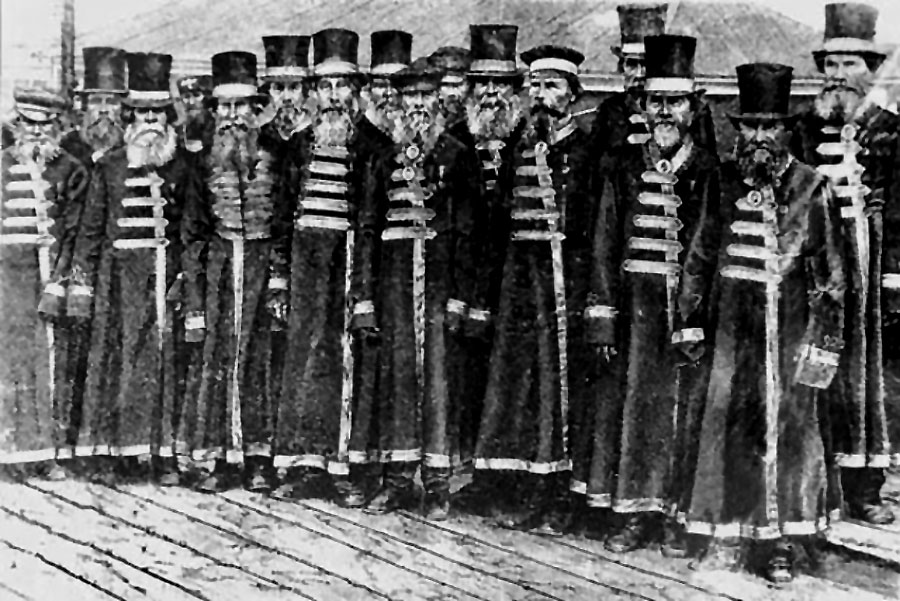
Почетный кафтан за долголетнюю службу
Особая награда для мастеров казенных заводов.