



Глава 8Рельсы как символ индустриализации
Паровоз и рельсы должны подходить один к другому, как мать и отец.,,,,
1.Рельс имеет широкое основание (подошву), над которой располагаются шейка и рельсовая головка, служащая поверхностью качения для колес. Расстояние между проложенными по прямому пути рельсами примерно на 1 см больше расстояния между ребордами колес. Для того чтобы колеса не отклонялись от середины рельсов, поверхность качения бандажей колес обточена в форме усеченного конуса. Рельсы устанавливаются с наклоном к внутренней стороне, примерно в соотношении 1:20. Наклон этот достигается тем, что рельс располагается на подкладке, имеющей наклон к середине пути и плотно захватывающей подошву рельса. Подошва рельса и подкладка укрепляются на шпале болтом либо рельсовыми костылями.
Почему это актуально?
2.Практически каждая историческая эпоха характеризуется металлическим изделием – символом передовых технологий. Оно часто кажется внешне неброским на фоне сложных конструкций и дорогостоящих шедевров. Но это ответственное, производимое в массовом масштабе, изделие является своеобразным локомотивом, движущим за собой целый «состав» нововведений и изобретений в технике и технологии металлургии и металлообработки. В Средние века таким изделием был нож, в эпоху индустриализации – рельс. Именно изготовление рельсов привело к формированию индустрии прокатного производства, быстрому внедрению технологий получения литой стали и ферросплавов.
Рельсы из пакета
3.В первой половине XIX в. металлурги умели производить следующие конструкционные материалы: чугун, тигельную сталь, кричное железо (получаемое в кричных горнах), пудлинговое железо (получаемое в пудлинговой печи). Посредством модификации кричной и пудлинговой операций, можно было получать сталь в кричных и пудлинговых печах, однако это была не литая (жидкая) сталь, а, если можно так выразиться, кричная и пудлинговая.





4.Чугун не подходил для изготовления рельсов для дорог с паровой тягой по причине хрупкости, кричное железо было мягким, а литая тигельная сталь слишком дорогой для такого массового производства, как рельсовое, к тому же, небольшой объем тигля позволял получать крупные отливки лишь со значительными ухищрениями.
5.Когда технология производства крупных отливок из тигельной стали была освоена, она активно применялась для изготовления наиболее ответственных деталей подвижного состава – осей, рессор и колесных бандажей (шин). Именно железнодорожное, а вовсе не оружейное производство, превратило фирму Круппа в мирового гиганта, а три кольца в ее логотипе – не что иное, как три стальных колесных бандажа, принесшие основателю фирмы огромные прибыли в период «железнодорожной лихорадки» в Европе.


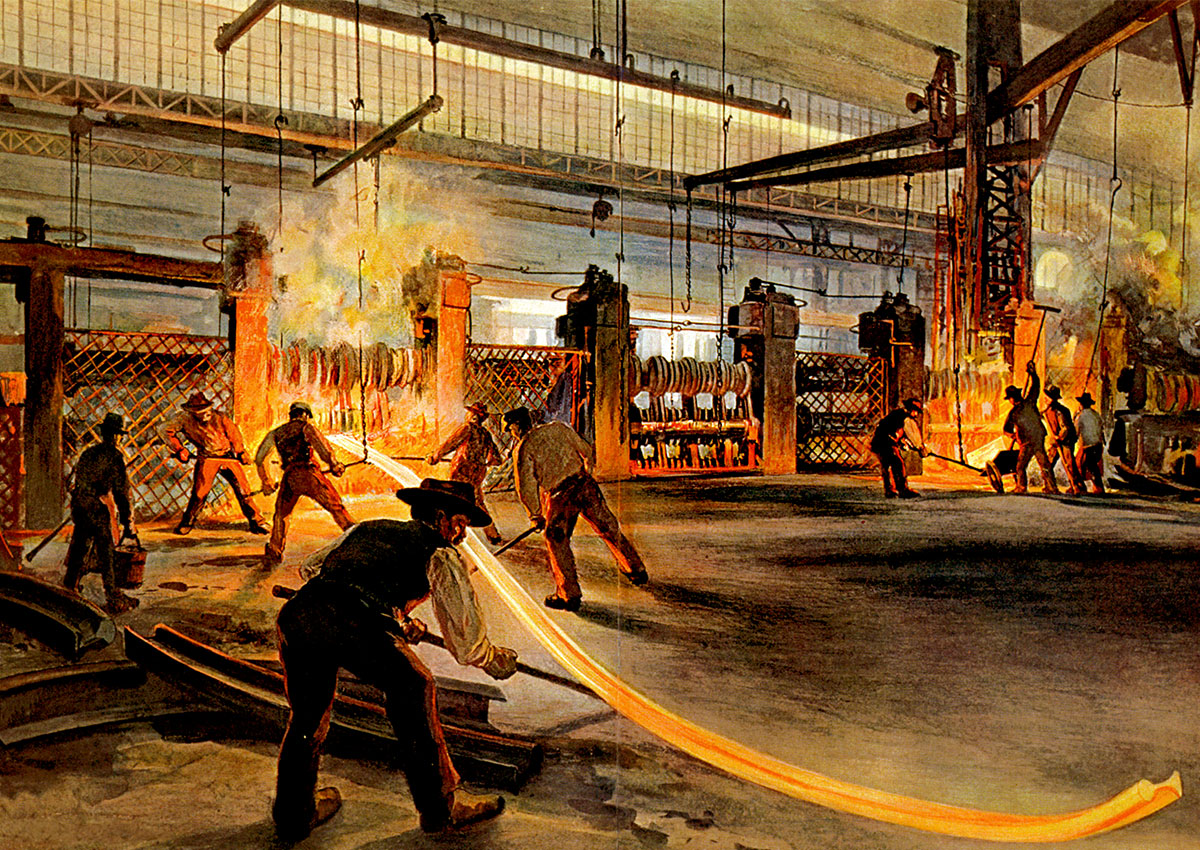
Классическая компоновка оборудования на британской прокатной фабрике начала XIX века, Викторианский Городок, Айронбридж-Горж, Великобритания
6.Таким образом, для рельсов оставался только один материал – пудлинговое железо. В целом технология производства рельсов мало отличалась от технологии производства других видов металлургической продукции методом прокатки в профилированных валках. После получения в пудлинговой печи крицы – губчатой железной массы, пропитанной шлаком, следовало выжать шлак из крицы и превратить ее в плотный металл определенной формы. Для этого использовали механизированные молоты различных видов, прокатные валки, специальные прессы и «кричные жомы».
7.Обжатые крицы обрабатывались в черновых прокатных валках. Получалась пудлинговая болванка размером 4×1 дюйм – так называемый «пудль-барс» (дословно от puddle bar – «кричный брусок»). «Такая болванка содержит много шлака, с поверхности имеет рвани и пластинки, – писал после поездки по заводам Южного Уэльса майор Корпуса горных инженеров Гурьев. – Пудлинговая болванка или пудль-барс разрезывается на куски по два, по три фута длиною. Куски складываются в пакеты, провариваются (то есть нагреваются до белого каления) в сварочной печи и прокатываются в болванки тех же размеров под валками, делающими в минуту 80- 100 оборотов. Это односварочное железо шлаковато и называется миль-барс (от mill bar – «прокатный брусок»), или железо №2. Для получения полосового железа миль-барс разрезают, сваривают пакетами и прокатывают в разные сорта. Это двусварочное железо, называемое бар-айрон (от bar iron – «брусковое или полосовое железо»), или железо №3. Сортовое железо прокатывается в валках, делающих до 150 оборотов в минуту».
8.Полосовое железо было полуфабрикатом и, если размера полосы было недостаточно для получения готового изделия, применяли технологию кузнечной сварки. Несколько полос складывали вместе в пакет, при необходимости обвязывали железной проволокой, нагревали («проваривали») в сварочной печи и сваривали путем сдавливания в валках аналогично тому, как из пудль-барса получали миль-барс. Таким же способом получали крупные заготовки из пудлинговой стали, либо комбинированные заготовки из полуфабрикатов с разными свойствами. При формировании пакета учитывали припуск на обрезку концов и расход на угар от окисления нагретого металла кислородом воздуха.
9.С помощью описанной технологии изготавливали железные рельсы и любую более-менее крупную сортовую прокатную заготовку, при этом до появления мартеновского способа производства литой стали еще и утилизировали железный лом некоторых видов, куски которого включали в состав пакета.
Стальная головка
10.Пакет имел сложную структуру, которая определялась условиями работы отдельных частей изготавливаемого изделия. На головку рельса шло мелкозернистое железо (пудлинговая сталь), на пятку – волокнистое железо. Использование стали в сочетании с железом было связано с увеличением интенсивности движения по железным дорогам, которое приводило к быстрому износу мягкой железной головки и существенному уменьшению срока службы рельсов.
11.С распространением бессемерования пудлинговая сталь в головке была заменена бессемеровской, и рельсы с пяткой из волокнистого железа и стальной головкой употреблялись до середины 1870-х гг., когда удешевление литой бессемеровской и мартеновской стали позволило ей вытеснить железо из рельсового производства.
12.Рельсы, от качества которых зависела жизнь людей, подвергались при приемке специальным испытаниям. В качестве примера можно привести выдержки из контракта на поставку рельсов для Николаевской железной дороги, который 18 сентября 1865 г. был заключен с купцом Альбертом Таунзендом. После требований по срокам доставки, цене, условий по длине и массе рельсов, контракт оговаривал следующие требования к их качеству: «Рельсы должны быть приготовлены из хорошего прочного железа, хорошо проваренного, нехладноломкого, верхняя поверхность головы должна быть … твердою, так чтобы не стиралась, значительно сопротивлялась тяжести поездов, не портилась, не ломалась и не откалывалась; в изломе верхней части рельса мелкозернистый слой должен быть ¾ дюйма толщины, нижняя же часть должна быть приготовлена из волокнистого железа. При составлении пакетов верхняя покрышка должна быть толщиною в 1½ дюйма и сделана из зернистого твердого железа, а непосредственно под нею лежащие твердые бруски должны быть толщиною и шириною в 1½ дюйма. Нижняя часть рельса должна быть приготовлена из лучшего волокнистого железа, переделанного из отбеленного чугуна».
13.После поставки контрагент принимал на себя ответственность за прочность рельсов в течение пяти лет со дня окончания поставки. Несмотря на суровые испытания рельс, состоящий из многочисленных сваренных друг с другом полос, под влиянием нагрузки от проходящих составов понемногу расщеплялся и выходил из строя раньше, чем износ головки требовал его замены.
Переворот в рельсовом деле
14.Как только бессемеровская и мартеновская сталь подешевели настолько, что смогли конкурировать с железом, в рельсовом деле произошел переворот, в результате которого не только значительно возросло качество рельсов и срок их службы, но и была решена проблема переработки изношенных рельсов.
15.Многочисленные опыты, проведенные с целью сравнения срока службы «пакетных» рельсов и рельсов из литой стали, показали огромное превосходство последних. Например, из числа сварочных рельсов, уложенных в 1869 г. на линиях общества Grand Central Belge, к концу 1882 г. был заменен новыми 41 %, в то время как из числа уложенных в это же время рельсов из литого металла замены потребовали всего 0,4 %.
16.Для обеспечения главных эксплуатационных характеристик рельсов – достаточной вязкости для сопротивления динамической нагрузке от проходящих поездов и прочности для сопротивления их весу, были установлены следующие требования по содержанию элементов в рельсовой стали, % (масс.): углерод – 0,25…0,35; марганец – 0,35…0,55; кремний – не более 0,20; фосфор – не более 0,10.
17.Крупные слитки давали больше гарантий качества производимых из них рельсов, поэтому их отливали такого размера, чтобы выкатать, по крайней мере, два рельса, иногда количество рельсов, выкатываемых из одного слитка, достигало четырех, шести и восьми. Это позволяло экономить металл на обрезке концов. Длина рельса, согласно установившимся правилам, должна была составлять около 9 м.
18.Двойные и тройные слитки после извлечения из нагревательных колодцев или калильных печей, подавались на рельсовый стан, где прокатывались «с одного нагрева». Четверные слитки после нагрева в колодцах или калильных печах, прокатывались на обжимном стане, затем разрезались ножницами, после чего подавались на рельсовый стан. Использовались в основном трехвалковые станы (трио), реже – реверсивные. Со временем реверсивные станы получили большее распространение благодаря тому, что они не требовали «холостой» передачи прокатываемых рельсов поверх валков (что позволяло экономить время и рабочую силу), а также позволяли осуществлять прокатку в противоположных направлениях, что снимало напряжения, возникавшие в металле при прокатке в одном направлении. В трехвалковых станах двусторонняя прокатка обеспечивалась расположением последовательных ручьев друг над другом.



19.Диаметр валков обычно составлял 600-650 мм для трехвалковых станов и около 700 мм для реверсивных. Скорость вращения валков достигала 120 оборотов в минуту. Для обеспечения плавности хода и захвата металла валками применялось маховое колесо массой до 50 т. Заготовка прокатывалась, постепенно изменяя форму, в 11-24 ручьях (в зависимости от размеров и предварительной обработки на обжимном стане).
20.Прокатанный раскаленный рельсовый полуфабрикат подавался на резку, циркулярные пилы отрезали концы и разрезали его на отдельные рельсы. На этом заканчивалась собственно металлургическая часть, и начинались операции отделки: рельсы после охлаждения осматривались, обрабатывались на правильных прессах, концы их обстругивались. В железных рельсах отверстия пробивались, в рельсах из литой стали – высверливались. На крупных заводах перемещение рельсов между агрегатами производилось с помощью системы роликов – рольганга, что значительно увеличивало производительность.
«Дабы удобнее достигнуть цели»
21.Первые предложения о введении рельсового производства в Российской империи были связаны вовсе не с железнодорожным строительством, а с возможностью завоевания зарубежных рынков металлургической продукции. В последней четверти XVIII в. Россия занимала лидирующие позиции в этой области, наряду со Швецией снабжая металлом развивающуюся промышленность Великобритании.
22. Ряд событий – Наполеоновские войны, континентальная блокада, а затем и переход британских металлургов к использованию каменноугольного кокса, существенно снизил экспортные поставки металла из России. Тем не менее, поскольку внутреннее потребление было небольшим, поставки за рубеж были для отечественных промышленников едва ли не единственным способом получения прибыли. В середине 1830-х гг. экспорт русского железа оценивался более чем в миллион пудов (16 тыс. т) в год, что составляло примерно восьмую часть имеющихся мощностей по его производству. Около 500 тыс. пудов шло в США, 300 тыс. пудов – в Великобританию.
23.В сентябре 1836 г. в Департамент горных и соляных дел Министерства финансов поступило сообщение русского генерального консула в Гамбурге фон Бахерахта. Он уведомлял, что «по достоверным сведениям из Северо- Американских Соединённых Штатов», длина железнодорожных линий, строительство которых уже началось, составит не менее 3 тыс. английских миль, что потребует не менее 750 тыс. т железа, тонна которого оценивалась в 50 долларов. Поскольку американская металлургия в то время еще не могла самостоятельно обеспечить производство необходимого количества рельсов, главным поставщиком этого товара в Новый свет становилась промышленно развитая Великобритания.
24.Бахерахт предлагал осуществить необходимые меры таможенного стимулирования, и предпринять шаги по установлению контактов с американцами, закупающими рельсы. Он обращал внимание на то, что после выполнения американских заказов, освободившиеся мощности по производству рельсов можно будет использовать для снабжения ими Германии и Франции, также начинающих железнодорожное строительство.
25.В качестве примера для отечественных заводчиков Департамент мануфактур и торговли поручил Бахерахту прислать образец рельсов, что и было им исполнено. По распоряжению министра финансов образец был передан в Горный департамент, откуда он вскоре переместился в «музеум» Института Корпуса горных инженеров, «на тот конец, дабы удобнее достигнуть цели, для коей выписан рельс». Так, вместе с образцом Бахерахта, покрылось пылью первое начинание в области рельсового производства России. Российские власти и промышленники не проявили интереса к рельсовому производству, несмотря на то, что уже была построена Царскосельская дорога.
26.Инициатива, как и во всех случаях внедрения технических новаций, последовала из-за границы. В январе 1841 г. к министру финансов Канкрину обратился с ходатайством манчестерский инженер-механик Джон Райнер, который предлагал организовать в России рельсовый завод. Он предполагал строить его на средства казны, либо получить некоторые преференции с целью организации акционерного общества. Всего через неделю Райнер получил ответ, в котором министр уведомлял, что для удовлетворения предложенных условий он «не усматривает достаточного уважения».
«Образцовое рельсовое заведение»
27.Наступил 1842 г., а с ним и начало строительства Санкт-Петербурго-Московской железной дороги, для которой, так или иначе, требовались рельсы. В России на момент сооружения Царскосельской железной дороги, все оборудование которой (включая топливо для паровозов) было ввезено из-за границы, существовали три колейные заводские дороги, однако все они были чугунными, и самая длинная из них имела протяженность менее двух верст. На Александровском пушечном заводе дорога была устроена Чарльзом Гаскойном для перевозки пушек между цехами с использованием ручной тяги. На алтайском Змеиногорском руднике функционировала дорога с конной тягой, построенная по проекту Петра Фролова (который ещё в конце XVIII в. предлагал проект создания 300-километровой конной дороги для вывоза железа и соли к Волге); на Нижнетагильском заводе Демидова использовалась дорога, построенная по проекту Черепановых, с паровозной, а позднее – конной тягой.
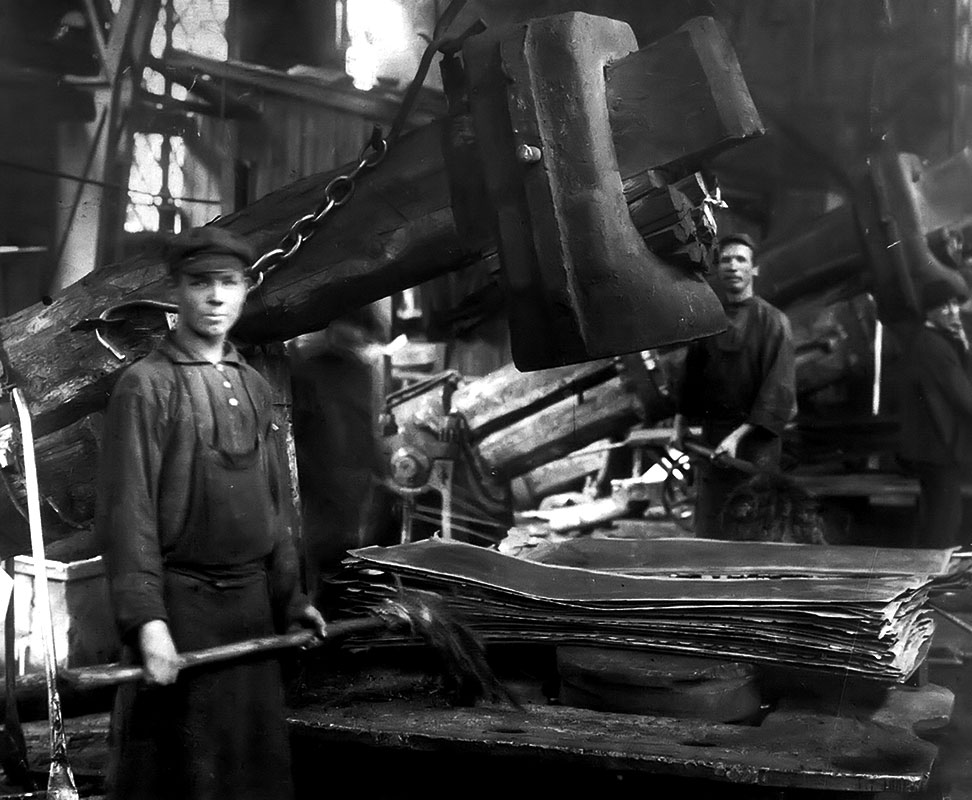
На некоторых Старых Заводах Урала ковку под молотом применяли вплоть до «Сталинской» индустриализации. Листобойный цех, 1930-е гг.
28.Таким образом, к началу работ по строительству железной дороги между столицами, в стране полностью отсутствовало производство рельсов, и оставалось совсем немного времени на то, чтобы за время изысканий и прочих подготовительных работ удовлетворить вполне обоснованное желание императора, и организовать это производство.
29.С этой целью 16 января 1842 г. граф Бенкендорф пригласил к себе всех пребывавших на тот момент в столице владельцев частных горных заводов и объявил им, что император при утверждении проекта постройки Санкт-Петербурго- Московской железной дороги изъявил желание, чтобы все железо, необходимое для постройки дороги, было приобретено «от русских заводов». Дальнейшее взаимодействие с заводчиками было поручено генерал-адъютанту Ивану Сухозанету, военному инженеру и артиллеристу, который также известен как весьма одиозный руководитель системы военного образования и командующий артиллерией, расстрелявшей декабрьское восстание 1825 г.
30.После нескольких совещаний у генерала Сухозанета промышленники составили план действий, согласно которому они предлагали учредить комитет заводчиков и выбрать из их среды комиссию, на которую была бы возложена задача организации в Санкт-Петербурге «образцового заведения для выделки рельсов». Отмечалось, что при «образцовом заведении» должен находиться «искуснейший иностранный техник с полным числом мастеровых и совершеннейшим механизмом для изготовления рельсов», причем одно только обучение русских мастеров в «заведении» окупает его устройство, «хотя бы оно и не повело к окончательному успеху в выделке рельсов».
31.Здесь стоит обратить внимание на важную особенность технологического и экономического характера. Дело в том, что в России до этого времени единственным способом получения товарных железных полуфабрикатов был трудоемкий молотовой способ – под молотом из криц получали как полосовое железо, так и лист. Также в стране практически отсутствовало пудлинговое производство, которое на британских заводах, как правило, совмещалось с прокатными валками, и способствовало распространению последних.
32.Таким образом, введение на отечественных заводах рельсового производства автоматически означало и распространение прокатки – передового способа получения товарного металла. Именно к этому нововведению были обращены чаяния предпринимателей, рассчитывавших на то, что переход к прокатке удешевит их продукцию и, следовательно, повысит ее привлекательность для небогатого сельского населения и разовьет внутренний рынок металлургической продукции.
33.По повелению императора на время сооружения дороги «Обществу русских горных заводов» предоставлялся «казенный чугуноплавильный завод, расположенный на третьей версте петергофской дороги, для устройства в нем образцового рельсового заведения». Обществу был выдан заказ на железные рельсы (4856 тыс. пудов) и чугунные рельсовые подушки (248 тыс. пудов).
34.Вскоре после этого начались переговоры по устройству «образцового заведения». Единства среди отечественных производителей не было, и возможные сроки поставки ими рельсов для строящейся дороги отодвигались. В результате общество было вынуждено отказаться от поставки рельсов как в 1843, так и в 1844 г., о чем и сообщило правительству, которое вынуждено было заключить контракт с британскими заводами на поставку 1,9 млн. пудов рельсов.
Пока не кончились деньги
35.В августе 1843 г. из Великобритании прибыл инженер Томас Белл, который приступил, наконец, к устройству «образцового заведения». В декабре генерал Сухозанет отмечал, что имеющуюся кричную болванку (около 100 тыс. пудов) «образцовое заведение» может прокатать в течение 3-4 месяцев. Увы, действительность оказалась печальнее радужных перспектив: ближайшие месяцы ушли не на переработку тысяч тонн кричной болванки, а на изготовление одного единственного рельса, который увидел свет 29 апреля 1844 г.
36.Томас Белл безуспешно пытался организовать рентабельное производство рельсов в необходимых для сооружения Николаевской железной дороги количествах. Проблем было не счесть – начиная от значительного угара металла и заканчивая неприлично низкой производительностью: за три часа удавалось прокатать лишь два рельса. Попытки продолжались до тех пор, пока не кончились деньги: 14 мая 1844 г. общество сообщило, что не сможет выполнить взятых на себя обязательств и поставить к весне 1847 г. оговоренный миллион пудов рельсов.
37.В октябре 1844 г. общество приняло решение о закрытии «образцового рельсового заведения», однако, тут в дело вмешался Сергей Иванович Мальцов, который предложил передать заведение под его управление. Летом 1845 г. заведение перешло в ведение Мальцова. После произведенных им улучшений рельсы из пробной партии в 6000 пудов были признаны приемной комиссией «нисколько не уступающими английским». За последующие полтора года Сергей Иванович окончательно отработал технологию и обучил русских мастеров. Поскольку главная цель «образцового заведения», по мнению Мальцова, была достигнута, он посчитал нецелесообразным дальнейшую работу в нем, и в декабре 1846 г. продолжил производство рельсов на своих заводах.
38.В апреле 1847 г. «Образцовое рельсовое заведение» было передано в управление (в 1855 г. – в полную собственность) адъютанту великого князя Михаила Павловича артиллерийскому полковнику Николаю Огареву. Новоиспеченному заводчику удалось наладить производство и в 1856 г. на предприятии работало около 800 мастеровых. В 1857 г. завод Огарева провел реконструкцию и начал новое для России дело – перекатку изношенных рельсов, которые до этого практически не имели сбыта.
39.В 1861 г. завод был приобретен Вяткиным и Хеплеем, которые торговали в Санкт-Петербурге под маркой «И. Дей и К°», вскоре «И. Дей и К°» обанкротилась, и завод перешел под казенное управление. В 1864 г. здесь было произведено 200 тыс. пудов новых рельсов из собственного железа и «старой ломи», а также «перекатано» 850 тыс. пудов старых рельсов Николаевской дороги. В январе 1865 г. завод был закрыт ввиду нерентабельности, а 12 января 1868 г. его выкупил у казны Николай Путилов.
Выксунские новаторы
40.Необходимо отметить, что первый железный рельс был прокатан в России вовсе не в «Образцовом заведении». Из статьи в первой книжке «Горного журнала» за 1844 г. известно, что в конце 1843 г. опытная партия рельсов была изготовлена на Выксунском заводе Шепелева. Генерал Дмитрий Шепелев скончался за несколько лет до этого, 9 мая 1841 г. Таким образом, упомянутый в статье «заводчик Шепелев» – это один из его сыновей, Иван, либо, Николай.
41. Согласно приведенным в статье сведениям, для производства выксунских рельсов использовался чугун, выплавленный из местных руд. Чугун переделывался в железные крицы, которые проковывались и сваривались в пакеты для последующей прокатки.
42.Для производства криц использовался только что внедренный на заводе способ пудлингования, причем, как пудлингование, так и сварка криц осуществлялась с помощью дров, а не угля, как в исходном британском варианте, что требовало разработки специальной технологии. За «успешное введение пудлингования и сварки больших криц железных дровами», 24 декабря 1844 г. управляющий Велетминским заводом Яков Круглов был, по представлению министра финансов графа Канкрина, награжден золотой медалью с надписью «За полезное» для ношения на шее на Анненской ленте.
43.Почему же выксунские рельсы не были использованы на Санкт-Петербурго-Московской дороге? Проблема заключалась в нехватке сырья и доменных мощностей. Сам Шепелев писал, что готов производить на своих заводах до миллиона пудов рельсов в год, однако при условии поставок со стороны достаточного для этого количества чугуна, поскольку производимый его заводами чугун предназначался, в основной массе, для исполнения имеющихся заказов от Черноморского флота, Московского Императорского дворца и частных лиц.
Успех «по случаю открывшихся военных действий»
44.Вскоре после открытия Санкт-Петербурго-Московской железной дороги началось строительство дороги в Варшаву. Поскольку отечественных рельсов в обозримой перспективе все так же не просматривалось, правительство в 1852 г. заключило контракт с компанией баронета Геста на поставку в течение четырех лет 8,6 млн. пудов рельсов. Однако, «по случаю отрывшихся в 1854 г. военных действий с Англией» поставки были прекращены, и осенью того же года главноуправляющий путями сообщения доложил министру финансов, что ввиду отсутствия рельсов сооружение дороги останавливается, а уже построенное полотно разрушается и потребует затрат на восстановление.
45.В сложившихся обстоятельствах правительству не оставалось ничего другого, как вновь кинуть клич среди заводчиков. Предложенные условия устроили только Яковлевых и Демидовых, с которыми в 1855 г. и были заключены договора на поставку соответственно 1,5 и 1,2 млн. пудов рельсов. Возможно, причиной стала война, в ходе которой патриотизм и ответственность становятся не чуждыми самым разным слоям общества, но именно этот заказ был выполнен точно в срок и стал первым успехом рельсового дела в России.
46.20 октября 1855 г. главноуправляющий путями сообщения издал специальный указ, в котором отмечал: «…подряд этот ознакомит наших заводчиков с рельсовым производством, разовьет навык к этому делу, послужит примером для других владельцев горных заводов, и таким образом возродится в нашем отечестве производство столь необходимое… Ныне с заводов наследников действительного тайного советника Яковлева доставлены в С.-Петербург образцовые рельсы. Рельсы эти подвергнуты испытанию и оказались в отношении качества железа выше английских, а в выделке отличными и вполне всем требованиям соответствующими».
47.К концу 1861 г. Нижнетагильские заводы Демидовых и Алапаевские заводы Яковлевых изготовили, соответственно, свыше 2 млн. пудов и 1,35 млн. пудов рельсов такого качества, что впоследствии, как лом, они ценились выше, чем цельные импортные рельсы. Несмотря на это, новых заказов не последовало, и Алапаевские заводы уже не возвращались к производству рельсов, а Нижнетагильские прекратили его на три года.
Железные дороги становятся стальными
48.Благодаря особенностям бессемеровского процесса в результате плавки получалась твердая углеродистая сталь, подходящая для изготовления рельсов. Однако высокие требования к содержанию вредных примесей в исходном чугуне существенно ограничивали область использования бессемеровского процесса. Настоящей находкой для рельсового производства стал мартеновский способ выплавки стали. Он позволял использовать в шихте для выплавки стали, помимо чугуна, также до 30 % (масс.) железного или стального лома, в том числе изношенные рельсы. Однако европейские рельсы первоначальной укладки имели повышенное содержание фосфора (в то время требования по качеству были менее строгими), что создавало проблемы при их переработке. Выход был найден на известном французском заводе в Терре-Нуар близ Сен-Этьена. Способ заключался в добавке к переплавляемому чугуну и лому 2-3 % «марганцовистого железа» (ферромарганца).



49.Распространение упомянутых технологий, позднее дополненных способом Томаса, позволившим получать качественный чугун из фосфористых руд, привело к глобальным изменениям в машиностроении. Появился дешевый материал, который превосходил по прочности железо, причем, производительность процессов его производства существенно превышала производительность пудлингового и кричного процессов. Кроме того из жидкой стали можно было получить крупные изделия, не прибегая к сложной и длительной процедуре сварки заготовок из большого количества железных криц и металлолома, что значительно сократило потери металла и увеличило производительность.
50.В 1860-х гг. в странах Европы использование стали в железнодорожном строительстве увеличивалось исключительно быстрыми темпами. Бессемеровская и мартеновская сталь заменила тигельную сталь в производстве осей, колесных бандажей и рессор. Разумеется, не остались в стороне и рельсы.
51. В России первые импортные стальные рельсы появились в 1866 г. на Николаевской железной дороге. В том же году Воткинский завод возобновил начатые в 1863 г. опыты по выплавке стали в конвертере Бессемера. Полученные в Воткинске стальные болванки затем отправлялись на Камский броневой завод, где осуществлялась их прокатка. Первые опыты показали хороший результат, и было принято решение о производстве на Камском броневом заводе рельсов из 20-25 тыс. пудов бессемеровской стали, выплавляемой на Воткинском заводе. Однако, «по новости дела», на 1867 г. заказ для Камского завода был ограничен 10 тыс. пудов. При этом стоимость пуда камских рельсов с доставкой до Москвы составила 2,40 руб., тогда как британские бессемеровские рельсы с доставкой до Санкт-Петербурга стоили 1,82 руб.
52.Трехлетний опыт рельсового производства на Камском броневом заводе показал его невыгодность вследствие высокой цены на топливо и квалифицированную рабочую силу. Тогда необходимое оборудование было установлено на Воткинском заводе. Но и здесь дело не пошло из-за нехватки пудлинговых мощностей (точнее – персонала для их интенсивной эксплуатации) и в 1875 г. производство стальных рельсов на Воткинском заводе было прекращено.
53.Немногим позднее Камско-Воткинских заводов к использованию бессемеровской стали для производства рельсов приступили Катав-Ивановские заводы. Инициатором внедрения новой технологии выступил управляющий заводами князя Белосельского-Белозерского генерал-майор Перетц, который в июле 1868 г. обратился в министерство финансов с просьбой о выдаче беспроцентной ссуды в 100 тыс. рублей и разрешении беспошлинного ввоза необходимого оборудования. В 1871 г. Катавские заводы получили десятилетний казенный заказ на ежегодную поставку в Санкт-Петербург 300 тыс. пудов стальных рельсов.
Комбинированные рельсы Путилова
54.Сложности овладения технологией рельсового производства наглядно демонстрирует следующий пример. Ранняя морозная зима неожиданно лишила к концу 1867 г. Николаевскую дорогу ремонтного запаса, ввиду того, что почти миллион пудов британских и бельгийских рельсов, уложенных в течение лета, пришел в негодность вследствие повышенного содержания фосфора.
55.Требовалось либо немедленно ввозить рельсы из-за границы, причем сухим путем, либо столь же срочно организовывать свое производство. Поскольку в наличии имелся настоящий волшебник по части организации производства в экстремальных условиях, был выбран второй вариант, и в декабре 1867 г. между правительством с одной стороны, и Николаем Путиловым с другой, было заключено соглашение на поставку 600 тыс. пудов рельсов. При этом ежедневная поставка составляла 5 тыс. пудов, а первая партия должна была быть получена заказчиком через 18 дней после утверждения заказа.
56.Высочайшее повеление о предоставлении Путилову заказа вышло в свет 2 января 1868 г., через 10 дней он выкупил у торгового дома «И. Дей и К°» бывшее «образцовое заведение», уже два года стоящее без дела, а спустя еще шесть дней заводом была отгружена первая партия рельсов в количестве 5 тыс. пудов.
57.Путилов предложил делать головку рельсов из пудлинговой стали и подвергать рельсы закалке. Предложение это было встречено с недоверием, что было вполне объяснимо, поскольку многочисленные опыты по сварке железа и стали и в одном пакете окончились неудачей. Благодаря настойчивости министра путей сообщения Павла Мельникова, взявшего на себя ответственность за последствия, Путилову было разрешено начать производство комбинированных рельсов, и с 1868 по 1875 г. его завод произвел свыше 11 млн. пудов железных рельсов со стальной головкой из изношенных рельсов и «старой ломи».
На грани рентабельности
58.Необходимо отметить особенность старых рельсов в качестве материала для производства новых, которая заключалась в том, что в этом качестве они иногда имели цену более высокую, чем при их первоначальной покупке, что очень наглядно иллюстрирует рыночные законы спроса и предложения. До 1857 г. изношенные рельсы предлагались всем желающим по 25 коп. за пуд, но при этом имели спрос, практически равный нулю. Однако, с началом их перекатки, то есть превращения в ценное сырье, цена на них стала непрерывно расти. Для Путиловского завода они обходились (с провозом): в 1870 г. – 45 коп. за пуд, в 1871 г. – 58 коп., в 1872 г. – 70 коп., в 1873 г. – 88 коп.

59.Вызванный франко-прусской войной и рабочими стачками дефицит импортного металла и повышение цен на него привели к увеличению цены на старые рельсы свыше разумных пределов, особенно в Санкт-Петербурге, где, собственно и располагались перекатные заводы, оказавшиеся на грани рентабельности.
60.Для разрешения этой ситуации в 1873 г. Николай Путилов обратился к правительству с ходатайством о разрешении беспошлинного ввоза импортных старых рельсов наравне с чугуном и железом. Ходатайство было удовлетворено, и в 1873 -1874 гг. Путиловский завод импортировал 1 млн. 679 тыс. пудов старых рельсов, что позволило сбить цену на отечественный материал.
61.Между тем, ввиду дефицита в Российской империи чугуна – попытки освоения южной металлургической базы пока оставались бесплодными, а заводы Урала страдали от нехватки топлива и персонала – возможность производства стали с использованием железного и чугунного лома приобрела для страны огромное значение. Недостатка в предпринимателях, желавших оседлать новую «технологическую волну» не было, однако введение сталеплавильного и сталерельсового производства требовало огромных затрат, ввиду чего появилось немалое количество обращений к правительству с просьбой предоставить казенные заказы на стальные рельсы и кредиты для строительства заводов.
62.Например, в ноябре 1873 г. Николай Путилов, в качестве представителя основанного им акционерного общества, ходатайствовал о замене выполняемых его заводом заказов на рельсы со стальной головкой заказом на стальные рельсы (5 млн. пудов в течение 8 лет) с правом ввоза необходимых импортных материалов, которые не удастся закупить в России. Уже следующий заказ Путилову в апреле 1875 г. (4 млн. пудов стальных рельсов, 392,6 тыс. пудов железных скреплений в течение 5 лет) предусматривал использование только российского чугуна и лома, и лишь зеркальный чугун и ферромарганец разрешалось импортировать до тех пор, пока не появится возможность покупать их в России.
63.В это же время масштабное сталерельсовое производство начали вводить на Нижнетагильских заводах Демидова. В конце 1873 г. здесь началась постройка фабрики бессемерования по образцу завода в Терре-Нуар, а в 1876 г. в Нижнем Тагиле было организовано валовое производство стальных рельсов.
На пороге индустриализации

64.В 1876 г. министр финансов Рейтерн поручил чиновнику особых поручений при министерстве финансов Артуру фон Бушену подготовить подробный отчет о состоянии отечественной железнодорожной промышленности. В конце года фон Бушен вручил министру обширный труд «Сборник сведений по вопросам о снабжении русских железных дорог рельсами, подвижным составом и прочими принадлежностями».
65.Согласно данным фон Бушена, производством рельсов занимались шесть заводов: Демидова, Камско-Воткинский, Путилова, «Главного Общества», «Новороссийского Общества» (Юза) и «Общества Брянского завода». За тридцать лет, к 1 января 1875 г., всеми железными дорогами империи было уложено не менее 132 млн. 800 тыс. пудов рельсов, причем только 12 % из них были произведены в России, еще столько же ввезены с уплатой пошлины, прочие же почти 100 млн. пудов были ввезены беспошлинно. Что касается использования стальных рельсов, то общее их потребление до 1875 г. (с 1866 г.) фон Бушен оценивал в 7,75 млн. пудов, что составляло около 6 % от общего количества рельсов.

Символ немецкой тяжелой промышленности: три бесшовных железнодорожных бандажа Eisenbahn-Radreifen Круппа на стене дома Georg-von-Coelln House в Ганновере