



Глава 8Русский полковник против властелина колец
Науку и технику надо изображать не как склад готовых открытий и изобретений, а как арену борьбы, где конкретный, живой человек преодолевает сопротивление материала и традиций.
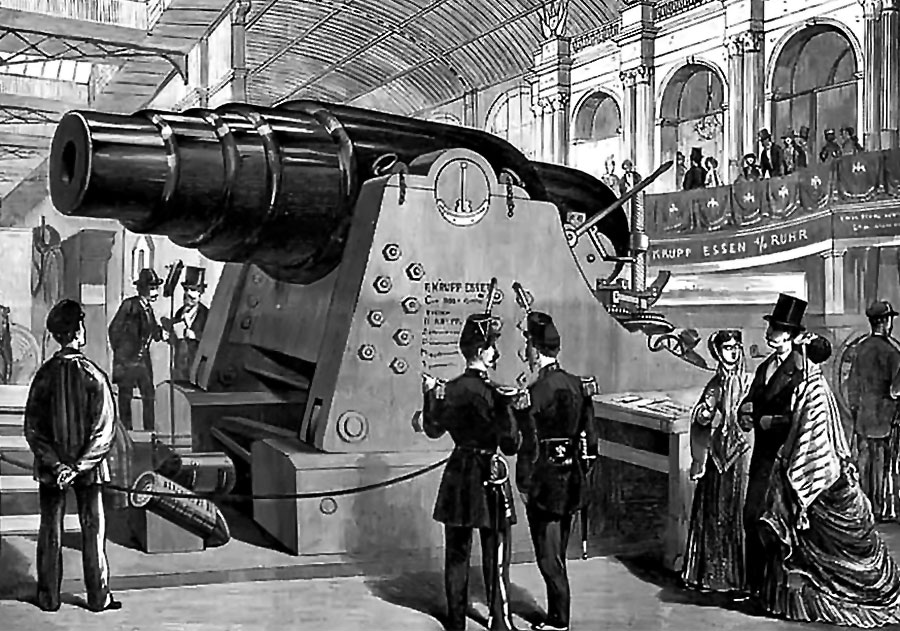
Жалею, что, идя сюда на обед, я не захватил с собой крупповской пушки, чтобы салютовать в честь женщин.,,,,


1.18 февраля (2 марта) 1855 г. российский престол сменил хозяина – скончался император Николай I, место которого занял его сын – Александр II. Состояние, в котором находилась в это время страна, передаёт фраза, произнесённая им на следующий день в речи перед членами Государственного совета: «…покойный Государь, в последние часы своей жизни, сказал мне: «сдаю Тебе Мою команду, но, к сожалению, не в таком порядке, как желал, оставляя Тебе много трудов и забот».
2.К этому моменту Россия уже третий год вела изнурительную Крымскую войну, которая приняла катастрофический характер и всё явственнее показывала, что страна не может более позволить себе роскошь придерживаться консервативного пути, которым вёл её прежний император. Здравый смысл и уроки, усвоенные Александром II от великих учителей – Жуковского, Сперанского, Канкрина и Арсеньева, подсказывали выход из сложившейся ситуации. 19 февраля 1861 г. был подписан Манифест об отмене крепостного права, положивший начало Великим реформам, которые включали в себя, кроме крестьянской, также земскую, городскую, судебную, образовательную и военную. Реформирование вооружённых сил заключалось не только в изменении системы управления и снабжения войск, но и в осуществлении серьёзных технологических преобразований в области производства вооружений. Реформа вооружения, в ходе которой Россия, вслед за передовыми европейскими странами, включилась в гонку вооружений, требовала организации новых сложных производств, при этом необходимо было постоянно отслеживать внедряемые «потенциальным противником» инновации, чтобы не отстать, а, по возможности, и опередить его.
Здравый смысл и уроки, усвоенные Александром II от великих учителей – Жуковского, Сперанского, Канкрина и Арсеньева, подсказывали выход из сложившейся ситуации. 19 февраля 1861 г. был подписан Манифест об отмене крепостного права, положивший начало Великим реформам, которые включали в себя, кроме крестьянской, также земскую, городскую, судебную, образовательную и военную.
Почему это актуально?
3.Если 150 лет назад модернизация отечественной индустрии стала мощным стимулом для развития науки, то в наши дни, напротив, модернизация науки является определяющим фактором развития производства и приводит к возникновению новых отраслей промышленности. Тем не менее человеческая природа за это время не претерпела существенных изменений, а потому опыт полуторавековой давности в организации новых производств и продвижения научных разработок не потерял своей актуальности и сегодня.
Бомбические пушки Пексана

4.Для того чтобы оценить трудности, с которыми пришлось столкнуться в ходе организации в России нового производства, необходимо проделать экскурс в историю возникновения стальной артиллерии, в первую очередь морской, и противостоящего ей броненосного флота.
5.До 1824 г., когда французский генерал Анри-Жозеф Пексан (Paixhans) разработал конструкцию «бомбической» пушки, боевая мощь корабля определялась количеством орудий. Используемые для вооружения судов карронады позволяли эффективно пробивать толстый деревянный борт с расстояния около 150 м, в то время как новое орудие на дистанции 1000 м проделывало брешь площадью более 1 м2, и деревянный корабль мог быть потоплен 20—25 попаданиями.
6.Изобретение Пексана положило конец гегемонии многопалубных линкоров и стало толчком для создания колёсных пароходных фрегатов с железной обшивкой, к строительству которых Великобритания приступила в 1835 г. Однако вооружение новых повелителей морей принципиально не изменилось – это по-прежнему была гладкоствольная чугунная или бронзовая пушка, стрелявшая круглыми ядрами или бомбами. Для борьбы с защищённым бронёй противником калибр орудия, а, следовательно, массу ядра и порохового заряда стали увеличивать, что привело к ответному увеличению толщины брони и совершенствованию её конструкции.
7.Вскоре стало очевидно, что чугун и бронза, применяемые для производства артиллерийских орудий, не позволяют успешно вести борьбу даже с бронёй из мягкого железа. «Экстенсивное» увеличение калибра орудия вслед за утолщением брони уткнулось в естественное ограничение, определявшееся свойствами применяемых металлов. Чугун был слишком хрупок, а артиллерийский металл (бронза) слишком мягок для давления, развиваемого пороховым зарядом орудия большого калибра.
Колумбиады
8.Изобретательская мысль первоначально пошла по пути наименьшего сопротивления, т. е. в сторону улучшения свойств артиллерийского металла и конструкции орудий.
9.В применении чугуна при изготовлении гладкоствольных орудий наибольшего успеха (если можно считать успехом движение в сторону тупика) достигли американские инженеры. Развивая конструкцию Пексана, они разработали крупнокалиберные дульнозарядные гладкоствольные пушки – колумбиады, характерным признаком которых стала сильно утолщённая казённая часть (в России с XVI в. так называлась задняя часть орудия, на которую ставилась государственная (казённая) печать, свидетельствующая о проведённой пороховой пробе).
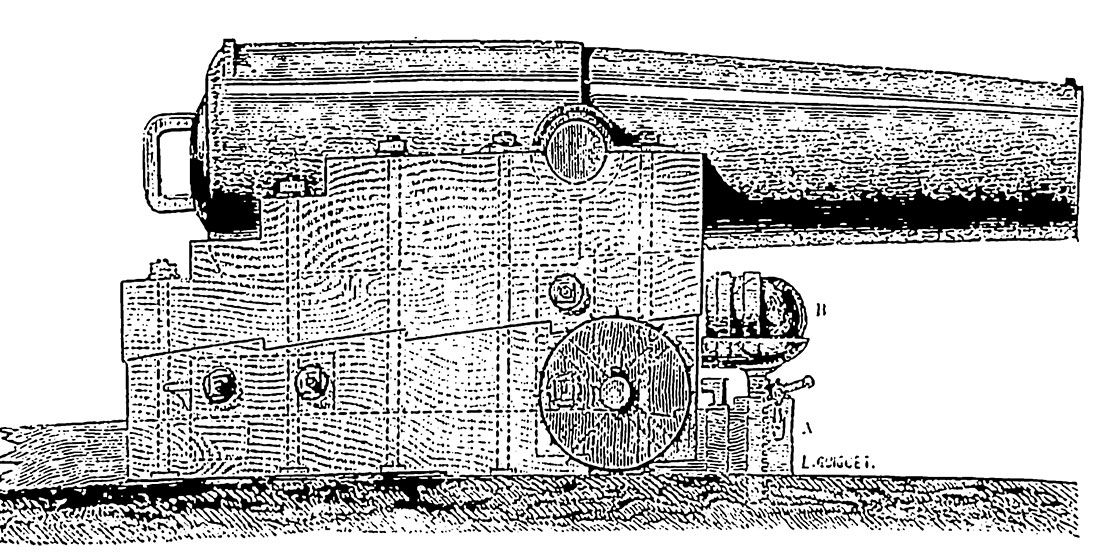
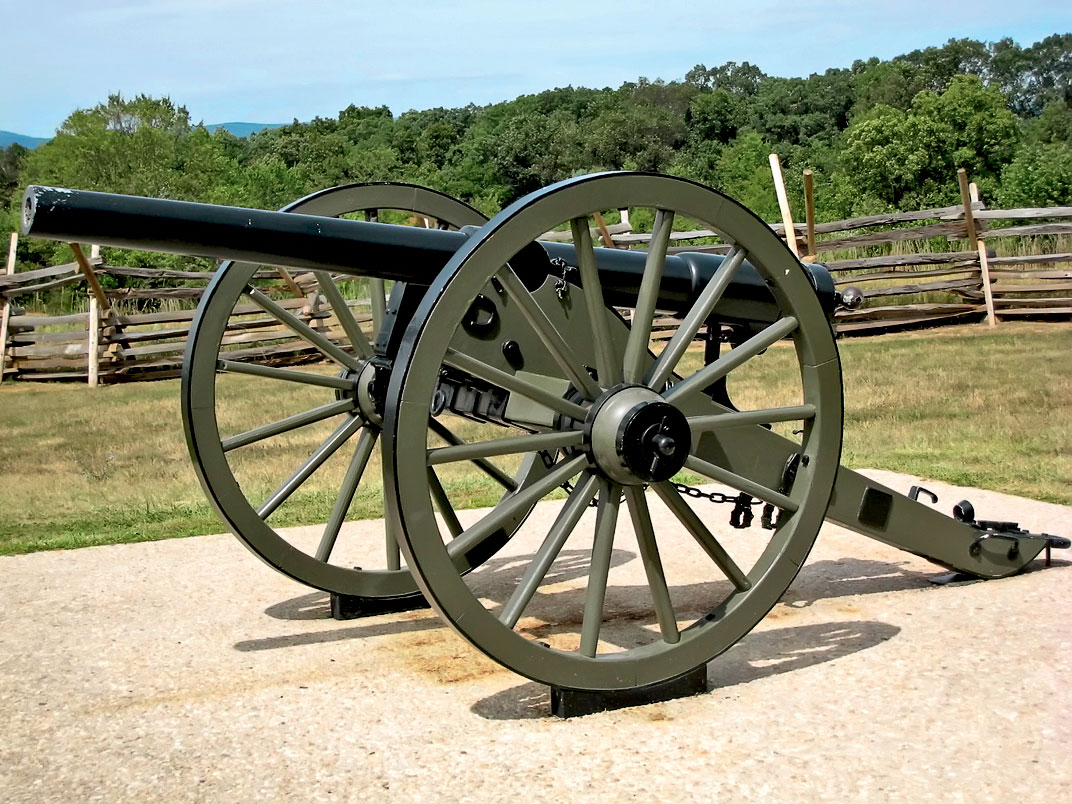
10.Колумбиады Джона-Адольфа Дальгрена, получившие распространение во время Гражданской войны (1861—1865 гг.), имели калибр 9, 10 и 11 дюймов (228—279 мм) и устанавливались в башенных артиллерийских установках. Вскоре им на смену пришли более мощные и прочные 15-дюймовые орудия системы Родмана.
11.Для улучшения качества орудийного металла Томас Родман разработал способ так называемой закалки чугуна и изменил направление кристаллизации металла. Способ Родмана не был принципиально новым – первое описание чугунных отливок с закалённой поверхностью сделано французским инженером Габриэлем Жаром («Металлургические путешествия», около 1760 г.). К тому же времени относится свидетельство шведского металлурга Свена Ринмана о том, что чугунные пушки отливались на некоторых шведских заводах с применением металлических сердечников, которые позволяли осуществлять ускоренное охлаждение (закалку) металла. В 1794 г. американец Сеймур взял патент на способ отливки закалённых чугунных валков. Вообще же закалка прокатных и дробильных валков из чугуна получила в XIX в. широкое распространение.
Колумбиады Джона-Адольфа Дальгрена, получившие распространение во время Гражданской войны (1861—1865 гг.), имели калибр 9, 10 и 11 дюймов (228—279 мм) и устанавливались в башенных артиллерийских установках.
Закалка чугуна по Родману
12.По технологии Родмана орудие отливалось не цельным, как это было принято (канал ствола затем высверливался), а с готовым каналом, как это практиковалось раньше до середины XVIII в. Для этого по оси канала устанавливался водоохлаждаемый стержень, когда же металл вокруг стержня затвердевал, стержень извлекали, а воду пускали прямо в канал ствола. При этом для того, чтобы кристаллизация распространялась не снаружи внутрь, как это имело место при обычном способе отливки, а от канала к стенкам, литейную опоку снаружи подогревали. Это способствовало существенному улучшению структуры металла вокруг канала ствола.
13.Для объяснения достигнутого эффекта в то время существовала теория, согласно которой в процессе охлаждения металл застывает концентрическими слоями, при этом последующие слои давят на предыдущие (застывшие). Это объясняло низкую прочность канала ствола, металл которого застывал последним. При охлаждении же «по Родману» наоборот, слои металла, «нараставшие» вокруг канала ствола, как бы дополнительно скрепляли его. Эта теория применялась до тех пор, пока исследования процессов кристаллизации, проведённые Лавровым, Калакуцким и Черновым, не раскрыли истинную картину застывания металла.
14.В 1863 г. по системе Родмана были изготовлены 20-дюймовые (508-мм) береговые орудия, установленные в 1864 г. на бастионе форта Гамильтон, а в 1865 г. – корабельные, установленные на корабле Puritan. Два колоссальных орудия Родмана сохранились до наших дней, сейчас они стоят в качестве памятников в фортах Гамильтон и Хэнкок.
15.Ещё одной «чугунной» проблемой были хрупкие ядра, которые раскалывались при попадании в броню. С 1861 г. стали использоваться ядра из стали. Разрывные бомбы по-прежнему изготавливались из чугуна.
16.Однако технические ухищрения не смогли реабилитировать чугун в качестве орудийного металла. Испытания, проведённые в Великобритании в 1867 г., показали, что 15—дюймовое орудие Родмана на расстоянии 74 м не смогло пробить 8-дюймовую (203-мм) слоистую (железо + сталь) броневую плиту (плита лишь треснула и погнулась). Также было определено, что пробивная сила 15-дюймового (381-мм) гладкоствольного орудия была меньше, чем у 9-дюймового (288-мм) нарезного.

Бронза стальная и ковкая
17.В Европе, при наличии огромных запасов пушечной бронзы, стремились ввести усовершенствования даже в условиях начавшейся конкуренции со сталью. При переходе к нарезной артиллерии давление в канале ствола возросло настолько, что обычная пушечная бронза не могла ему противостоять. Было найдено решение, благодаря которому срок «военной службы» бронзы удлинился на несколько десятков лет.
18.Начальник Венского арсенала барон Франц фон Ухациус разработал «стальную бронзу» (Stahlbronze). Для увеличения сопротивления разрыву такую бронзу подвергали сильному давлению, загоняя при помощи гидравлического пресса в канал ствола пушки стальной конус или пуансон, имевший диаметр немного больший, чем канал ствола. Благодаря этому металл вокруг канала получал наклёп, что увеличивало его твёрдость и прочность.
19.есмотря на то, что битва при Седане наглядно показала превосходство стальной артиллерии, в Австрии в 1875 г. была принята на вооружение пушка из бронзы Ухациуса. Даже в Германии, которая победила Францию с помощью стальных орудий Круппа, из «твёрдой бронзы» были изготовлены ряд пушек и мортир разного калибра.
20.Австрия оставалась наиболее последовательным сторонником артиллерийской бронзы. Даже когда переход к использованию бездымного пороха, развивавшего большее давление по сравнению с применяемым до этого чёрным порохом, поставил крест на бронзе Ухациуса, австрийские генералы Тилэ и Немец разработали новый сплав – «ковкую бронзу», содержавшую ряд примесей, в том числе железо. В 1905 г., когда сталь уже стала основным артиллерийским металлом, Австрия поставила на вооружение скорострельную полевую пушку из ковкой бронзы.
21.Технологии, схожие со способом Ухациуса, были разработаны в Италии Россетом и в России полковником Лавровым. Способ Лаврова заключался в прессовании жидкого металла в металлической изложнице. Окончательно в России от бронзы отказались с введением дальнобойных полевых пушек образца 1877 г.
Нарезы – новые, металл – старый

22.В ручном огнестрельном оружии стволы с нарезами для придания пуле вращения применялись с XVII в. Однако большого распространения они не получили из-за сложностей в эксплуатации и, соответственно, более низкой скорострельности. Первые серьёзные опыты с нарезной пушкой, стреляющей цилиндрическими снарядами с конической головной частью осуществил в 1816 г. баварский подполковник Рейхенбах, однако его орудие имело существенные проблемы с заряжанием и дальнейшего развития не получило.

23.К идее нарезной артиллерии вернулись в 1830-е годы. В ходе завоевания Алжира французы убедились в преимуществах винтовок местных воинов, которые существенно превосходили их мушкеты. Поэтому во Франции были созданы формирования стрелков, вооружённые нарезными винтовками, которые стали образцом для вооружённых сил всех европейских стран. Дальность стрельбы пехоты возросла с 300 до 1000 ярдов, что было соизмеримо с дальностью стрельбы гладкоствольной полевой артиллерии и сделало необходимым создание новых, нарезных артиллерийских орудий.
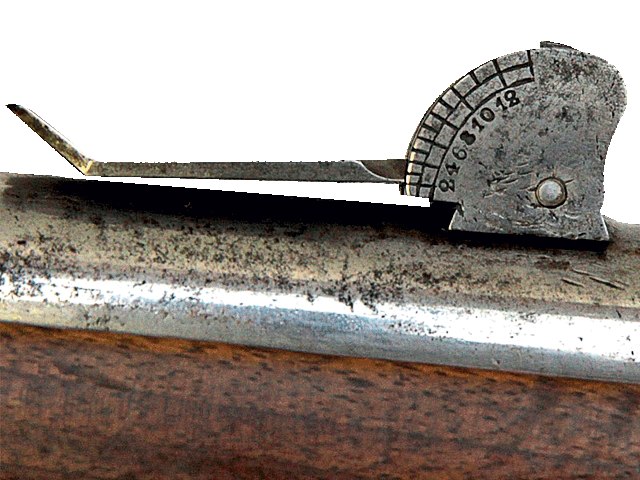
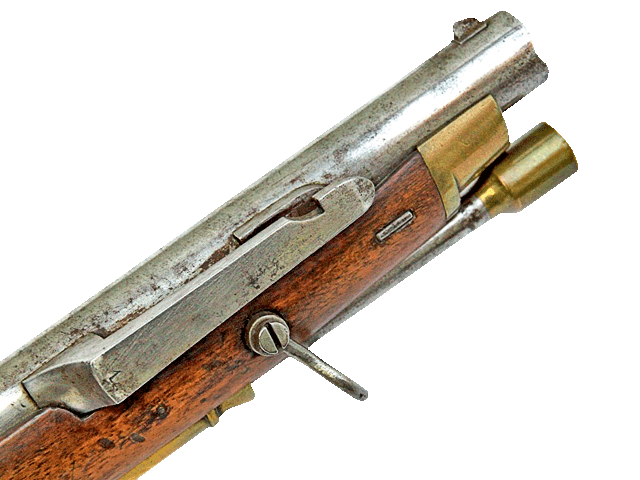
24.В 1846 г. майор армии Пьемонта Джованни Кавалли (Giovanni Cavalli) разработал казнозарядную чугунную нарезную пушку, которая стреляла продолговатым снарядом массой около 30 кг на расстояние до 3 км. Прототипом для неё послужил литтихский штуцер (производился в бельгийском городе Литтих (Льеж)). Штуцер имел всего два спиральных нареза, а круглая пуля была снабжена выступающим пояском, который скользил по этим нарезам. Аналогичную систему имело и орудие Кавалли – яйцеобразный снаряд отливался из чугуна и имел два выступа, соответствовавших двум нарезам в канале ствола.
25.Опыты Кавалли развил шведский барон Варендорф, сконструировавший казнозарядную пушку. Цилиндро–конический снаряд Варендорфа был покрыт слоем свинца, и его диаметр был немного больше диаметра ствола с учётом нарезов. Снаряд помещался в зарядную камору, не имеющую нарезов, а затем силой взрыва проталкивался в ствол. Мягкий свинец продавливался нарезами и заполнял собой пространство между снарядом и стенками канала ствола, обеспечивая обтюрацию (герметизацию канала ствола при выстреле).
Бронзовая артиллерия Наполеона III
26.В 1850 г. полковник Тамизье предложил новый снаряд и дульнозарядную пушку с тремя нарезами. Когда были получены положительные результаты испытаний этой пушки, император Наполеон III поручил майору Трёй-де-Больё разработать новый тип полевого орудия, и в 1858 г. французская армия первой в мире приняла на вооружение нарезное артиллерийское орудие – бронзовую 4-фунтовую пушку. Ствол её был снабжен 6 нарезами, а на снарядах располагались 12 цинковых выступов.
27.Под эту систему (система Лагита) в 1859 г. стали переделывать весь имеющийся парк полевых, крепостных и осадных орудий, благодаря чему Франция одержала победу над Австрией в войне 1859 г. – французские артиллеристы били по противнику, оставаясь вне досягаемости огня австрийских гладкоствольных орудий. Учтя полученный урок, австрийцы уже к концу 1859 г. приняли на вооружение новые бронзовые нарезные пушки системы Ленка. А ещё год спустя, в 1860 г., нарезные дульнозарядные бронзовые орудия системы, аналогичной французской, приняла на вооружение и Россия.
28.Бронза на данном этапе в целом удовлетворяла требованиям, предъявляемым к пушечному металлу. Что касается казённых затворов, они были ещё слишком несовершенны, создавая в боевых условиях массу трудностей. Тем не менее Наполеон III в декабре 1868 г. заказал известному конструктору, подполковнику де Реффи, новые образцы бронзовых казнозарядных орудий. Через 16 месяцев де Реффи представил новые заряжаемые с казны орудия, которые могли соперничать со стальными пушками Круппа, однако война вспыхнула прежде, чем закончились их испытания.
29.Победа Пруссии над Францией стала не столько победой стали над бронзой, сколько победой казнозарядных пушек над дульнозарядными.
Назад в будущее или железо вместо чугуна
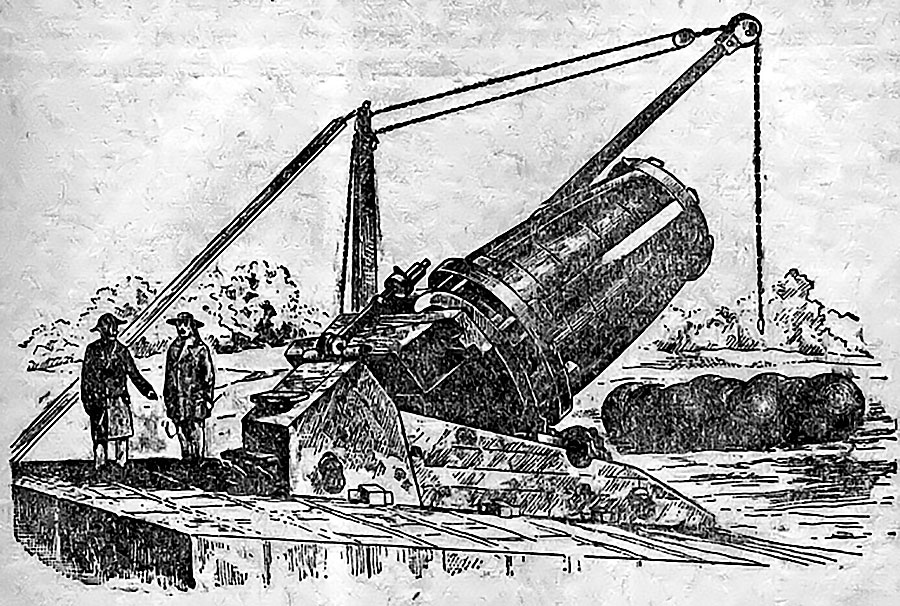
30.В 1857 г. британским инженером Робертом Маллетом (Mallet) были построены две гигантские мортиры. Калибр этих монстров составлял 36 дюймов (914 мм), длина – 3,35 м, а масса – 42,7 т. Были проведены испытания, в ходе которых ядра весом более тонны посылались на расстояние около 2,5 км. Гигантские мортиры не принимали участие в боевых действиях, а в настоящее время находятся в музеях Вулвичского арсенала (прошедшая испытание) и портсмутского Форт-Нельсона (из неё даже не стреляли).
31.Ствол орудия был сделан из сварных железных колец, основание представляло собой чугунную отливку. Помещались мортиры на массивном деревянном станке. Эти орудия предназначались для разрушения укреплений при осаде.
32.Железные орудия конструировались и в США. Над крупнокалиберными пушками работал инженер Эриксон – конструктор броненосца «Монитор». Орудие Эриксона представляло собой железный кованый ствол, скреплённый железными кольцами, натянутыми на него с помощью гидравлического пресса, 15-дюймовые (381-мм) пушки Эриксона массой 19 т (при весе ядра 196 кг) были установлены на шведском мониторе, названном в честь создателя «John Erikson», однако широкого распространения они не получили.
33.Таким образом, конструкторская мысль в области артиллерии вернулась к той же идее, с которой собственно артиллерия и началась – сваренному из железных полос наподобие бочки стволу, скреплённому железными кольцами. Вышеописанные пушки были единичными экземплярами, а массовое производство артиллерийских орудий из железа началось благодаря разработкам британского инженера Уильяма Армстронга.


Оружейный барон Армстронг
34.Как и все знаменитые британские механики эпохи Промышленной революции: Джозеф Брама (Bramah), его ученик Генри Модсли (Maudslay), ученики Модсли – Несмит (Nasmyth) и Уитворт (Whitworth), Уильям Джордж Армстронг был личностью уникальной. Он родился 26 ноября 1810 г. в Ньюкасле-на-Тайне, получил юридическое образование в Лондоне и, вернувшись в Ньюкасл, работал по специальности до 1845 г., когда бросил юриспруденцию и основал машиностроительную фабрику. Решение это не было спонтанным – тяга к «механическим искусствам» появилась у Армстронга во время учёбы в колледже, когда он посещал фабрику своего будущего тестя Уильяма Рэмшоу (Ramshaw).
35.В 1846 г. Армстронг сконструировал стреловой кран для работы в доках Ньюкасла, в 1851 г. создал гидравлический аккумулятор для увеличения давления поступающей в цилиндр воды. Он также разработал «гидроэлектрическую машину Армстронга», создающую электрический ток с помощью струи пара.
36.В 1854 г. Армстронг направил британскому военному министру чертёж артиллерийского орудия оригинальной конструкции, которое он разработал вместе с артиллерийским офицером Блэкли. Предложение Армстронга было рассмотрено, и ему было поручено изготовить шесть пушек своей конструкции, однако «вследствие заключённого мира дело осталось без дальнейших последствий».
37.В скором времени заметно ухудшились отношения между Великобританией и Францией. Остров наводнили слухи о грандиозной кораблестроительной французской программе. Началась «морская паника 1858 г.», в ходе которой британцы всерьёз обсуждали возможности обороны острова. Был дан старт началу «броненосной лихорадки» в Европе.
38.Вернули к жизни и проект Армстронга. Им была изготовлена нарезная пушка новой конструкции, заряжающаяся с казённой части, которая обещала произвести полный переворот в артиллерийском деле. В феврале 1859 г. Армстронг получил должность главного инженера по конструированию нарезных орудий, а в ноябре того же года был назначен в Вулвичский арсенал директором завода, предназначенного исключительно для производства пушек его системы. Одновременно был основан частный завод в Элсвике, принадлежавший Elswick Ordnance Company, также производивший пушки Армстронга.
39.Необходимо отметить, что Армстронг не был первым британцем, разработавшим нарезную пушку – его на несколько лет опередил потомственный оружейник Чарльз Ланкастер, предложивший свой проект в 1850 г. За основу он взял конструкцию охотничьего ружья, которое производила его фирма. Несколько 203-мм пушек Ланкастера были испытаны в 1855 г. под Севастополем, однако дальнейшего распространения они не получили. Таким образом, Уильям Армстронг в 1859 г. первым начал массовый выпуск нарезных орудий из железа.
В 1854 г. Армстронг направил британскому военному министру чертёж артиллерийского орудия оригинальной конструкции, которое он разработал вместе с артиллерийским офицером Блэкли.
Железные пушки Армстронга


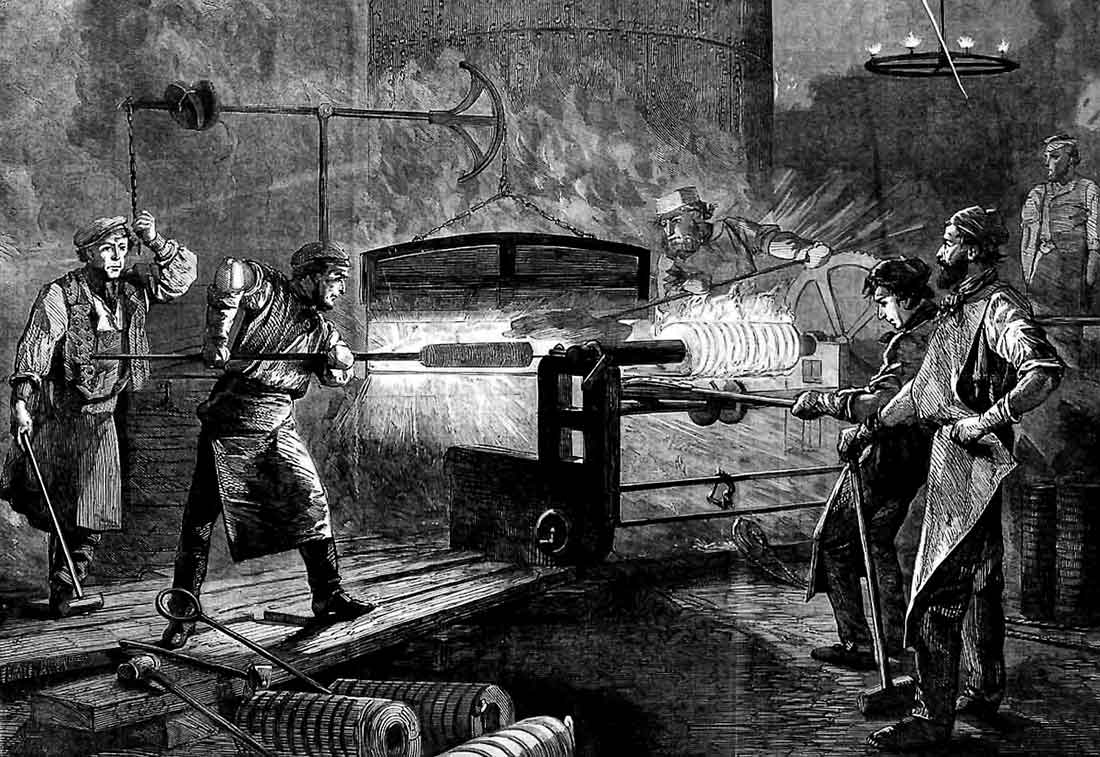
40.Орудия Армстронга представляли собой тонкую стальную трубу с нарезами на внутренней поверхности и каморой для заряжания. Для обеспечения необходимой прочности на трубу в горячем состоянии насаживались несколько слоёв цилиндров из кованого пудлингового железа, которые, остывая, уменьшались в диаметре и плотно охватывали трубу, обеспечивая сопротивляемость разрывающему действию пороховых газов. Позднее вместо большого числа цилиндров меньшего размера стали использовать меньшее количество крупных цилиндров, т.е. конструкция представляла как бы несколько стволов, вставленных один в другой.
41.Скрепляющие цилиндры изготавливались из железных полос, навиваемых в раскалённом состоянии спирально на цилиндрический стержень и свариваемых проковкой, причём у чередующихся цилиндров навивка шла в противоположные стороны. Плотность и твёрдость отдельных слоёв возрастала от наружных к внутренним. Поскольку использовалось пудлинговое железо, имеющее «волокнистое» строение, ковку его осуществляли таким образом, чтобы ориентировать «волокна» по длине полосы для повышения прочности.
42.Ухищрения были связаны с тем, что литая сталь производилась в тиглях, объём которых был ограничен. Поэтому изготовить цельнолитой ствол без значительных дефектов было невозможно. Эта проблема настолько осложнила работу Армстронга, что с началом производства достаточно крупных орудий он полностью отказался от стали в пользу железа. Как писал по этому поводу полковник Вильгельм: «Армстронг прилагал все старания сделать внутренний ствол из стали, но он встретил при этом такие затруднения, что должен был отказаться от своего намерения и остаться при витом полосовом железе».
43.Большую проблему представляла кузнечная сварка, которая не обеспечивала необходимой прочности, в результате чего в процессе эксплуатации на орудиях в местах сварки появлялись трещины. Начальник артиллерии линкора «Кембридж» описывал эту проблему следующим образом: «Ни одно из орудий Армстронга, которые я видел, не было свободно от изъянов. До того как они разорвутся, проходит довольно много времени, но, с точки зрения артиллериста, весьма неприятно стоять рядом с пушкой, имеющей несколько трещин в стволе».
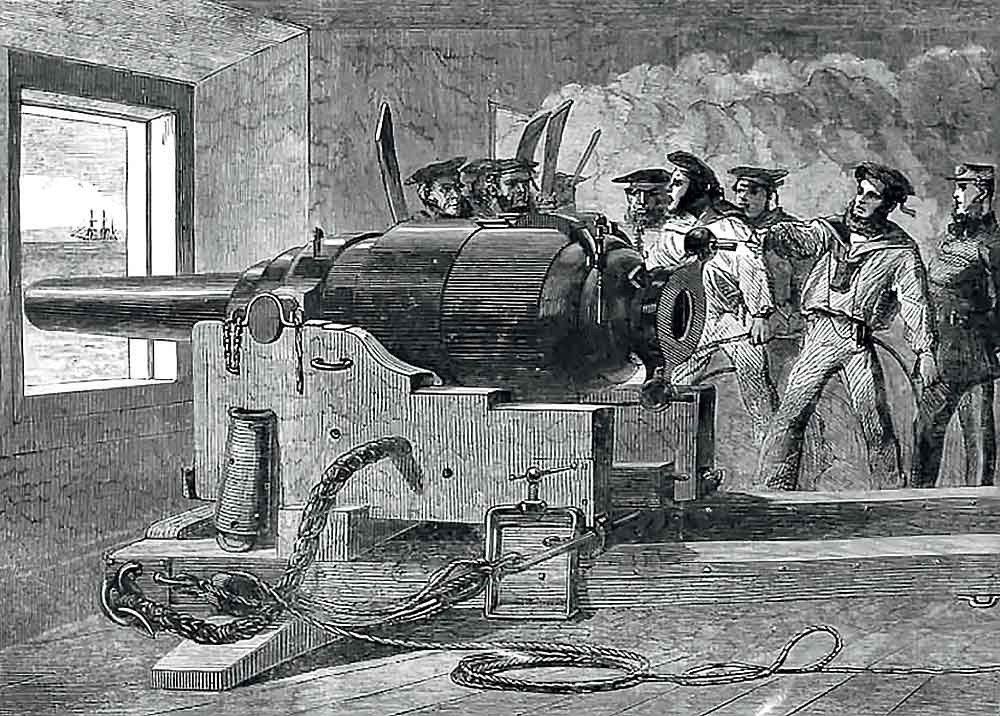
Орудия Армстронга представляли собой тонкую стальную трубу с нарезами на внутренней поверхности и каморой для заряжания. Для обеспечения необходимой прочности на трубу в горячем состоянии насаживались несколько слоёв цилиндров из кованого пудлингового железа, которые, остывая, уменьшались в диаметре и плотно охватывали трубу, обеспечивая сопротивляемость разрывающему действию пороховых газов.
Английский пэр
44.Для обеспечения работы нарезов был использован способ, аналогичный способу Варендорфа, т. е. снаряд, отлитый из чугуна (цилиндрический, с закруглённой передней частью), покрывался свинцом или снабжался свинцовыми поясками и заряжался с казённой части (казны).
45.Возможность испытать новое орудие в боевых условиях представилась во время Второй опиумной войны с Китаем. Несмотря на великолепную дальнобойность и меткость, существенные нарекания вызвал сложный и ненадёжный затвор. Конкуренты не преминули случаем воспользоваться такой возможностью и развернули против орудий Армстронга кампанию в печати. В результате 1 января 1863 г. была организована специальная комиссия, которая провела испытания орудий различных систем с целью найти альтернативу пушкам Армстронга. От заряжания с казны было решено отказаться.
46.Армстронг оставил должность директора артиллерийского завода Вулвичского арсенала, ушёл с госслужбы и занялся производством артиллерийских орудий в качестве частного лица на заводе в Элсвике. Его компания W.G. Armstrong & Company объединилась с Elswick Ordnance Company. В 1867 г. Армстронг начал сотрудничество с судостроителем Чарлзом Митчеллом (Mitchell), компания Митчелла строила суда, а компания Армстронг изготовляла для них артиллерию. В 1882 г. эти компании объединились и помимо британского флота вооружали флот Японии, построив для него несколько крейсеров, принявших в 1905 г. участие в Цусимском сражении. Армстронг в 1887 г. был возведён в звание пэра Англии как первый барон Армстронг из Крэгсайда в графстве Нортумберленд. Умер он 27 декабря 1900 г.

Железная мануфактура и стальная индустрия
47.Едва успев появиться на свет, железные пушки Армстронга получили мощного конкурента в виде орудий из литой стали. По этому поводу известный русский артиллерист Роберт Васильевич Мусселиус писал после посещения Всемирной выставки в Лондоне в 1862 г.: «При современном состоянии техники могут изготовляться железные орудия большого калибра, способные стрелять весьма сильными относительными зарядами, но на эту, появившуюся впрочем в одной только Англии, пушечную фабрикацию стоит смотреть в настоящее время, как на анахронизм и как на бесполезную, сопряжённую с громадными трудностями и притом хитросплетённую мануфактуру. Впрочем, основываясь на последних известиях, видно, что теперь сама Англия, убеждённая в превосходных качествах литой стали великолепными образцами, доставленными Круппом и Обуховым на всемирную выставку, готова бросить армстронгову фабрикацию и обратиться при первой возможности к изготовлению стальных орудий».
Хитрые винты сэра Уитворта
48.С самого начала своей деятельности в качестве «главного британского оружейника» Армстронг испытывал серьёзное давление со стороны конкурента – Джозефа Уитворта.
49.Джозеф Уитворт (Whitworth), отказавшись от карьеры управляющего на прядильной фабрике своего дяди, поступил на завод Генри Модсли, где получил полезные навПрессование жидкой стали в технологии Уитворта играло ключевую роль. Оно позволяло избавиться от газовых пузырей и усадочных раковин, которые образовывались при застывании стали, вызывая дефекты.
50.ыки работы с металлом. В возрасте 30 лет он вернулся в Манчестер и организовал там машиностроительную мастерскую. Стремясь создать станки для точной металлообработки, Уитворт разработал микрометрический винт, позволивший проводить измерения с точностью около одной миллионной дюйма, а в 1841 г. предложил профиль винтовой нарезки с целью унификации винтовых соединений, который впоследствии стал стандартным.
51.Представленное им в 1858 г. 68-фунтовое нарезное орудие показало на стрельбах хорошие результаты, однако комиссия отдала предпочтение Армстронгу. Сам Уитворт намекал на предвзятость комиссии, утверждая, что его пушки превосходят конкурента по точности и дальности стрельбы.
52.Главное отличие от орудий других систем состояло в том, что Уитворт использовал «гексагональную нарезку», то есть ствол в сечении представлял собой не круг с выступами-нарезами, а шестиугольник. Снаряд имел форму скрученного шестигранника. Такая конструкция предъявляла повышенные требования к точности исполнения, что было вполне в духе Уитворта, но представляло сложности как при изготовлении, так и при эксплуатации.
53.Снаряд из твёрдого металла не имел мягкой оболочки, а поскольку изготавливался он с математической точностью и входил в ствол «впритирку», для заряжания с казны его необходимо было смазать смесью воска и жира (она же служила для обтюрации).
Прессованная сталь
54.В отличие от Армстронга Уитворт не считал железо подходящим материалом для изготовления артиллерийских орудий. Первое орудие, испытанное им в 1858 г., было отлито из чугуна, однако в дальнейшем Уитворт перешёл на использование стали. Для этого он запатентовал сплав под названием «гомогенное железо», который представлял собой среднеуглеродистую сталь. Производился он путём переплава шведского полосового железа с добавлением небольшого количества науглероживателя (карбюризатора). Стволы крупных орудий, как и у Армстронга, были «предварительно напряжены» кольцами из ковкого железа, которые напрессовывались в холодном виде с помощью гидравлического пресса.
55.Уитворт был далеко не первым, кто пытался избавиться от пузыристости слитка при помощи давления. В 1835 г. литьё под давлением использовалось на одной из британских фабрик при изготовлении типографского шрифта, в 1850 г. способ избавления от пузыристости отливок с помощью давления был внедрен на медном заводе общества Broughton Copper Company. Попытки применить этот способ к стали предпринимались в Великобритании (Бессемером), в Пруссии (Круппом), в США (Джонсом), Франции, а также в России (в Златоусте).

Главное отличие от орудий других систем состояло в том, что Уитворт использовал «гексагональную нарезку», то есть ствол в сечении представлял собой не круг выступами-нарезами, а шестиугольник.
56.Таким образом, на практике впервые реализовать идею прессования жидкой стали удалось в 1870 г. Джозефу Уитворту, который использовал гидравлический пресс с паровой машиной в 100 лошадиных сил. Этот способ до повсеместного внедрения раскисления металла, при котором газы связывались в твёрдые оксиды, был единственным способом получения плотного безпузыристого стального слитка и применялся при изготовлении заготовок для ответственных изделий.
57.Позднее Уитворт внедрил способ прессования застывшего слитка, который в дальнейшем полностью вытеснил ковку слитков под паровым молотом. Преимущества прессования над ковкой были очевидны: ковка болванки массой 2200 пудов для казённой части для 12-дюймовой пушки под 50-тонным молотом требовала не менее 7 нагревов в печи и длилась целую неделю, а при использовании пресса (жома) было достаточно 2 нагревов и одних суток.
Главное отличие от орудий других систем состояло в том, что Уитворт использовал «гексагональную нарезку», то есть ствол в сечении представлял собой не круг с выступами-нарезами, а шестиугольник.

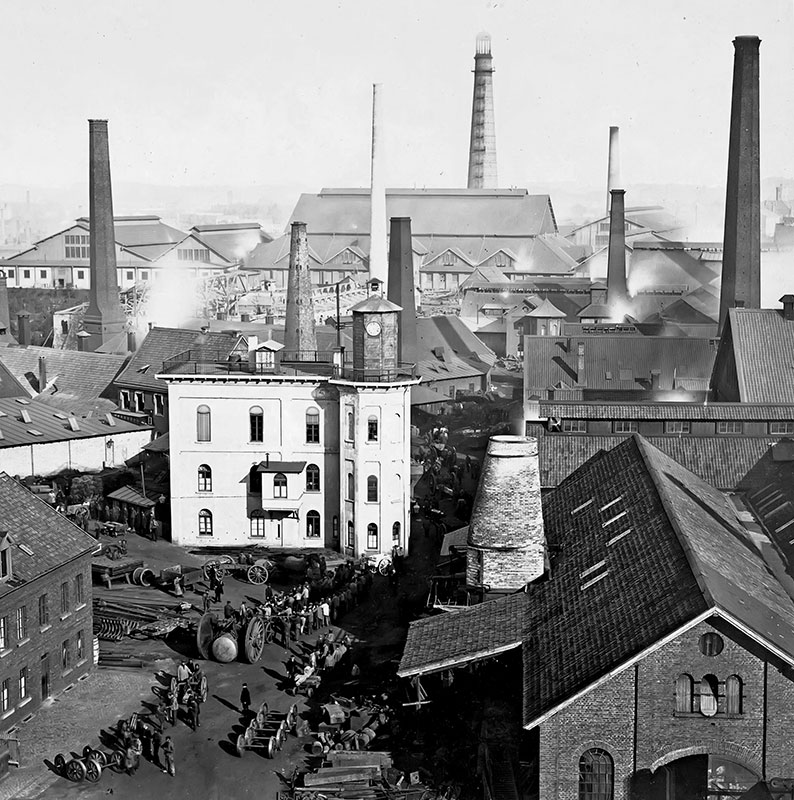
Альфред Крупп
Вдове и четырём детям достались в наследство долги, дышащая на ладан фабрика с пятью работниками, давно не получавшими жалованье, и сторож- ка рядом с ней, где и жила семья. Старший из сыновей – Альфрид (имя Альфред англоман Крупп взял позднее), в 14 лет был вынужден бросить учёбу и полностью посвятить себя содержанию семьи
58.С середины XIX в. и до конца Второй мировой войны своеобразным «знаком качества» артиллерийских орудий было название немецкой фирмы, созданной Альфредом Круппом. Именно благодаря разработкам фирмы Круппа артиллерия окончательно перешла к заряжанию с казны и использованию литой стали.
59.Примечательно, что долгие годы «оружейный бизнес» Крупп рассматривал как побочный – ещё в 1859 г. он писал в одном из писем: «Хотя я и проявляю некоторый интерес к вопросу производства орудий, но я должен сказать, что меня давно увлекает идея прекращения производства оружия. Само по себе это производство не очень выгодно, особенно, если заниматься им так, как это делал я. Часто произведенные мною образцы не выходили за рамки опытных экземпляров, что было и невыгодно и неинтересно для меня, так как это мешало выполнению других заказов».
60.История крупповской стали началась на заре XIX в., когда объявленная Наполеоном континентальная блокада привела к прекращению поставок в континентальную Европу английской тигельной стали. Производство столь дефицитного материала сулило баснословную прибыль, чем решил воспользоваться Фридрих Крупп, молодой человек из Эссена. Он дважды нанимал людей, которые, по их словам, владели секретом тигельной стали, однако к концу 1820-х годов ему удалось произвести лишь небольшое ее количество для штемпелей Берлинского монетного двора. В итоге Монетный двор отказался от его услуг, это подорвало силы промышленника и в 1826 г. он скончался в возрасте 39 лет.
61.Вдове и четырём детям достались в наследство долги, дышащая на ладан фабрика с пятью работниками, давно не получавшими жалованье, и сторожка рядом с ней, где и жила семья. Старший из сыновей – Альфрид (имя Альфред англоман Крупп взял позднее), в 14 лет был вынужден бросить учёбу и полностью посвятить себя содержанию семьи.


62.Поскольку фабрика всё-таки производила литую сталь, совершенствование технологии Крупп совмещал с поездками по окрестностям, а затем по близлежащим странам с целью продажи валков, штемпелей и напильников. Таким образом он приобретал опыт коммерсанта, который позволил ему в дальнейшем обходить многочисленных конкурентов.
Вдове и четырём детям достались в наследство долги, дышащая на ладан фабрика с пятью работниками, давно не получавшими жалованье, и сторожка рядом с ней, где и жила семья. Старший из сыновей – Альфрид (имя Альфред англоман Крупп взял позднее), в 14 лет был вынужден бросить учёбу и полностью посвятить себя содержанию семьи.
Повелитель трёх колец
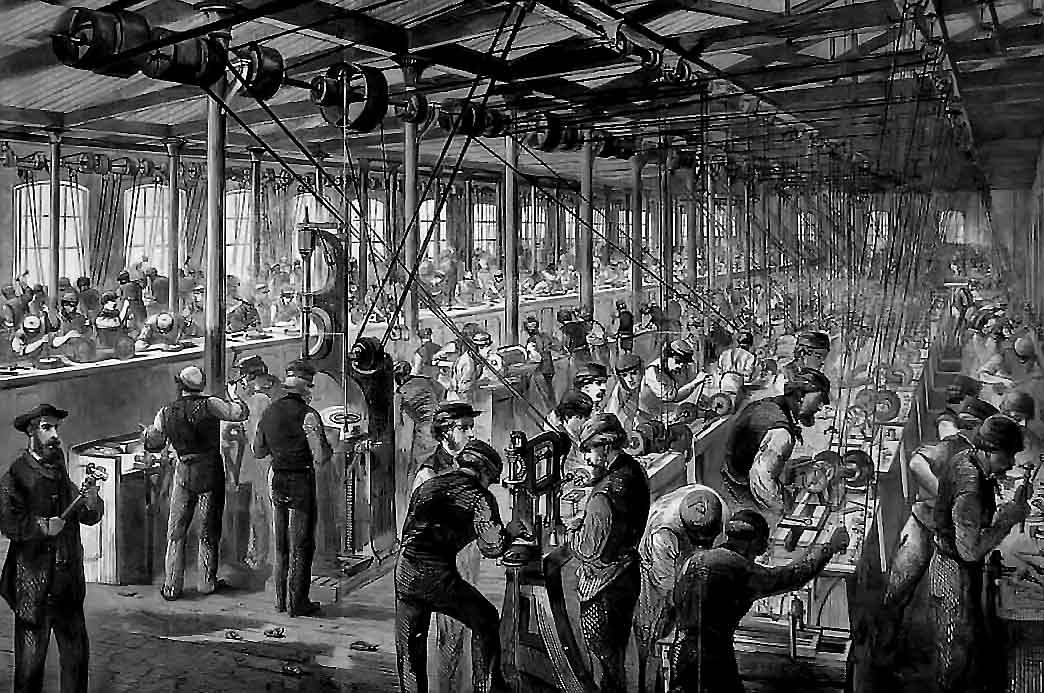
63.В 1850-х годах в Германии начался железнодорожный бум. Крупп, обладавший отличным чутьём на перспективные новинки, не мог не оценить возможностей, которые открывало возникновение нового рынка. В 1852 г. он разрабатывает бесшовный бандаж для железнодорожных колес, производство которого обеспечивает его фирме процветание.
64.Дело в том, что при производстве колёс для снижения износа из стали (ввиду её дороговизны) изготавливали только внешнюю часть – бандаж. При этом брали стальную полосу, сворачивали её в кольцо и скрепляли концы кузнечной сваркой. В ходе эксплуатации места сварки нередко лопались, приводя к авариям. По этой причине бесшовный, цельный бандаж был изобретением крайне значимым, и спрос на него сохранялся в течение всей жизни Альфреда Круппа.
65.С помощью железнодорожных заказов эссенская фабрика стала расти с той же скоростью, что и железнодорожная сеть Германии. В этот период возник знаменитый логотип в виде трёх колец, которые представляют собой не что иное, как три колёсных бандажа. Железнодорожный бум способствовал становлению крупповской промышленной империи, но истинное величие ей принесло производство артиллерийских орудий.
66.Разработкой артиллерийских орудий Крупп начал заниматься в 1843 г. после посещения оружейной фабрики в Саарне. Сделав несколько ружейных стволов, которые выдерживали пробу пятикратным пороховым зарядом, он с удивлением обнаружил, что они не вызвали интереса в военном ведомстве, которое было удовлетворено имевшимся производством. Тем не менее, оно поручило Круппу сделать шестифунтовое орудие из литой стали.
67.Орудие калибром 2,5 дюйма было изготовлено в 1848 г., в том же году произошла революция, поэтому у военных, занятых решением других проблем, интереса оно не вызвало. Более того, раньше Круппа подобную пушку представил Якоб Майер – основатель «Бохумер ферайн», который производил литую сталь с 1836 г. Таким образом, возможности производства артиллерийских орудий из стали в середине столетия имелись, однако спроса на них ещё не было.
Асс public relations
68.Крупп не отказывался от артиллерийского направления, хотя временами и приходил к мысли о его бесперспективности. Именно в этот период он проявил себя в области, которую в наши дни называют public relations (PR). Благодаря его успехам на этом поприще, позднее, когда правительства многих стран стали испытывать нужду в стальных пушках, все знали, что их умеет делать Альфред Крупп.
69.Благодаря агрессивному продвижению своей продукции Круппу удавалось переиграть даже конкурентов, имеющих более совершенные производства, и этом смысле весьма поучительной является история конкуренции Круппа с Якобом Майером, которому в 1844 г. удалось отлить первую в мире пушку из стали.



70.В 1851 г. в лондонском Гайд-парке был возведён Хрустальный дворец – место проведения и символ Первой Всемирной выставки. Передовые разработки индустриальной цивилизации разместились под крышей Дворца, включая, конечно, и стальные слитки. Наивысшее достижение британцев в этой области имело массу 2400 фунтов – чуть более тонны. По поводу этого экспоната Крупп презрительно писал: «У англичан здесь лежит слиток весом в 2400 фунтов с надписью «чудовищный слиток» (monster ingot) и пространным описанием его замечательных качеств и трудностей производства. Ковки нет, и пока ничто не доказывает, что это не чугун. Я говорил, что мы каждый день делаем подобные небольшие слитки».
71.На своём же стенде «промышленник и отчасти изобретатель из Эссена, что близ Дюссельдорфа» представил слиток массой 4300 фунтов (2 т), произведённый путём одновременной отливки из 98 тиглей. Слиток этот произвёл фурор и получил вторую золотую медаль Выставки.
72.А вот пушка из литой стали вызвала интерес лишь в качестве необычной диковинки, «пижона среди отличных орудий». Дело в том, что Крупп, стремясь привлечь к орудию внимание, отполировал «шестифунтовку» до зеркального блеска и организовал вокруг неё инсталляцию на основе тевтонской военной символики. Военные передовых стран проявили к новинке небольшой интерес. Однако кроме военных, ещё не имевших нужды в стальных орудиях, на выставке присутствовали и люди, кругозор которых позволял им делать далеко идущие выводы о перспективах новых разработок. Среди них был и академик Борис Якóби (Moritz von Jacobi). Заинтересовавшись новым способом, он собрал о нём дополнительные сведения и по возвращении в Россию опубликовал в 1852 г. в очередном номере Артиллерийского Журнала. Эта информация весьма заинтересовала руководство Горного департамента, что дало начало российским опытам в этом направлении.
Поскольку фабрика всё-таки производила литую сталь, совершенствование технологии Крупп совмещал с поездками по окрестностям, а затем по близлежащим странам с целью продажи валков, штемпелей и напильников. Таким образом он приобретал опыт коммерсанта, который позволил ему в дальнейшем обходить многочисленных конкурентов.


Нервный срыв
73.Огромное внимание Крупп уделил подготовке экспозиции для Второй Всемирной выставки, состоявшейся в Париже в 1855 г. Готовые изделия дополнялись разрушенными образцами, чтобы каждый мог убедиться, что сталь Круппа имеет мелкозернистое строение. Главным украшением экспозиции должна была стать колоссальная отливка массой 10 тыс. фунтов (примерно 4,5 т), для которой металл выплавлялся одновременно в 400 тиглях. Однако едва заняв своё место в экспозиции, этот слиток оказался в подвале, проломив перекрытие и едва не прихватив с собой осматривавших его посетителей.
74.По результатам выставки Крупп получил нервный срыв и вынужден был уехать на лечение. Причиной этого было не происшествие со слитком, а успех конкурента – Якоба Майера. Представленные им три колоссальных колокола из литой стали произвели фурор на Выставке и получили золотую медаль.
75.Крупп не мог уступить Майеру первенства в изготовлении фасонных отливок и на собственные деньги организовал экспертизу для того, чтобы доказать, что колокола чугунные. Однако международная комиссия признала, что колокола изготовлены из литой стали. Конфликт двух прусских предпринимателей активно обсуждался в международной печати. В результате в выигрыше от того, что названия их фирм оказались на слуху, оказались оба промышленника.
76.Несмотря на проигрыш в споре в Майером, из Парижа Крупп также увёз золотую медаль. Причиной этого стала тонкая лесть: из литой стали Крупп изготовил, отполировал до зеркального блеска и подарил Наполеону III точную копию стоявшей на вооружении французской армии 12-фунтовой пушки, к разработке которой приложил руку император.
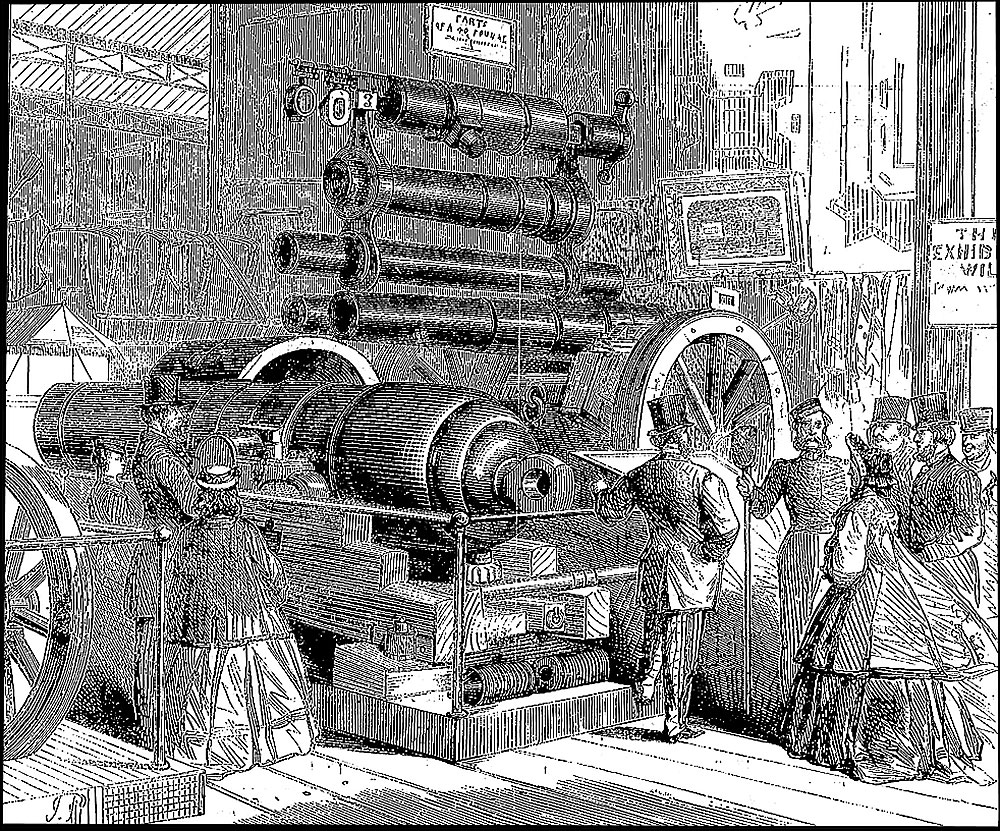
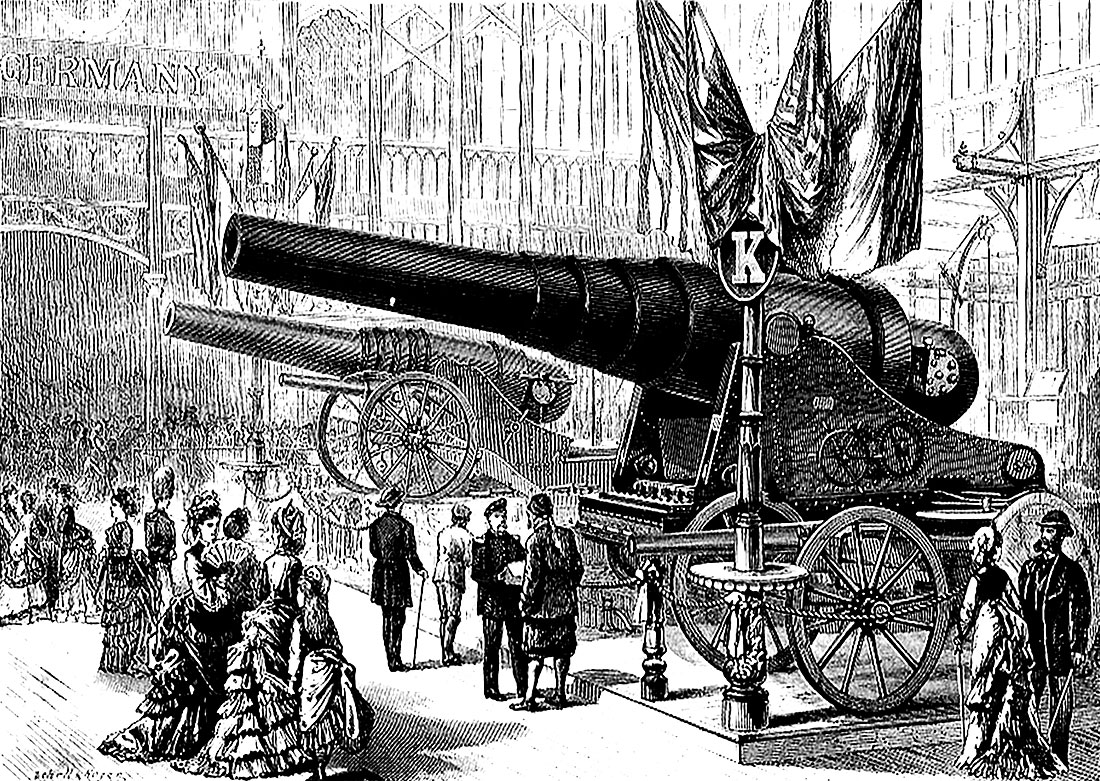
На Выставке 1867 г. Альфред Крупп в очередной раз удивил мир, привезя в Париж «монстра, которого не видел свет» – 50-тонную пушку на лафете массой 40 тонн.

Орден Почетного легиона
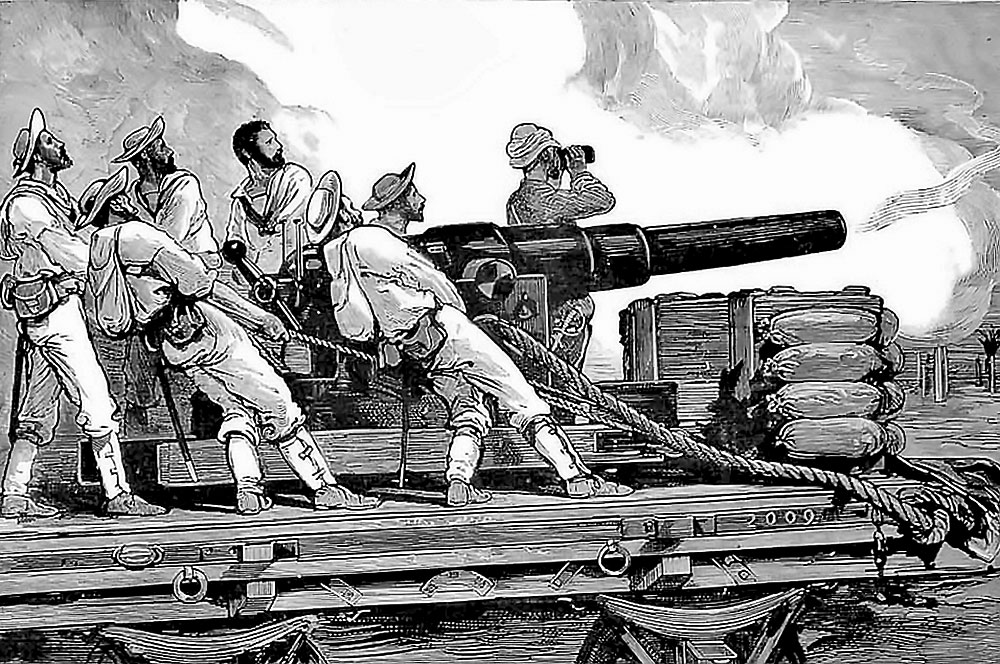
77.Не один Наполеон III стал благодаря Круппу обладателем пушки из полированной литой стали – шестифунтовку, «засветившуюся» на первой Всемирной выставке, он подарил Фридриху Вильгельму IV, который, правда, подарка не оценил. В отличие от своего брата, принц Вильгельм, будущий объединитель Германии Вильгельм I, проявлял большой интерес к крупповским орудиям, и вскоре после того как он стал регентом при тяжело больном короле, дела Круппа на «пушечном» направлении пошли в гору. В марте 1859 г. он получил заказ от прусского правительства на изготовление 300 орудий из литой стали.
78.На Выставке 1867 г. Альфред Крупп в очередной раз удивил мир, привезя в Париж «монстра, которого не видел свет» – 50-тонную пушку на лафете массой 40 тонн. Крупп стал кавалером ордена Почётного легиона, а Выставка окончательно показала возможности производства литой стали в больших объёмах и ее преимущества в качестве металла для артиллерийских орудий.
79.Определяющую роль в распространении крупповских орудий сыграла франко-прусская война 1870 г. После подписания Франкфуртского мира у ног Альфреда Круппа оказался практически весь оружейный рынок Европы за исключением разбитой, но гордой Франции и Великобритании, всё ещё отдававшей предпочтение железу.
80.Альфред Крупп умер 14 июля 1887 г. в возрасте 75 лет. За 61 год, которые он посвятил руководству Krupp Gusstahlfabrik, эссенский завод из опутанной долгами мастерской с пятью рабочими превратился в огромный по тем временам концерн – Фридрих Альфред Крупп унаследовал фирму, персонал которой составлял 20 тыс. человек.
Россия на перепутье
81.Итак, в середине XIX в. артиллерийское производство, нащупывая верные пути, находилось в стадии активного развития, и Россия, стремившаяся после позорного поражения в Крыму занять достойное место среди европейских государств, могла оценивать перспективы того или иного направления и делать выбор. Нельзя было надеяться, что передовые зарубежные военные технологии можно будет приобрести или украсть и внедрить на отечественных заводах, поэтому наряду с разведывательной и коммерческой деятельностью военное и горное ведомства занимались собственными разработками.

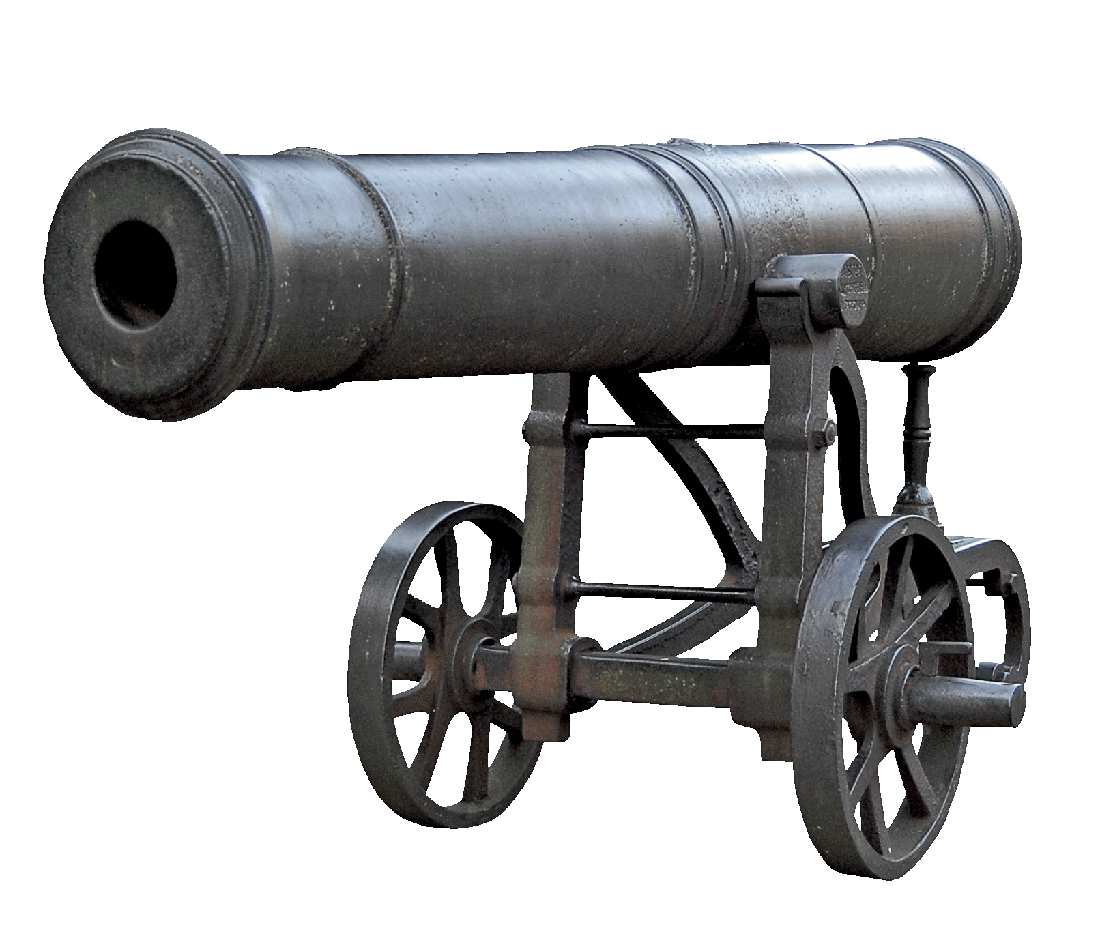
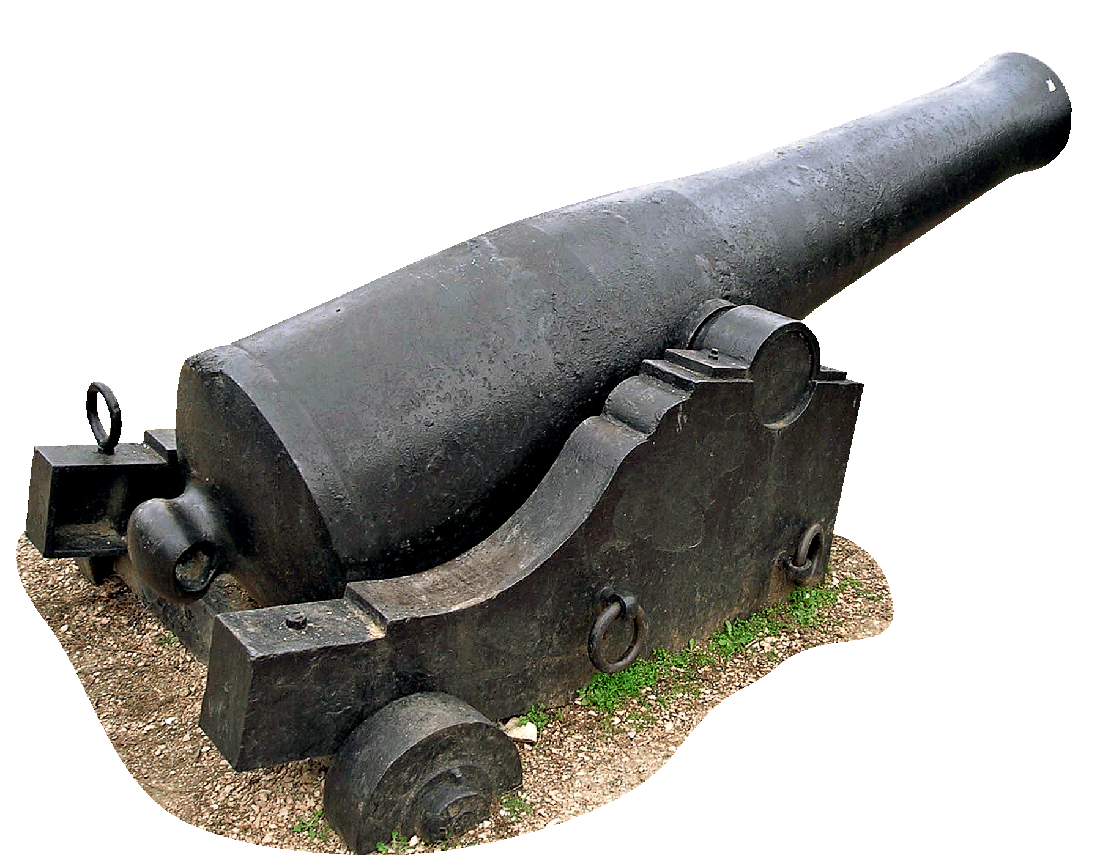
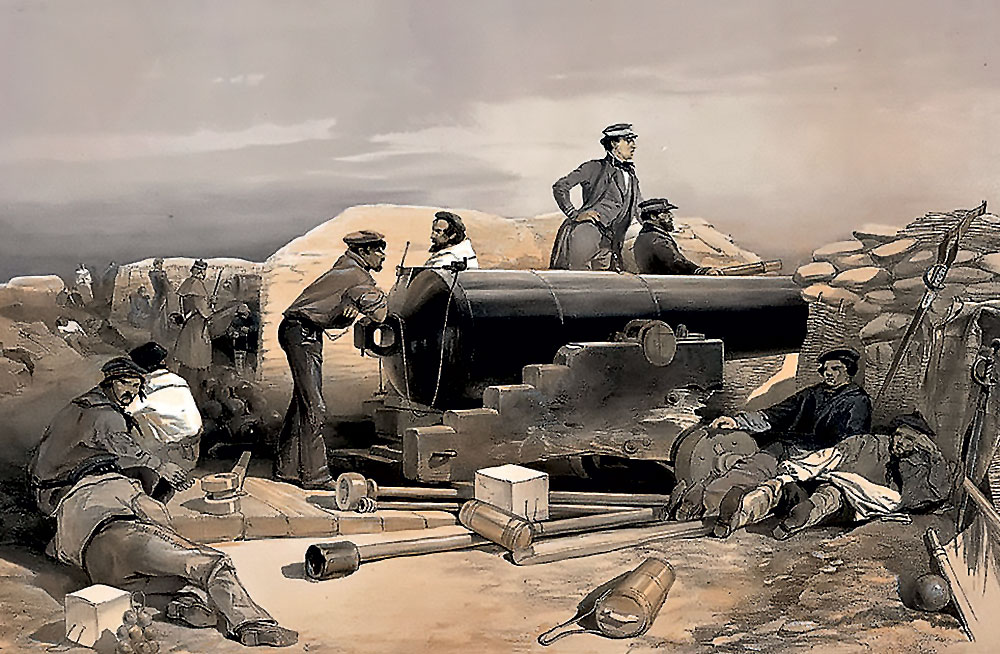
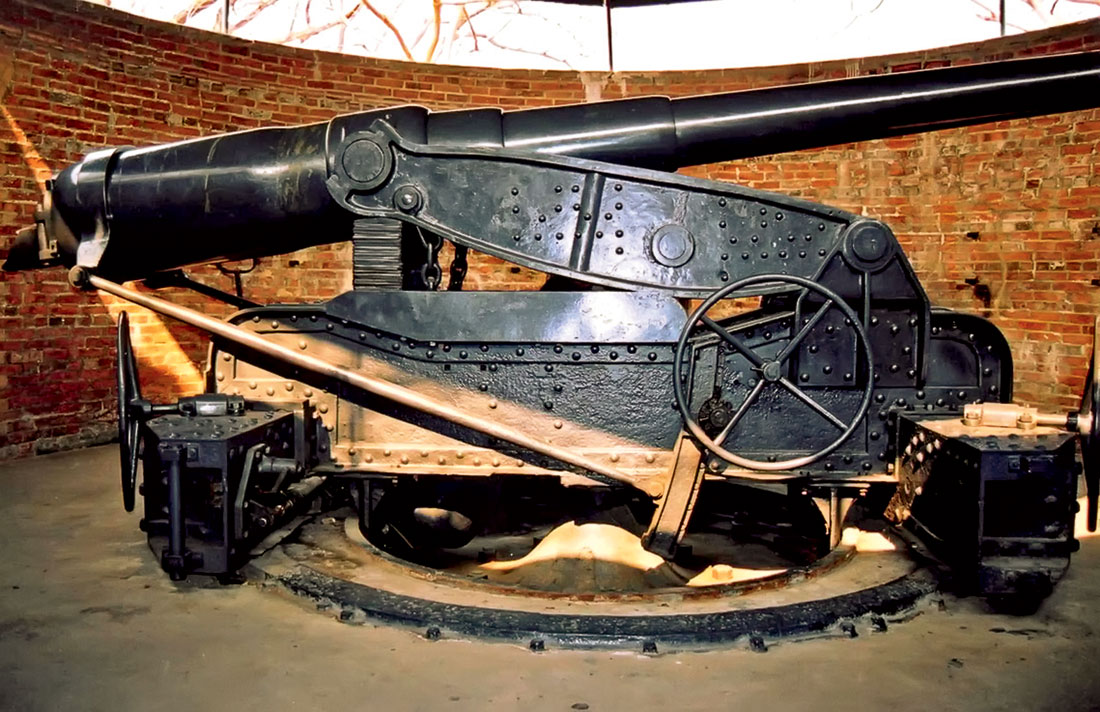
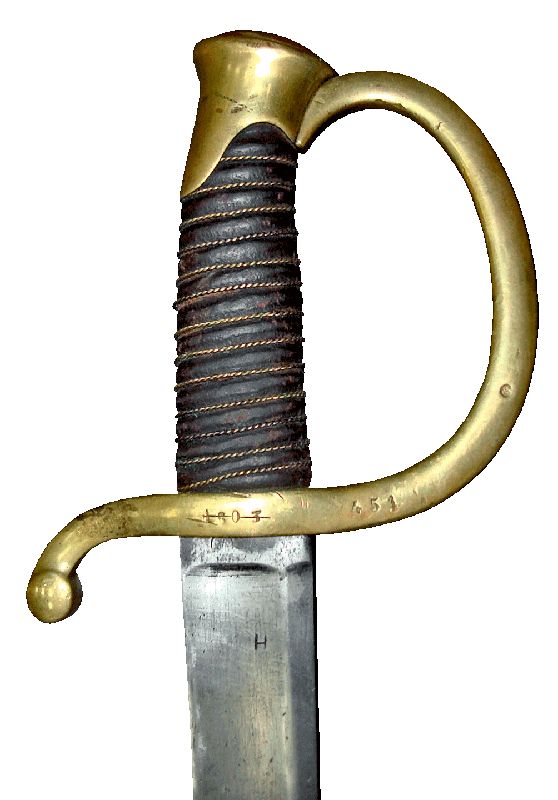
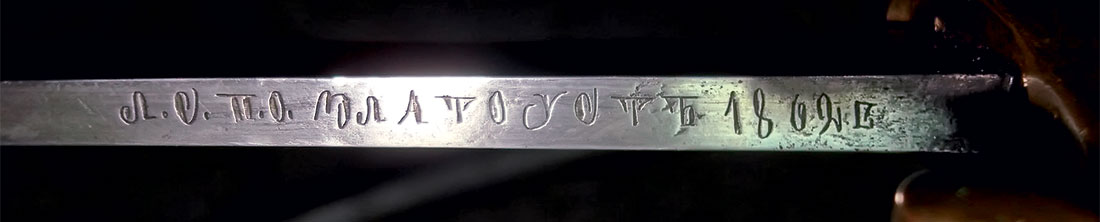
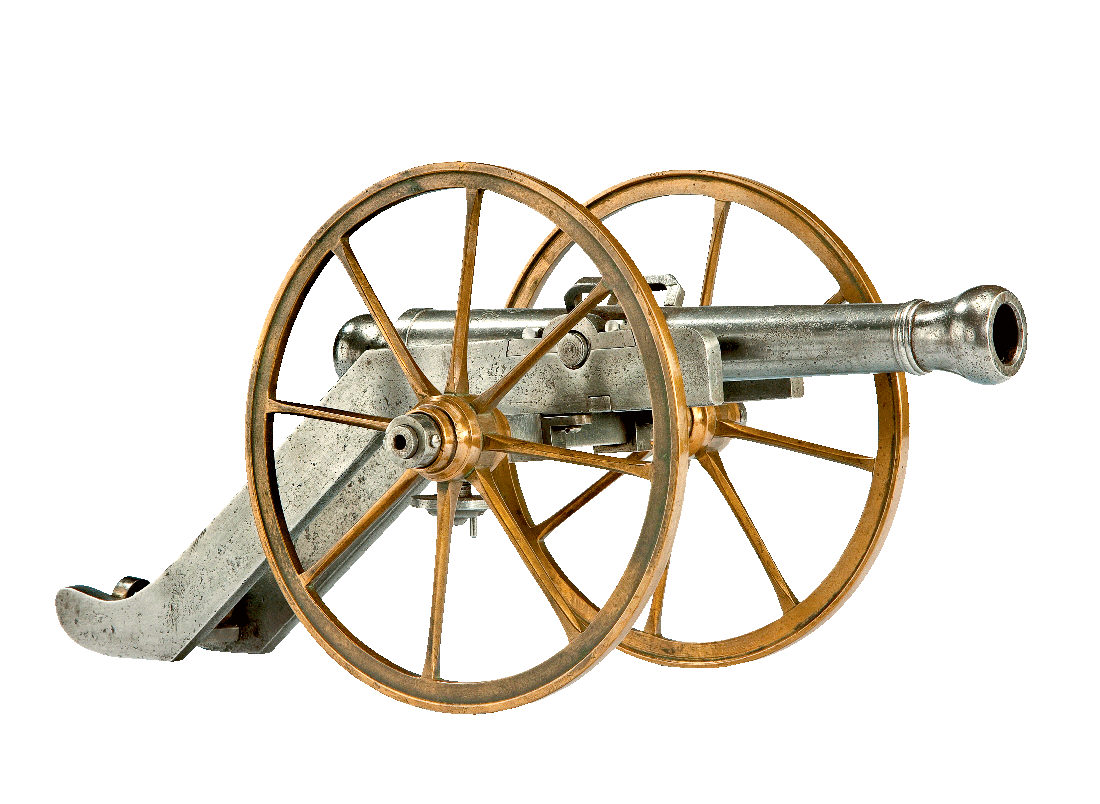
Русская пушка времен Крымской войны.
В середине XIX в.артиллерийское производство, нащупывая верные пути, находилось в стадии активного развития, и Россия, стремившаяся после позорного поражения в Крыму занять достойное место среди европейских государств, могла оценивать перспективы того или иного направления и делать выбор
82.Для начала требовалось создать производственную базу. Существующие адмиралтейские пушечные заводы, в частности, карельские, имевшие богатый опыт работы с чугуном, пошли по пути США, совершенствуя технологию производства чугунных гладкоствольных орудий. Однако многим техническим специалистам, которые были в курсе передовых разработок в этой области, было понятно, что этот путь тупиковый – материалом, подходящим для производства современного вооружения является литая сталь.
83.Единственным предприятием, производящим литую сталь, была Златоустовская оружейная фабрика, однако после смерти Павла Аносова производство пришло в упадок. Та же судьба постигла и литую сталь Бадаева – сведения о её производстве на Воткинском заводе в середине XIX в. отсутствуют.
84.Тем временем, из лондонского Хрустального дворца до руководства Горного департамента дошла информация об успехах стального производства на немецких заводах. Эта информация вызвала большое недоумение: с одной стороны, был известен лишь один способ получения литой стали – тигельный, с другой стороны считалось, что этот способ не позволяет получать крупные слитки.
Итак, в середине XIX в. артиллерийское производство, нащупывая верные пути, находилось в стадии активного развития, и Россия, стремившаяся после позорного поражения в Крыму занять достойное место среди европейских государств, могла оценивать перспективы того или иного направления и делать выбор.
Дойти самим
85.В связи с этим, горное ведомство разослало на подчинённые ему заводы документ следующего содержания: «Уже несколько лет как в западной Германии начали приготовлять литую сталь, в большом виде. Образцы изделий, из неё приготовленных и бывших в 1851 г. на Лондонской выставке, изумляли всех своей громадностию. В настоящее время, некто г. Крупп, приготовляет пушки из литой стали, которые, без сомнения, должны быть гораздо прочнее пушек чугунных. Нельзя предположить, чтобы литая сталь для таких громадных изделий приготовлялась обыкновенным способом через сплавление цементной стали в горшках около пуда вместимостью; вероятно, есть какой-либо другой способ, простейший, более удобный для производства в больших размерах. Но способ этот, вероятно, содержится в секрете, ибо до сих пор не было в иностранных газетах и журналах подробного об этом предмете описания, а появлялись одни лишь краткие, так сказать, летучие статейки, по прочтении которых можно только догадываться, что приготовление… основано на сплавлении чугуна с соответствующим количеством железа в печах. Но каких именно, не известно…
86.Приготовление литой стали в большом виде простейшим и, вероятно, вместе с тем, дешевейшим способом, равно как и приготовление стальных орудий может быть делом большой важности для русских заводов... Поэтому, следует употребить все средства для того, чтобы самим дойти до способа приготовления литой стали в большом виде».

Конкурент «пушечного короля»

87.Неизвестно, благодаря упомянутому распоряжению начал свои опыты с литой сталью штабс-капитан Корпуса горных инженеров Павел Матвеевич Обухов, или он действовал по собственному почину, однако в то самое время, когда Альфред Крупп готовился ко Второй Всемирной выставке в Париже, на Урале у него появился серьёзный конкурент.
88.Представители незнатного рода Обуховых обладали выдающимися способностями, благодаря которым занимали должности, недостижимые из-за сословных и образовательных ограничений. Дед Обухова, Фёдор Фёдорович, был сыном мастерового Ижевского завода и служил кузнецом-молотобойцем на Воткинском заводе. Профессиональные качества позволили ему получить должность кричного мастера.
89.Дворянское звание для себя и потомков добыл его сын Матвей Фёдорович. Службу он начал в 1801 г. канцеляристом на Камско-Воткинских заводах, где дослужился до должности уставщика (старшего мастера). В 1822 г. Матвей Обухов был переведён на Серебрянский чугунолитейный завод. Здесь он осуществил реконструкцию заводской плотины и водяных двигателей, за что был переведён в горные инженеры, несмотря на отсутствие технического образования. В 1826 г. он был назначен управителем Серебрянского завода, а в 1835 г. – Кушвинского завода в чине майора, в отставку Матвей Обухов вышел в 1841 г. полковником.
Учеба и практика
90.Павел, родившийся в 1820 г., унаследовал семейные способности в области техники – уже с шести лет он рисовал чертежи плотин, водяных двигателей, кузнечных молотов и горнов. Благодаря заслугам отца Павел Обухов получил возможность поступить в Институт корпуса горных инженеров. Институт Павел закончил в 1843 г. «первым по выпуску», с большой золотой медалью и в чине поручика, т. е. успехи в учёбе помогли ему уже при выпуске получить чин XII класса вместо положенного выпускникам XIV класса.
91.Обухов был распределён на Гороблагодатские заводы, однако уже летом 1846 г был отправлен в двухгодичную образовательную заграничную командировку. На обучение он поехал благодаря договору, заключённому со Штабом корпуса горных инженеров. Согласно договору Обухову предоставлялась возможность изучить новейшие достижения в горнозаводском деле Германии и Бельгии, за что он был обязан служить в горном ведомстве в течение шести лет.
92.После возвращения в Россию и непродолжительной практики в Петербурге и Сестрорецке, Обухов получил очередной чин штабс-капитана, а вместе с ним должность управителя Кушвинского завода, где прослужил следующие три года. В Кушве Обухов приступил к опытам по производству литой стали, которые были продолжены после перевода Павла Матвеевича в 1851 г. на должность управителя Юговского медеплавильного завода (Златоустовский горный округ).
Литая сталь Обухова
93.Технология Обухова отличалась как от способа Аносова, который науглероживал железо, получаемое при расплавлении обсечков, так и от способа Хантсмена, который переплавлял цементованную сталь, не регулируя её состав. Главным достижением Павла Матвеевича был способ регулирования состава металла, что в дальнейшем дало возможность производить в большом количестве тиглей одновременно сталь идентичного состава и получать из неё крупные отливки.
94.Для того чтобы получать сталь с необходимым содержанием углерода, Обухов ввел в шихту «регулятор» содержания углерода, роль которого играла железная руда. Технология заключалась в «сплавлении чугуна с железными или стальными обсечками и обрезками, магнитным железняком, чёрным шлихом (разрушенным магнитным железняком), белым мышьяком, селитрой и глиной». При выплавке твёрдых сортов стали можно было обойтись и одним чугуном, сплавляя его с магнитным железняком и добавляя мышьяк. Масса закладываемой в тигли шихты составляла 1 пуд 25 фунтов, плавка продолжалась от 3,5 до 5 часов.
95.В 1853 г. пластина, изготовленная из литой стали Обухова, при ружейной пробе осталась целой. Об этом успехе Обухов сообщил горному начальнику Златоустовского округа Александру Иоссе, который, оценив перспективы разработки, перевёл Обухова в Златоуст. Здесь новый управитель Оружейной фабрики приступил к организации промышленного производства улучшенных кирас, «имея в виду облегчение нижних чинов при трудных и дальних переходах военного времени». Проводимые в течение года опыты по выплавке литой стали завершились в 1854 г. полным успехом: пластинка из литой стали выдерживала от 40 до 60 сгибаний под прямым углом в тисках, тогда как обычная кирасная рафинированная сталь – только от 2 до 8.
96.В рапорте об окончании опытов Обухов отмечал, что металл, применяемый им для опытов с кирасами, является литой сталью, произведённой по новой технологии, которая также может быть использована «для заварки стволов, дела штампов для чеканки монет, и вообще в тех случаях, где требуется вязкость металла, соединённая с твёрдостью и упругостью». Он просил разрешения устроить печи для производства стали в больших количествах, поскольку качества металла давали надежду, что из него можно будет производить полевые артиллерийские орудия, «которые должны быть несравненно легче, дешевле и прочнее медных». Однако предложение это осталось без ответа.
Первый раунд
97.В том же 1855 г. началось соревнование крупповской и обуховской стали, когда в Златоуст были доставлены несколько крупповских кирас для сравнительного испытания. Сталь Обухова выиграла: комиссия, проводившая испытания заключила, что обуховские кирасы «несмотря на свою лёгкость, менее выгодную форму для сопротивления ударам пуль и, наконец, на большее растяжение металла под штампом, совершеннее кирас фабриканта Круппа».
98.Не хуже кирас был и инструмент – струги для кож выдерживали без обновления заточки до 3 тыс. кож, в то время как инструмент из английской стали тупился после обработки 50–60 кож. Вскоре весь используемый на фабрике инструмент был заменён сделанным из литой стали собственного производства. Затем литую сталь стали использовать и для производства основной продукции – холодного оружия. В результате брак, который составлял для клинков от 25 до 70 %, снизился до 4–16 %, а для кирас – с 50 до 6 %.
Полученную сталь Обухов делил на пять сортов: твёрдая инструментальная, инструментальная средней твёрдости и три мягких – клинковая, кирасная и ружейная.
Технология
99.Технология производства литой стали, внедрённая Обуховым в Златоусте, состояла из следующих этапов. Первоначально из специально подобранных, чистых по сере и фосфору, руд выплавлялся и разливался в слитки (штыки) чугун, который затем очищался от части примесей в ходе операции отбеливания. Затем «белый» чугун расплавляли в вагранке и заливали в разогретый добела ковш, где он рафинировался с помощью селитры.
100.Отдельно готовили тигли с прочими шихтовыми материалами. Затем тигли помещали в печь и нагревали до белого каления, после чего в них заливали по жёлобу чугун. После этого расплав перемешивали и при необходимости добавляли мышьяк. После собственно плавки «поспевшая» сталь выливалась в разборные чугунные изложницы (их конструкция осталась со времён Аносова). Раскалённые слитки протягивались под молотом или прокатывались в валках.
101.Полученную сталь Обухов делил на пять сортов: твёрдая инструментальная, инструментальная средней твёрдости и три мягких – клинковая, кирасная и ружейная. Каждый сорт имел дополнительное деление, так что всего было 22 «нумера», 23-й «нумер» – самая твёрдая инструментальная сталь – подвергался вторичной переплавке.
Второй раунд
102.Следующий этап соперничества с Круппом заключался в испытаниях ружейных стволов. Первый такой ствол Обухов изготовил в 1854 г., а в феврале 1855 г. подготовил доклад на имя полковника Иоссы о результатах опытов по использованию литой стали для изготовления ружейных стволов. Однако дело вновь сдвинулось с мёртвой точки благодаря Круппу – лишь в конце года, когда в распоряжении комитета по улучшению ружей и штуцеров появились несколько стволов, изготовленных на фабрике Круппа, последовало распоряжение Обухову изучить их на предмет возможности использования его стали для замены крупповской и подготовить заготовки для сравнения.
103.Павел Матвеевич подготовил 12 ружейных болванок и два готовых ствола по крупповскому образцу и отправил их для проведения проб в Екатеринбург. Исследования показали, что качество металла соперников находится примерно на одном уровне, при этом по окончании пробы металл обуховского ружья не имел дефектов вовсе, в то время как металл крупповского ружья имел незначительные дефекты, что обратило на себя внимание, поскольку «ствол Круппа был прислан в Россию как образец совершенства».
104.Но главное заключалось в том, что сталь Обухова была более чем в три раза дешевле крупповской (от 1 руб. 60 коп. до 2 руб. за пуд против 5 руб. 50 коп.). Именно это обстоятельство, а вовсе не соображения безопасности или престижа, не позволило артиллерийскому комитету принять решение о закупках стали в Эссене. В результате в 1856 г. генерал-фельдцейхмейстер (главный начальник артиллерии), великий князь Михаил Николаевич, распорядился о всемерной помощи Обухову со стороны уральского горного начальства для скорейшей организации производства литой стали для артиллерийских орудий.
Степень и грани риска
105.Согласно проекту Обухова, новая фабрика должна была производить сталь для инструмента, холодного оружия и кирас, а также 20–30 орудийных заготовок в год. В марте 1857 г. горное начальство Златоустовского округа разрешило постройку фабрики, однако затем началась бюрократическая возня.
106.Артиллерийское ведомство по возможности старалось ускорить постройку фабрики, однако строить её, как и в случае с Ижевским оружейным заводом, должен был Горный департамент, который вовсе не горел желанием нести дополнительные расходы и брать на себя ответственность в успехе предприятия. Следует также учесть, что если Крупп, организуя своё стальное производство, рисковал лишь благосостоянием своей семьи, то потери российского горного начальства могли быть куда серьёзнее – в случае неудачи можно было лишиться должности. Изнурительная борьба по перекладыванию ответственности продолжалась почти полтора года (это время вместило даже шестимесячную командировку Обухова на завод Круппа). Все заинтересованные лица ждали Высочайшего распоряжения.
107.Наконец, уже в 1858 г. Павел Матвеевич получил привилегию на 10 лет на изобретённый им способ производства литой стали, а представленный им проект был Высочайше утверждён к немедленному исполнению. Рядом с плотиной началось сооружение сталепушечной фабрики, получившей в честь генерал-фельдцейхмейстера название Князе-Михайловской.
Князе-Михайловская фабрика
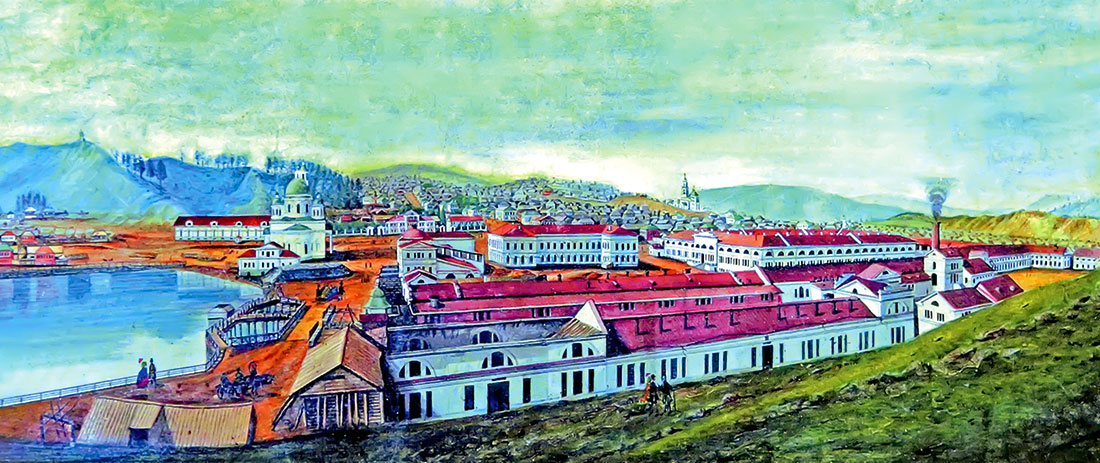
108.Проект фабрики для производства 4-, 12- и 24-фунтовых пушек разрабатывал сам Обухов, смету на постройку составил заводской механик горный инженер Николай Воронцов, а фасад здания спроектировал выпускник Императорской Академии художеств, златоустовский архитектор Фёдор Тележников. Фабрика располагалась по обоим берегам рек Ай. Состояла она из трёх основных отделений: литейного, кузнечного и сверлильного.
109.В литейном цехе располагались 127 горнов, в каждый из которых помещалось по два тигля (позднее их стали размещать по три). Для обеспечения дутьём использовались две воздуходувные машины – одна имела привод от 160-сильной паровой машиной, изготовленной в Бельгии, а вторая (изготовленная на месте Николаем Воронцовым) приводилась в движение водяной турбиной Швамкруга мощностью 100 л.с.
110.В трёх кузнечных цехах были установлены три бельгийских паровых молота: 550-пудовый системы Конди, 150 и 50-пудовые системы Несмита. Для нагрева перед ковкой были построены 4 сварочные печи, калильная печь, 2 якорных горна и ручные кузнечные горны. Воздуходувная машина для снабжения горнов дутьём приводилась в действие паровой машиной в 12 л.с. Ковка орудийных стволов занимала от 6 до 48 часов в зависимости от калибра орудия, при этом производилось от 4 до 24 нагревов. В сверлильном отделении прокованные орудийные болванки подвергались сверлению, обточке и отделке. Для привода станков использовались паровые машины мощностью 25 и 15 л.с.
Третий раунд
111.Военное министерство заказало Обухову четыре стальных орудия – 12-, 8- и два 4-фунтовых. 31 марта 1860 г. была отлита первая в России стальная 4-фунтовая пушка. Осенью 1860 г. в Петербург из Златоуста доставили 4-фунтовую пушку и два ствола: один для 4-фунтового орудия, другой – для 12-фунтового. Последний ствол предназначался для сравнительного испытания на Волковом поле с крупповским аналогом.
112.За период с 26 ноября 1860 г. по 8 марта 1861 г. из пушки Обухова было произведено 4017 выстрелов. После каждой тысячи выстрелов члены комиссии Артиллерийского комитета осматривали канал ствола. Повреждений как на поверхности орудия, так и в канале ствола отмечено не было. По результатам испытаний Обухов был пожалован орденом Св. Владимира 4-й степени, ему было велено выплачивать по 50 копеек за пуд подготовленных к сдаче артиллерийских орудий и по 35 копеек за пуд глухих болванок сортовой стали, приготовленных по заказам правительства. Награждены были и мастера-литейщики: Фёдор Гёссенбург получил золотую медаль на Владимирской ленте, Даниил Шнейдер, Козьма Ховрин и Альберт Шлиппер – серебряные медали на Станиславской ленте с надписью «За усердие».
113.В 1862 г. пушка Обухова была представлена на Всемирной выставке в Лондоне, где её отметили золотой медалью. Однако организаторы российской экспозиции не обладали рекламными талантами Альфреда Круппа или жалели деньги на рекламу. По этому поводу Василий Аполлонович Полетика, журналист и горный инженер по первой профессии, с горечью писал в «Северной пчеле»: «Можно ручаться, и я отвечаю за это, что на всей лондонской выставке нет ни одного металлического изделия, которое по качеству металла могло бы сравниться с обуховской пушкой. Мы могли бы показать эту пушку на витрине, как Кох-и-нур (имеется в виду знаменитый брильянт Koh-i-Noor), как гобеленовский ковёр, как единицу во всемирной промышленности; могли бы, в виде дамоклова меча, подвесить её над всеми Уитвортами и Армстронгами, грозя, по первому нашему произволению, уничтожить всю их хитросплетённую пушечную мануфактуру, а между тем, обуховская пушка лежит чуть не под столом, на каком-то деревянном обрубке, и совершенно уничтожается перед великолепною пушечною пирамидою вулвичского арсенала…».
114.После возвращения из Лондона знаменитая пушка была поставлена на вечное хранение в Артиллерийском музее в Санкт-Петербурге. На ее стволе была выгравирована надпись: «Отлита в 1860 году на Князе-Михайловской фабрике из стали Обухова. Выдержала более 4000 выстрелов».
115.Обухов в 1861 г. был избран членом-корреспондентом Ученого Артиллерийского комитета Главного артиллерийского управления, произведён в полковники и назначен горным начальником Златоустовского горного округа. В том же году он начал деятельность по организации крупного артиллерийского производства в Санкт-Петербурге, а в 1863 г. окончательно перебрался в столицу.
116.В 1865 г. производство обуховской стали достигло 43 тыс. пудов. Если в 1862 г. было отлито 80 орудийных болванок, то в 1865 г. было произведено уже 222 ствола. Всего с 1860 по 1867 г., т. е. за весь период работы, на Князе-Михайловской фабрике было изготовлено 365 орудий.
Блины и комья
117.Для организации массового, а не единичного производства, любому вновь устроенному предприятию требуется определённое время. Не являлась исключением и Князе-Михайловская фабрика, особенно с учётом того, что отливка крупных стальных слитков была делом малоизученным. Горное и военное начальство ждало результатов, и Павел Матвеевич приступил к производству орудийных заготовок, одновременно занимаясь изучением происходящих при этом процессов.
118.С началом изготовления крупных отливок начались серьёзные проблемы, суть которых, а, следовательно, и методы борьбы с которыми, ещё не были известны. Заключались они в том, что стволы многих пушек имели усадочные раковины и газовые пузыри, причём обнаруживалось это уже в столице – при высверливании и обточке канала (из-за проблем с поставкой станков в Златоусте эти операции не осуществлялись). Браковалось больше половины орудий.
119.Несмотря на то, что с теми же трудностями столкнулся и Альфред Крупп, среди артиллерийского начальства возникли сомнения в перспективах обуховской технологии. Предлагалось оставить обуховский способ и обратиться с заказами на изготовление орудий к Круппу.
Научный подход

120.Именно в это время начались первые исследования структуры литого металла, предпринятые работавшими в Златоусте артиллерийскими приёмщиками Александром Лавровым и Николаем Калакуцким. При изучении структуры литой болванки Лавров отбирал путём высверливания образцы металла по её объёму, а затем определял их плотность и химический состав. Калакуцкий изучал влияние на структуру слитка технологии обработки (ковки и термообработки).
121.Результаты исследований Лавров опубликовал в двух номерах «Артиллерийского журнала» (1866 г.), а Калакуцкий – в четырёх номерах (1867 г.). К сожалению, на этом работы пришлось прекратить: Лавров был отозван из Златоуста, а Князе-Михайловская сталепушечная фабрика прекратила своё существование – мощности сталелитейного производства переключены на обслуживание Оружейной фабрики.
Перетягивания одеяла
122.При создании проекта фабрики Обухов предполагал возможность увеличения её производительности, однако он не мог знать, что успехи в развитии теории и практики артиллерийского производства уже через несколько лет приведут к необходимости изготовления 9-, 11- и даже 15-дюймовых морских орудий. К 1866 г. стало понятно, что крупные современные орудия на Князе-Михайловской фабрике производить невозможно.
123.10 марта 1866 г. в Петербурге состоялось заседание Комитета по изготовлению артиллерийских орудий для крепостей и флота, который принял следующее постановление: все златоустовские орудия признать неблагонадежными, неопробованные орудия считать негодными и не подвергать пробе. При этом вся ответственность была возложена на Горное ведомство.
124.Говоря о судьбе Князе-Михайловской фабрики, можно с уверенностью сказать, что она пала жертвой межведомственных «перетягиваний одеяла». Представители артиллерийского руководства, не имея глубоких познаний в организации новых производств вообще и производстве стали в частности, требовали скорого результата без учёта того, что всякое новое производство на первом этапе сталкивается с большим количеством проблем, зачастую непредвиденных.

125.По поводу этого известный учёный-экономист академик Владимир Безобразов, посетивший в конце 1860-х годов в виду планируемой приватизации горных заводов все более-менее значимые казённые предприятия Урала, писал: «Огромные капиталы были истрачены в самое недавнее время горным ведомством по настояниям со стороны артиллерийского ведомства на сооружение этой фабрики и снабжение её самыми лучшими устройствами, приобретенными за границей, для водворения у нас сталепушечного производства. Лишь только оно стало возникать в Златоусте, строитель фабрики и изобретатель стали для орудий был приглашён Морским ведомством в Петербург для устройства там собственного завода, действующего ныне со значительными пособиями и жертвами казны. Вместе с тем, горное ведомство признало более удобным перевести сталепушечное производство в Пермь, где устроена со значительными расходами новая фабрика, сосредоточившая на себе снова всё внимание горного ведомства, а в Златоусте это производство прекращено. …Но ни одно из этих трёх заведений не может быть до сих пор признано окончательно разрешившим задачу этого дела; притом можно было бы желать большей последовательности и системы в правительственных действиях по этому делу, которое, несомненно, сопряжено у нас со многими замешательствами и денежными жертвами, обусловленными исключительно разъединением и столкновением нескольких ведомств, а никак не техническими свойствами самого дела и сущностью сталепушечных опытов».
126.В 1880 г. заброшенную фабрику осмотрел Дмитрий Константинович Чернов. Он обнаружил в пустовавших помещениях лишь ряды стальных пушечных болванок, по поводу чего писал: «Сколько средств потрачено, сколько надежд возлагалось на этот завод... И вот теперь вместо пушек лежат, и, вероятно, долго ещё будут лежать в назидание потомству, ряды негодных болванок». Позднее в память о пушечном производстве в Златоусте перед зданием Арсенала установили стволы артиллерийских орудий, отлитых из обуховской стали. В 1990 г. после реставрации эти орудия были установлены на лафеты.

Мотовилихинский завод
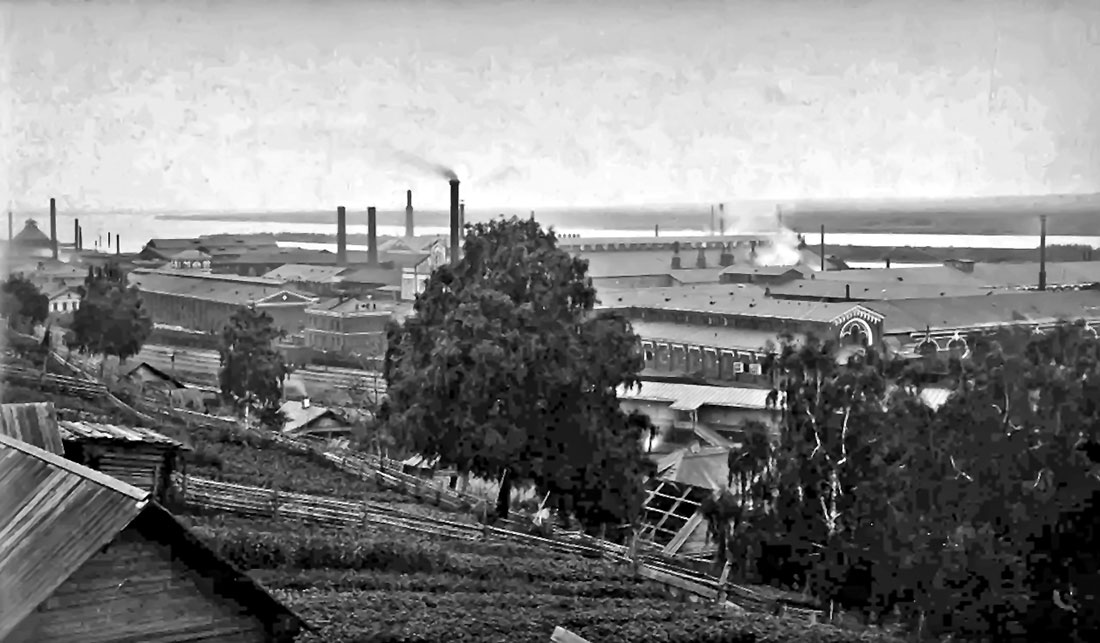
127.После пуска Князе-Михайловской фабрики началось распространение технологии Обухова по стране. Сам Обухов приступил к организации крупного артиллерийского производства в столице, параллельно создавалось ещё одно предприятие для производства стальных орудий. Основано оно было в Прикамье, в 3,5 верстах севернее Перми, на базе закрытого в 1863 г. из-за истощения сырьевой базы Мотовилихинского медеплавильного завода.
128.Новый завод был заложен 26 августа 1863 г., его проектирование и строительство велось под руководством подполковника Николая Воронцова. После завершения строительства Воронцов был назначен управляющим заводом на правах горного начальника. Строительство завода было в основном закончено к сентябрю 1864 г. Основное оборудование было закуплено в Англии, Бельгии и Германии. Энергетическое хозяйство завода полностью состояло из паровых машин.
129.Для производства стали были построены 240 горнов по 3 тигля в каждом, что позволяло выплавить одновременно до 1000 пудов жидкой стали. Обработка заготовок осуществлялась в молотовой с 3 паровыми молотами, имевшей 10 калильных печей, поворотный кран, 5 паровых котлов для привода молотов. Оборудование пудлинговой фабрики состояло из 5 пудлинговых и одной сварочной печей, парового молота системы Конди, прокатного стана и паровой машины в 40 л.с. Отделка производилась в пушечно-сверлильном отделении с 25 сверлильными и 5 отделочными станками, приводимых в действие 4 паровыми машинами мощностью по 30 л.с.
130.Приготовление литой стали велось по рецептуре Обухова из железного уклада, чугуна и магнитного железняка, поставляемыми Гороблагодатскими заводами.
131.Поскольку крупное производство требовало значительного расхода древесного угля, для его выжига были построены стационарные углевыжигательные печи. Сплав дров к заводу по Каме, Чусовой и Сылве производился на гусянах – беспалубных крытых барках, которые строились самим заводом. С целью снабжения завода лесом для выжига угля к нему были приписаны лесные дачи площадью в 113 514 десятин.

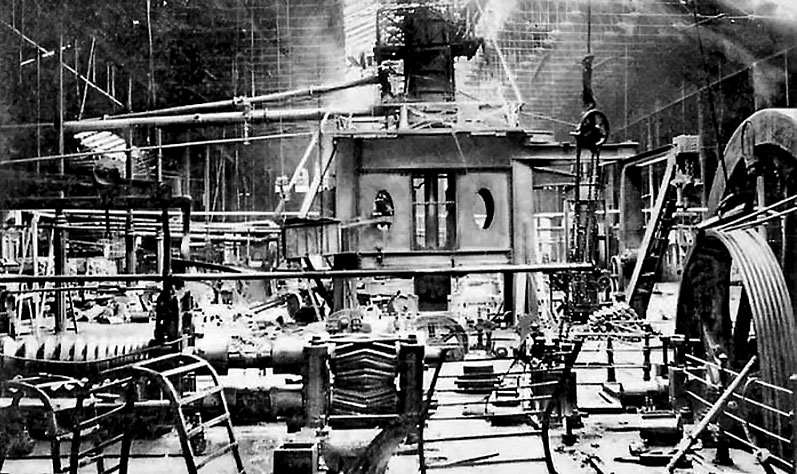
«Царь-молот»
132.14 января 1864 г. было доложено о получении первой стали «превосходного качества». Первое орудие было изготовлено в сентябре, а в декабре 1864 г. были проведены успешные испытания 4- и 12-фунтовых нарезных пушек, причём одна из них выдержала 4 тыс. выстрелов. Тем не менее, проблема, возникшая на Князе-Михайловской фабрике при производстве крупных отливок, сказалась и здесь – уже в первой партии 1865 г. были случаи разрывов орудий. Для решения этой проблемы Воронцов организовал на заводе экспериментальную лабораторию, в которой образцы подвергались механическим испытаниям, в том числе пороховой пробе.
133.В 1868 г. с учётом перспективы дальнейшего производства 11-дюймовых орудий, было получено разрешение на разработку проекта 35-тонного, а затем и 50-тонного молота двойного действия. Работы по устройству фундамента для этого царь-молота, в то время крупнейшего в мире и, способного доводить силу удара при действии верхнего пара до 120 т, продолжались в течение двух лет. В 1872 г. началась подготовка к отливке цельного шабота – «стула» для наковальни.
134.Отливка чугунного шабота массой 38 тыс. пудов (620 т), начатая 26 января 1873 г., продолжалась непрерывно 27 часов, а остывание отливки длилось 3 месяца. В ней принимало участие 700 рабочих, кроме того специально для этого потребовалось соорудить временный литейный цех с 14 вагранками системы Маккензи и 3 воздуходувными машинами. 7 октября 1873 г. стул был установлен на место. Вплоть до конца XIX в. этот молот считался самым мощным в мире.
135.В 1872 г. Мотовилихинский завод был объединён в единое предприятие с находящимся рядом Пермским чугунопушечным заводом, который имел в своём составе 6 отражательных печей, 2 мостовых крана и пушечно-сверлильную фабрику с 12 станками. Отливка производилась из литейного чугуна, поставляемого с Гороблагодатских заводов.
136.В 1869 г. по заказу Морского министерства на Пермском заводе была отлита чугунная Царь-пушка 20-дюймового (508 мм) калибра весом 2750 пудов и длиной около 5 м.
Пермская «Царь-пушка»
137.Встречаются упоминания, что это «уникальное орудие было отлито из закалённого чугуна высокого качества особым «уральским методом». На самом деле применяема технология была всего лишь модифицированным методом Томаса Родмана, что делает некорректным любые сравнения с московской Царь-пушкой, которая, ко всему прочему, изготовлена из бронзы.
138.В то время как вводилась в строй Князе-Михайловская фабрика и разрабатывались планы строительства Пермского и Обуховского сталепушечных заводов, группа российских артиллеристов, в том числе Аксель Гадолин и Филимон Пестич, была командирована в Североамериканские Соединённые Штаты для изучения передовых методов литья крупнокалиберных гладкоствольных орудий из чугуна. Передовыми на тот момент в Штатах считалась колумбиады Дальгрена и Родмана.
139.С учётом опыта Соединённых Штатов, Морское ведомство запустило программу строительства броненосных кораблей класса «монитор», которую открыл монитор-крейсер «Пётр Великий» – первый российский броненосец, способный действовать в открытом море. Для вооружения мониторов Морское ведомство заказало Олонецким заводам изготовление двадцати 15-дюймовых чугунных гладкостенных пушек.
140.Для вооружения фрегатов «Крейсер» и «Минин» предполагалось использовать 20-дюймовую (508-мм) пушку. Предпочтение было отдано орудию системы Дальгрена. Дополнения в конструкцию внёс Филимон Пестич, к тому времени генерал-майор и начальник артиллерийской части Кронштадтского порта. В 1868 г. Морское ведомство заказало изготовление орудия Пермскому чугунопушечному заводу. Всего предполагалось изготовить 8 стволов. Использовали метод Родмана, однако от внешнего обогрева решено было отказаться.

Технология Родмана–Дальгрена–Пестича
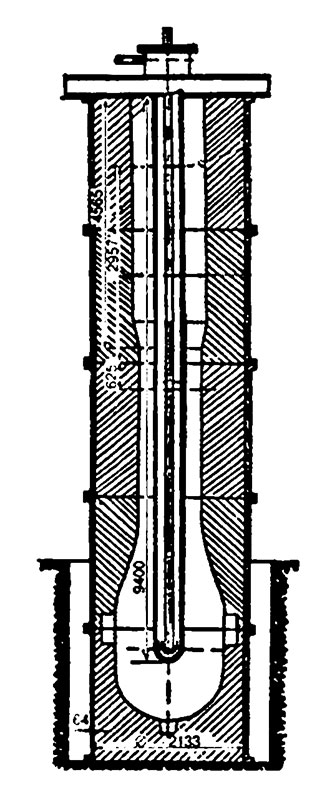
141.Для производства чугуна использовался магнитный железняк с рек Чусовой и Косьвы, а также «железный блеск» с реки Вишеры. Древесный уголь поставлял Добрянский завод. Составную форму высотой 10 665 мм изготавливали по способу «быстрой формовки» в металлических опоках из песчано-глинистой смеси. На изготовление литейной формы и прочие подготовительные работы ушло полгода.
142.Металл в полость формы заливали на уровне оси цапф пушки. В течение 25 мин в форму было залито 68240 кг чугуна (включая прибыльную часть). В течение 10 часов охлаждение канала ствола осуществлялось с помощью чугунного стержня, футерованного асбестовым шнуром и слоем огнеупорной глины толщиной 9,5 мм. Затем еще 150 часов воду подавали прямо в канал ствола.
143.Вес отлитой болванки составил 62 751 кг. Заготовка была подвергнута механической обработке для получения собственно орудия: от неё отрезали прибыль, обработали наружную поверхность, цапфы и канал ствола, просверлили отверстие запала. На отделку ушло 3,5 месяца, после чего толщина стенок орудия составила 180 мм у дула и 450 мм в казённой части. Железный станок, спроектированный Пестичем, был изготовлен на Воткинском заводе.
144.К маю чугунное орудие весом 43,8 т и длиной 5,5 м было готово к «пороховым испытаниям». Они прошли на берегу Камы и продолжались с 16 августа по 12 сентября 1869 г. Было сделано 314 выстрелов. Дальность стрельбы составляла до 1280 м.
145.Получив отличные результаты испытаний, Пермский чугунопушечный завод начал подготовку к отливке остальных 20-дюймовых стволов, однако здравый смысл возобладал – принятое решение о переходе к стальным нарезным казнозарядным орудиям поставило крест на использовании крупнокалиберных пушек из чугуна.
146.Решением императора Александра II 20-дюймовка была сохранена в Перми как историческая реликвия. До 1989 г. орудие стояло около проходных завода, а затем было перемещено на площадку рядом с заводским музеем, где и находится и сейчас.
Реконструкция
147.В 1874–1877 гг. на заводе была проведена серьезная реконструкция. Было установлено 10 регенеративных печей Сименса, использовавших в качестве топлива каменный уголь. Под руководством Николая Воронцова, при активном участии горного инженера Васильева и начальника горного округа Александра Иоссы было введено мартеновское производство в составе четырех печей. Построили здание механической фабрики, в котором установили 400 металлорежущих станков, причём все станки завод проектировал и изготавливал сам. По проекту механика-самоучки Пермякова цехи завода были связаны первой в России внутризаводской узкоколейной железной дорогой, протяженностью 9 вёрст.
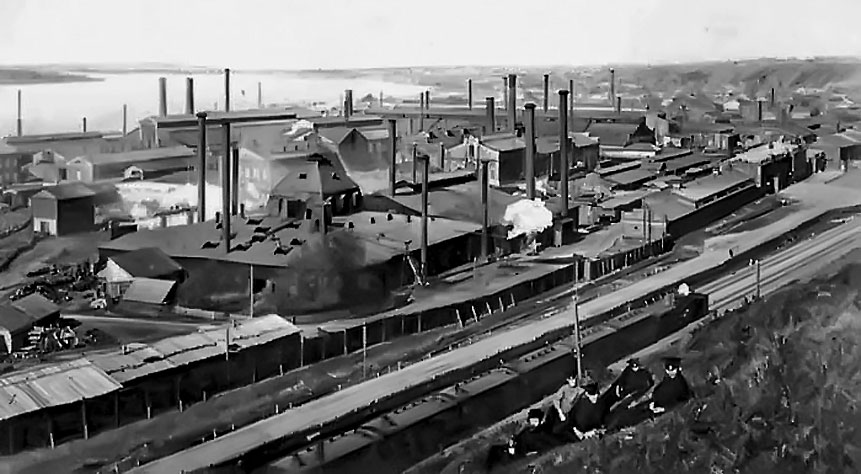
148.К концу 1870-х годов персонал завода составлял 3 тыс. рабочих, а посетивший Пермь в 1880 г. Дмитрий Чернов дал ему такую характеристику: «Завод этот снабжён богато всем, что только нужно для сталепушечного дела в современном его состоянии».
Вольтова дуга и точка зрения металлурга
149.Рассказ о Пермском пушечном заводе был бы неполным без упоминания об одном из его первых начальников – Николае Гавриловиче Славянове, изобретателе метода дуговой электросварки «с расходуемым электродом» под слоем шлака. Это изобретение также обязано своим возникновением изготовлению стальных отливок, поскольку одной из важнейших целей, преследуемых изобретателем, являлась разработка способа борьбы с раковинами и трещинами, образующимися при застывании стали и других сплавов.
150.Разрабатывая технологию сварки, Славянов использовал приёмы отливки металлов, известные ему как металлургу: защиту расплавленного металла жидким шлакам (битым стеклом), легирование ферросплавами, подогрев верхней части затвердевающего металла.
Николай Славянов

151.Николай Славянов родился 5 мая (23 апреля) 1854 г. в селе Никольское Задонского уезда Воронежской губернии в семье отставного штабс-капитана Гавриила Николаевича Славянова и был старшим из восьми сыновей (в семье было ещё три дочери). Поскольку семейная традиция предписывала службу в армии, в возрасте восьми лет Николай, несмотря на слабое здоровье, был отдан в Воронежский кадетский корпус. На предпоследнем курсе он перешёл в выпускной класс Воронежской мужской гимназии, которую и окончил в 1872 г. с золотой медалью.
152.В том же году Славянов поступил в Петербургский горный институт. Отец его умер ещё во время учёбы в кадетском корпусе, имение было продано, поэтому студент Славянов жил на скромную стипендию и уроки. В 1877 г. он завершил учебу в числе лучших выпускников Горного института и получил звание горного инженера первого разряда.
153.Молодой специалист, который незадолго до этого женился, был направлен на Воткинский казённый горный завод. Здесь он проработал четыре года (с 1877 по 1881 гг.) и прошел путь от практиканта до смотрителя механического и токарного цехов. В 1881 г. Славянов был переведён на Омутнинские заводы братьев Пастуховых. Однако не встретив со стороны хозяев заводов поддержки в своих попытках модернизировать производство, он подал прошение о переводе на государственную службу. В 1883 г. Николай Славянов получил назначение на Пермские казённые пушечные заводы, куда его пригласил горный начальник этих заводов Александр Афросимов (будущий вице-директор Горного департамента), сослуживец Славянова по Воткинскому заводу. Всю дальнейшую жизнь Николай Гаврилович провёл на Пермских заводах, где дослужился до должности горного начальника (в 1891 г.).
154.В 1885 г. Славянов был командирован в Германию и Бельгию для ознакомления с производством заводов Круппа и общества Кокериль, а также для осмотра выставок – Всемирной в Антверпене и Электрической в Кёнигсберге. В обоснование этой поездки Александр Афросимов писал: «Я имею самое глубокое и искреннее убеждение, что командирование Славянова за границу, при его поистине замечательных способностях, познаниях и даровитости, при глубокой его наблюдательности и основательности, сторицею вознаградит расходы казны, сопряжённые с его командированием, сохранив для службы этого замечательного инженера, которого я признаю одним из самых выдающихся русских горных инженеров».
Рассказ о Пермском пушечном заводе был бы неполным без упоминания об одном из его первых начальников – Николае Гавриловиче Славянове, изобретателе метода дуговой электросварки «с расходуемым электродом» под слоем шлака.
Заводская электростанция
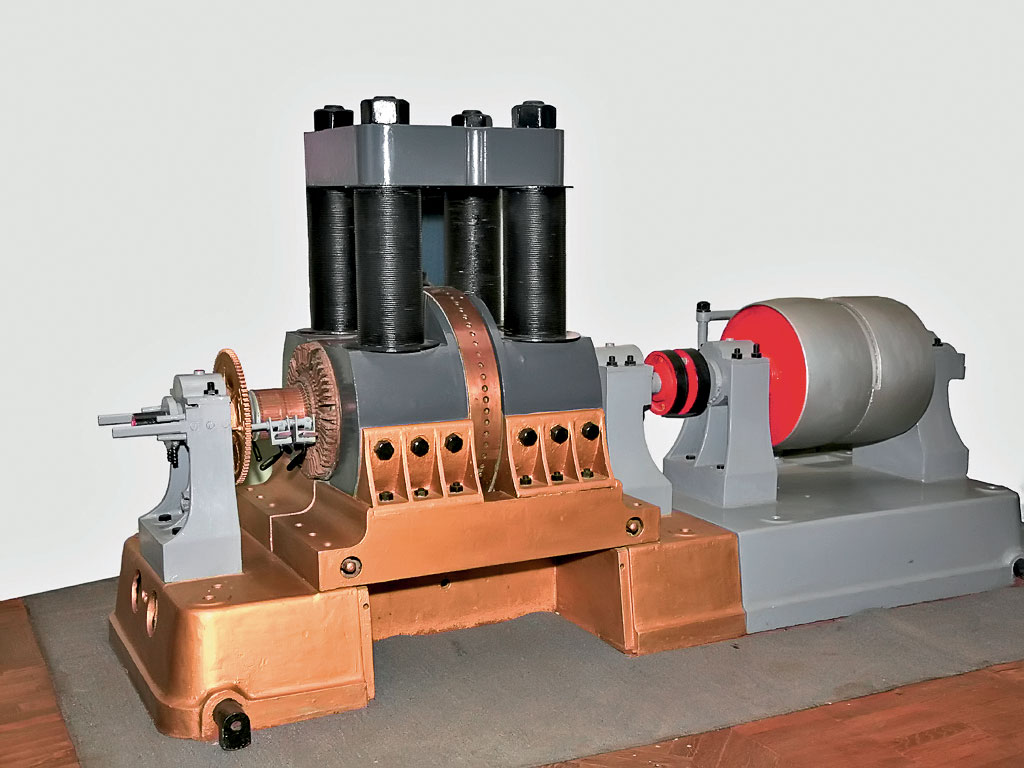
155.После возвращения Славянов разработал проект электрического освещения завода и приступил к строительству электростанции на основе мощной по тем временам динамо-машины (генератора) постоянного тока с приводом от паровой машины мощностью 60 л.с. Работы, связанные с установкой электрического освещения (около 1000 ламп), были выполнены под руководством Славянова с использованием заводских материалов. Электротехнические разработки Славянова были представлены в качестве экспонатов на Урало-Сибирской научно-промышленной выставке, прошедшей в Екатеринбурге летом 1887 г., и отмечены серебряной медалью.
156.Заводская электростанция дала возможность Славянову начать опыты, результатом которых стало изобретение нового способа сварки металлов. Необходимо отметить, что в области электротехники Николай Гаврилович занимался самообразованием, поскольку направление это только формировалось и какого-либо учебного курса по теории или использованию электричества во время его учёбы в Горном институте не существовало.
Предыстория

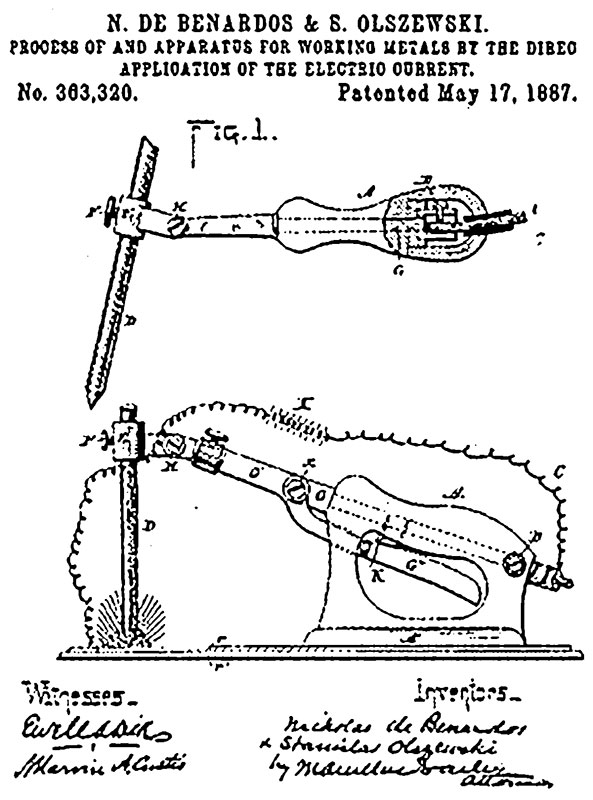
157.В 1875 г. на заводе по производству телеграфного кабеля Уильяма Сименса концы телеграфных проводов со специально выполненным косым срезом торцов собирали внапуск и соединяли путем «накала» проходящим постоянным током. В 1877 г., американский профессор Элихью Томсон открыл способ стыковой контактной сварки. Вскоре он организовал электротехническую фирму, а в 1886 г. получил первые патенты на способ и оборудование для контактной сварки «путём пропускания переменного тока через соединяемые детали, сдавливания их и проковки».
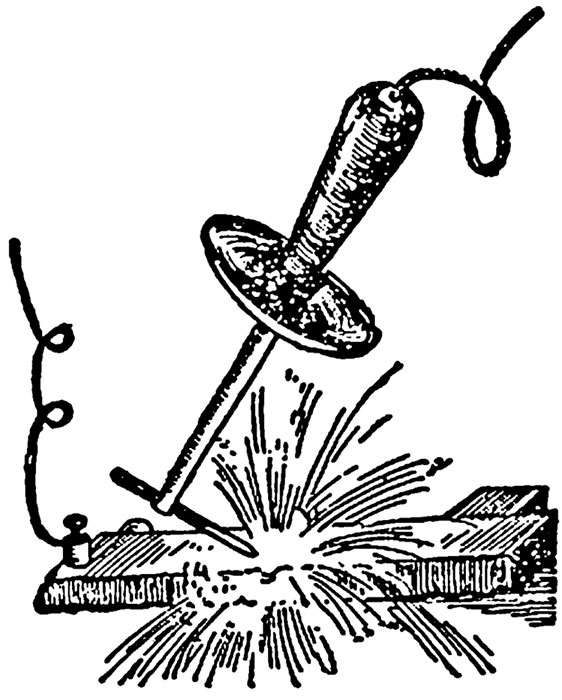
158.Что касается «настоящей» сварки с помощью электрической дуги, то здесь первопроходцем оказался русский изобретатель Николай Николаевич Бенардос (по материнской линии потомок Демидовых). Одним из его изобретений была конструкция колёсного парохода, способного преодолевать препятствия по суше. При его постройке Бенардосу часто приходилось соединять крупные металлические детали кузнечной сваркой. Однако в мастерских Николая Николаевича не было нагревательных печей достаточного размера, поэтому изобретатель попробовал греть кромки вольтовой дугой, при этом металл оплавлялся и соединял небольшие участки.
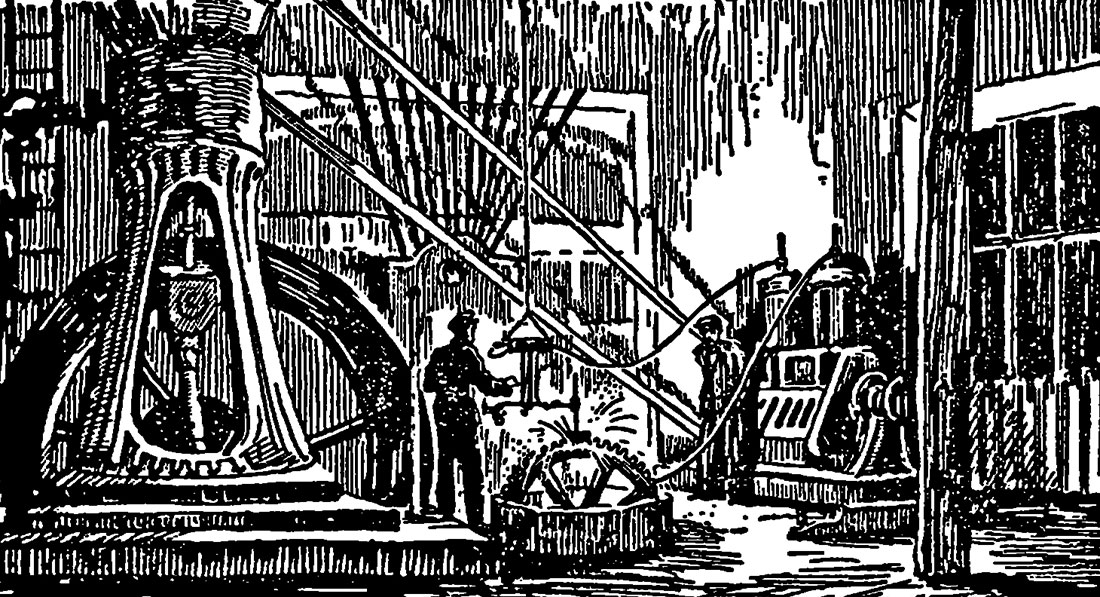
Бенардос
159.В середине 1870-х годов Бенардос познакомился с инженером и изобретателем Бюксенмейстером, основавшим в 1878 г. неподалеку от Кинешмы завод по производству аккумуляторов и электродуговых ламп. Здесь он получил возможность экспериментировать с электрической дугой и аккумуляторными батареями.
160.Работу с аккумуляторами Николай Николаевич продолжил в Санкт-Петербурге, став сотрудником компании «Яблочков-изобретатель и К°». Весной 1881 г. в качестве сотрудника компании он отправился на Международную электрическую выставку, проходившую в Париже. Здесь, в экспериментальной лаборатории при журнале «Электрисьен», Бенардос начал работу над усовершенствованием аккумуляторов, в ходе которой сделал своё главное изобретение – способ дуговой электросварки, названный им «электрогефест».
161.В 1885 г. Бенардос получил патенты в Великобритании и Франции, а 31 декабря 1886 г. – десятилетнюю привилегию № 11982 на «Способ соединения и разъединения металлов непосредственным действием электрического тока», в котором его сущность описывалась так: «Предмет изобретения составляет способ соединения и разъединения металлов действием электрического тока, названный электрогефест и основанный на непосредственном образовании вольтовой дуги между местом обработки металла, составляющим один электрод, и подводимой к этому месту рукояткою, содержащею другой электрод, и соединенной с соответственным полюсом электрического тока. С помощью этого способа могут быть выполнены следующие работы: соединение частей между собой, разъединение или разрезывание металлов на части, сверление и производство отверстий и полостей и наплавление слоями». Патент на способ дуговой электросварки «Электрогефест» был выдан Николаю Бенардосу и Станиславу Ольшевскому 17 мая 1887 г.
162.Изобретение Николая Бернадоса стало отправной точкой для работ Славянова, однако он подходил к внедрению его в производство с точки зрения металлурга.
В 1885 г. Бенардос получил патенты в Великобритании и Франции, а 31 декабря 1886 г. – десятилетнюю привилегию № 11982 на «Способ соединения и разъединения металлов непосредственным действием электрического тока»
Электроотливка Славянова
163.С 1888 г. Славянов занимается разработкой нового способа сварки, названного им «электроотливкой». Он отказался от громоздкой аккумуляторной батареи Бенардоса, заменив его динамо-машиной, т. е. создал первый в мире сварочный генератор. Стремясь исключить науглероживание, приводившее к повышению хрупкости металла, он заменил угольный электрод металлическим. Кроме того, он ввёл использование флюса для защиты расплавленного металла от окисления воздухом, добавку легирующих компонентов в сварочную ванну, а также предварительный подогрев деталей.

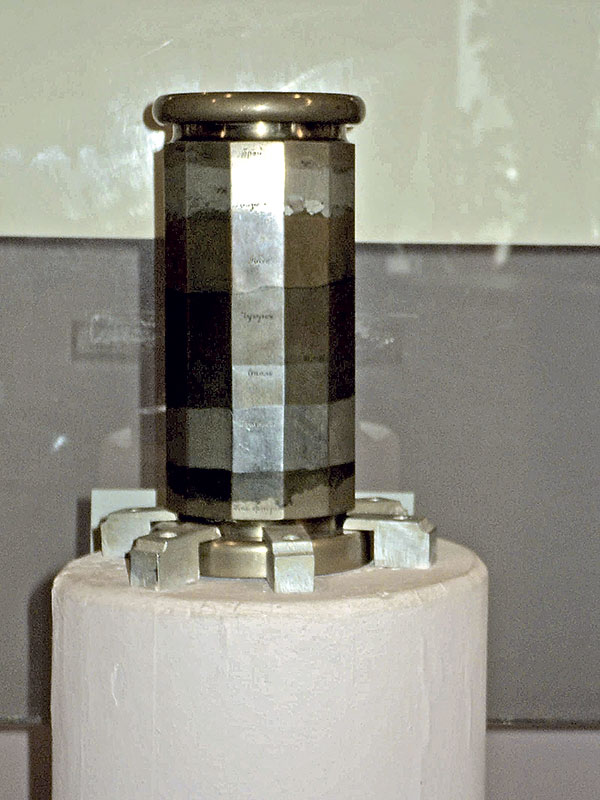
164.Метод сварки Славянова заключался в следующем: один полюс динамо-машины присоединяли к обрабатываемой детали, а другой – к металлическому стержню, вставлявшемуся в специальный сварочный аппарат, так называемый плавильник. При пропускании тока между металлическим стержнем и обрабатываемой деталью возникала электрическая дуга, которая расплавляла металл как стержня, так и детали. После выключения дуги металл застывал, образуя прочное соединение.
165.Славянов создал специальный станок, предназначенный для выполнения часто повторяющихся работ, например, изготовления паропроводных труб из красной меди, т. е. фактически разработал сварочный автомат. По поводу же использования флюса сам изобретатель писал: «Необходимое условие хорошей отливки железа и стали заключается в том, чтобы отлитый металл по возможности скорее покрывался шлаком и чтобы во все время отливки был им закрыт».
Привилегии
166.Эксперименты Славянова со сваркой оказались чрезвычайно удачными. Новый способ применялся при отливке небольших деталей, сваривании в единое целое двух и более металлических частей, исправлении негодных или неудачных отливок, поковок, устранении пустот в чугунном и бронзовом литье, готовых деталях и стальных изделиях, присоединении к готовым изделиям небольших недостающих частей. Впервые он был публично продемонстрирован при сварке коленчатого вала паровой машины в ноябре 1888 г. После этого на заводе был организован сварочный цех (электролитейная фабрика).
167.В августе 1890 г. Славянов подал прошение о выдаче ему привилегии «на способ электрической отливки металлов». Одновременно он подал заявку на патентование «способа электрического уплотнения металлов». При этом он также направил в Горный департамент расписку о том, что он предоставляет право безвозмездного применения своих изобретений на казённых заводах Горного ведомства. Позднее права на эксплуатацию своих привилегий он передал Александру Износкову, с которым был знаком со времени внедрения в Мотовилихе мартеновского производства.
168.В том же году Николай Гаврилович получил привилегии на способ и аппараты для электрической отливки металлов и на способ электрического уплотнения металлов во Франции, Германии, Великобритании, Австро-Венгрии и Бельгии, а также подал заявки в США, Швеции и Италии. 13 августа 1891 г. он получил соответствующие привилегии в России.
169.Николай Бенардос, рассматривая обе привилегии Славянова как усовершенствование своего способа «обработки металлов вольтовой дугой», обратился в 1891–1892 гг. в суд с прошением об аннулировании этих привилегий. Однако эксперты, известные ученые-физики Петербургского университета Хвольсон, Флоренсов и Курнаков, подтвердили, что оба изобретения Славянова не являются составной частью изобретения Бенардоса.
170.Оба способа получили высокую оценку специалистов. На IV Электрической выставке, организованной Императорским Русским Техническим Обществом в 1892 г. в Петербурге, они получили две высшие награды – медали с формулировками: «Дворянину Н.Н. Бенардосу – за удачное применение вольтовой дуги к спаиванию металлов и наплавлению одного металла на другой» и «Горному инженеру Н.Г. Славянову – за удачное применение вольтовой дуги к производству металлических отливок и к последующей их обработке с целью изменения химического состава металла и улучшения его механических свойств».
Стакан Славянова
171.В 1891 г. Николай Гаврилович издал первую книгу с кратким изложением сущности своего изобретения под названием «Электрическая отливка металлов горного инженера Николая Славянова». В 1893 г. на Всемирной выставке в Чикаго в числе экспонатов русской экспозиции был «Стакан Славянова», который наглядно демонстрировал широкие возможности электроотливки. Он представлял собой двенадцатигранную призму с отверстием внутри, изготовленую путём последовательной наплавки слоёв из восьми разных металлов: колокольной бронзы, томпака, никеля, стали, чугуна, меди, нейзильбера и бронзы. До этого полагали, что электрическую сварку нецелесообразно применять для соединения деталей из цветных металлов, так как шов будет непрочным, а сваривать детали из цветных и черных металлов вообще нельзя.
Колокольный мастер
172.С 1891 по 1894 г. на Пермских пушечных заводах с применением электрической отливки были отремонтированы 1630 разнообразных деталей. Одними из первых и постоянных заказчиков Славянова были церкви и соборы, имевшие колокола. Ремонту были подвергнуты колокола весом от 86 фунтов (34,4 кг) до 309 пудов 10 фунтов (5 т). При этом Славянов добивался хорошего звучания отреставрированных колоколов. На основе опыта ремонта колоколов в 1893 г. изобретатель предложил детальный проект ремонта московского Царь-колокола с применением способа электрической отливки.
173.К сожалению, прожил Николай Славянов недолгую жизнь. От рождения слабое здоровье ухудшалось из-за продолжительных сварочных работ. 17 октября (5 октября) 1897 г. он скончался в Перми в возрасте 43 лет. В последний путь начальника провожали свыше 10 тыс. человек – все рабочие Мотовилихинского завода и члены их семей, а также горожане. На могиле изобретателя рабочие наплавкой сделали надпись: «Дорогому нашему начальнику и другу рабочих Николаю Гавриловичу Славянову, изобретателю электросварки, от благодарного русского народа».

Джон-Адольф Дальгрен